
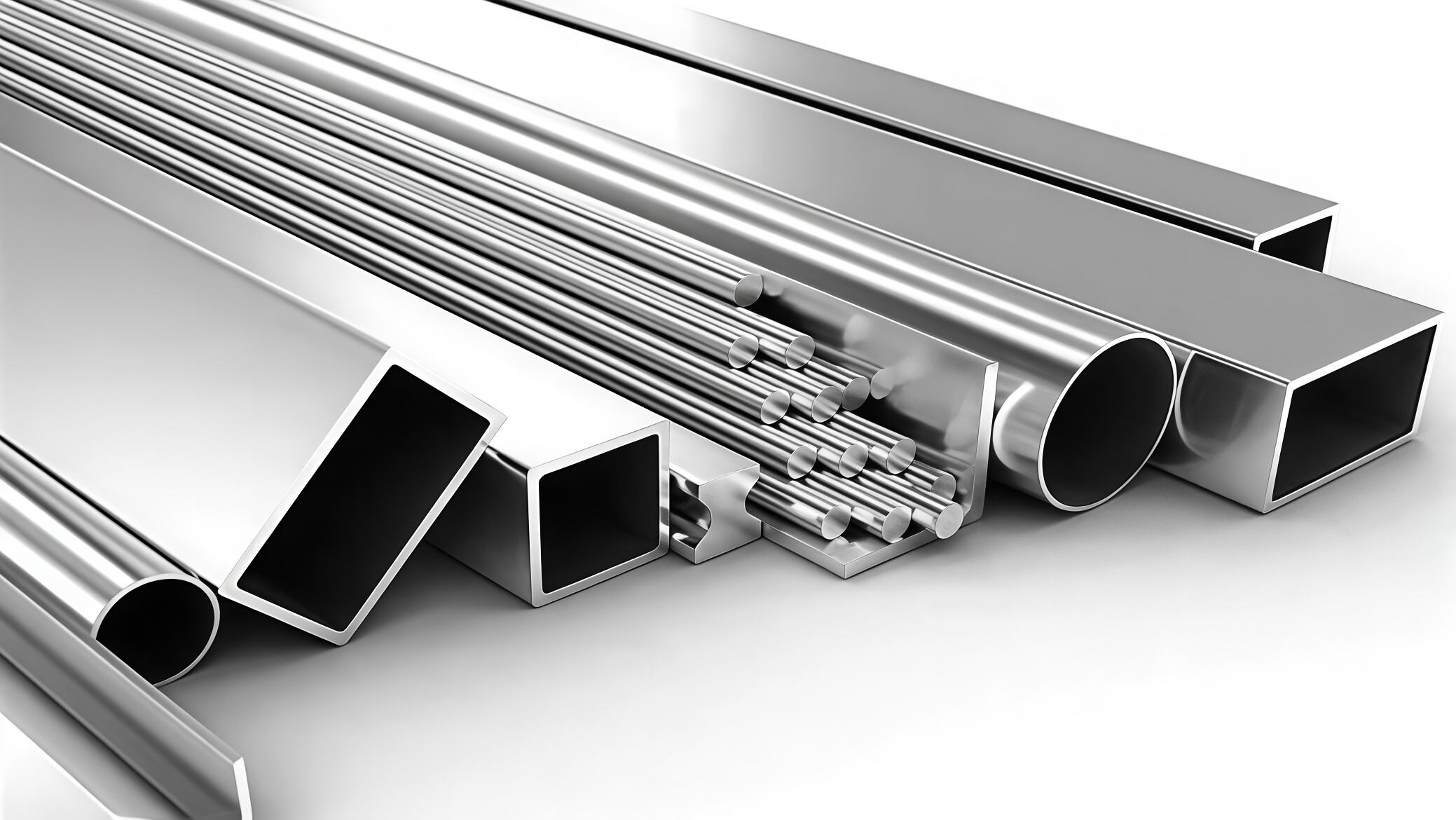
ในภาคอุตสาหกรรมการผลิต โลหะผสมอลูมิเนียม และ และสแตนเลสได้กลายเป็นวัสดุหลักสำหรับอุตสาหกรรมต่าง ๆ เช่น อวกาศและอากาศยาน ยานยนต์ อุปกรณ์ทางการแพทย์ และอุปกรณ์อิเล็กทรอนิกส์ เนื่องจากคุณสมบัติทางกายภาพและเคมีที่โดดเด่นเฉพาะตัว ความแตกต่างของวัสดุโลหะแต่ละชนิดส่งผลให้เกิดความยากลำบากทางเทคนิคที่ต่างกันในการขึ้นรูป จึงจำเป็นต้องมีข้อกำหนดเฉพาะสำหรับกระบวนการขึ้นรูป ความแม่นยำของเครื่องจักร และเทคนิคการปฏิบัติงาน
Deep Link International Supply Chain Co., Ltd., ฉางโจว มีความเชี่ยวชาญลึกซึ้งด้านการแปรรูปโลหะ โดยมีศักยภาพในการแปรรูปแบบครบวงจร รวมถึงการตัดด้วยเลเซอร์ การกัดด้วยเครื่อง CNC การขึ้นรูปด้วยแรงกด (stamping forming) การดัด และการเชื่อม บริษัทสามารถให้บริการแปรรูปตามความต้องการเฉพาะสำหรับวัสดุหลากหลายชนิด เช่น อลูมิเนียมอัลลอย ,เหล็กกล้าไร้สนิม โดยสร้างห่วงโซ่คุณค่าแบบครบวงจรตั้งแต่การคัดเลือกวัตถุดิบจนถึงการส่งมอบผลิตภัณฑ์สำเร็จรูป ทั้งนี้ ด้วยการตรวจสอบจาก SGS ซึ่งเป็นหน่วยงานที่ได้รับการยอมรับในระดับสากล และมาตรฐานการให้บริการที่ส่งมอบตรงเวลา 100% บริษัทจึงสามารถนำเสนอโซลูชันการแปรรูปโลหะที่ปรับใช้ได้สูงสำหรับอุตสาหกรรมต่าง ๆ บทความฉบับนี้ อาศัยประสบการณ์การแปรรูปจริงในการวิเคราะห์ความท้าทายด้านการแปรรูปของ สอง วัสดุโลหะหลัก ๆ และเสนอแนวทางแก้ไขที่เหมาะสมและตรงจุด
อลูมิเนียมอัลลอย: เบาและแปรรูปได้ง่าย แต่มีความท้าทายหลักอยู่ที่การเปลี่ยนรูปจากความร้อนและการยึดติดของเครื่องมือ
อัลลอยด์อลูมิเนียมเป็นวัสดุที่ได้รับความนิยมสำหรับการผลิตชิ้นส่วนที่มีน้ำหนักเบา เนื่องจากมีความหนาแน่นต่ำ (ประมาณหนึ่งในสามของเหล็ก) ทนต่อการกัดกร่อน มีความสามารถในการนำความร้อนได้ดี และมีความเหนียวดีเยี่ยม จึงถูกใช้อย่างแพร่หลายในชิ้นส่วนยานอวกาศ โครงหุ้มอุปกรณ์อิเล็กทรอนิกส์ ชิ้นส่วนโครงสร้างยานยนต์ที่มีน้ำหนักเบา และสถานการณ์อื่นๆ อีกหลายประการ แม้ว่าอัลลอยด์อลูมิเนียมจะดูเหมือนตัดแต่งได้ง่าย แต่ก็ยังมีจุดบกพร่องทางเทคนิคที่ชัดเจนอยู่ในการตัดแต่งแบบความแม่นยำสูง โดยความยากลำบากในการตัดแต่งนี้เกิดขึ้นหลักๆ จากลักษณะเฉพาะของวัสดุเอง
ความท้าทายหลักในการตัดแต่ง
- การยึดติดของเครื่องมือตัดและขอบสะสมของเศษโลหะ (Built-up Edge) : อัลลอยด์อลูมิเนียมมีความแข็งต่ำและมีความเหนียวสูง ระหว่างการกลึง การกัด และการเจาะด้วยเครื่อง CNC เศษโลหะมักจะยึดติดกับคมตัดของเครื่องมือจนเกิดเป็นขอบสะสมของเศษโลหะ (built-up edge) ซึ่งส่งผลให้พื้นผิวที่ผ่านการตัดแต่งมีความหยาบมากขึ้น ส่งผลกระทบต่อความแม่นยำของชิ้นงาน และอาจเร่งการสึกหรอของเครื่องมือตัดด้วย
- ปัญหาการเปลี่ยนรูปจากความร้อนอย่างเด่นชัด อลูมิเนียมอัลลอยด์มีค่าการนำความร้อนสูง ดังนั้นความร้อนที่เกิดขึ้นระหว่างการกลึงจึงกระจายตัวออกไปได้อย่างรวดเร็ว อย่างไรก็ตาม สัมประสิทธิ์การขยายตัวจากความร้อนของมันมีค่าสูง ทำให้ชิ้นงานมีแนวโน้มบิดเบี้ยวได้ง่ายเมื่ออยู่ที่อุณหภูมิสูง ปัญหาการบิดเบี้ยวนี้จะเด่นชัดยิ่งขึ้น โดยเฉพาะในการกลึงชิ้นส่วนที่มีผนังบางและชิ้นส่วนที่ยาวเรียว
- ความเสี่ยงจากการออกซิเดชันขณะเชื่อม ฟิล์มออกไซด์ที่แน่นหนา (Al₂O₃) เกิดขึ้นได้ง่ายบนพื้นผิวของอลูมิเนียมอัลลอยด์ ฟิล์มออกไซด์นี้จะลดแรงยึดเกาะของการเชื่อม และความร้อนที่รวมตัวกันอย่างเข้มข้นในระหว่างกระบวนการเชื่อมอาจก่อให้เกิดการบิดเบี้ยวของรอยเชื่อม รูพรุน (blowholes) และข้อบกพร่องอื่นๆ
โซลูชันเฉพาะจุด
- เครื่องมือที่ออกแบบเฉพาะและพารามิเตอร์การกลึงที่ปรับแต่งให้เหมาะสม เลือกใช้เครื่องมือที่เคลือบด้วยคาร์ไบด์แบบเซเมนต์ (เช่น เคลือบด้วยเพชรหรือเคลือบด้วย TiN) เพื่อลดการยึดติดระหว่างเครื่องมือกับอลูมิเนียมอัลลอยด์; ใช้พารามิเตอร์การกลึงที่มี ความเร็วรอบสูงและอัตราการป้อนต่ำ , ร่วมกับการหล่อเย็นด้วยของเหลวหล่อลื่นภายใต้ความดันสูง เพื่อขจัดเศษโลหะและถ่ายเทความร้อนออกได้ทันเวลา ป้องกันไม่ให้เกิดคราบโลหะสะสม (built-up edges) สำหรับการกลึงชิ้นส่วนขนาดเล็กและมีความแม่นยำสูง เราสามารถรับผลิตได้ตั้งแต่ อย่างน้อย 1 ชิ้น และสามารถปรับแต่งเส้นทางการตัดเครื่องมือ (tool path) ให้เหมาะสมกับโครงสร้างของชิ้นงานแต่ละชิ้นได้อย่างเฉพาะเจาะจง
- กระบวนการขึ้นรูปแบบเย็นเพื่อลดการเปลี่ยนรูปจากความร้อน : แทนที่กระบวนการตัดแบบใช้ความร้อนแบบดั้งเดิมด้วย การตัดเลเซอร์ การตัดด้วยเลเซอร์ความเข้มสูง ซึ่งใช้ลำแสงเลเซอร์พลังงานสูงในการตัดแบบเย็นอย่างแม่นยำ ให้ขอบตัดเรียบ ปราศจากเศษคม (burr-free) และมีโซนที่ได้รับผลกระทบจากความร้อน (heat-affected zone) น้อยที่สุด ควบคุมการเปลี่ยนรูปของชิ้นงานได้อย่างมีประสิทธิภาพ; ใช้เครื่องดัด CNC ความแม่นยำสูงพร้อมแม่พิมพ์ดัดพิเศษสำหรับกระบวนการดัด เพื่อลดการเปลี่ยนรูปจากแรงเครียด (stress deformation) ระหว่างการดัด
- การเตรียมผิวก่อนเชื่อม + กระบวนการเชื่อมพิเศษ ขจัดฟิล์มออกไซด์บนพื้นผิวโลหะผสมอลูมิเนียมด้วยการพ่นทรายและกรดก่อนการเชื่อม จากนั้นใช้การเชื่อมแบบ TIG/MIG ที่มีการป้องกันด้วยก๊าซเฉื่อยเพื่อแยกอากาศออกและป้องกันการเกิดออกซิเดชันซ้ำ; สำหรับชิ้นส่วนที่ผลิตเป็นจำนวนมาก ให้ใช้เทคโนโลยีการเชื่อมด้วยเลเซอร์เพื่อให้ได้ความร้อนนำเข้าต่ำและความแม่นยำสูง ลดอัตราการบิดตัวของรอยเชื่อม
- การบำบัดพื้นผิวเพื่อปรับปรุงสมรรถนะ หลังจากการกลึง ใช้กระบวนการบำบัดพื้นผิว เช่น การอะโนไดซ์ การเคลือบผง และการชุบไฟฟ้า ซึ่งไม่เพียงแต่ช่วยเพิ่มความต้านทานการกัดกร่อนและความต้านทานการสึกหรอของโลหะผสมอลูมิเนียมเท่านั้น แต่ยังช่วยแก้ไขข้อบกพร่องเล็กน้อยบนพื้นผิวที่เกิดขึ้นระหว่างกระบวนการกลึงอีกด้วย เราสามารถให้บริการบำบัดพื้นผิวแบบครบวงจรตามความต้องการของลูกค้า

สแตนเลสสตีล: มีความแข็งแรงสูงและทนต่อการกัดกร่อน แต่มีความยากในการกลึงที่มุ่งเน้นที่การแข็งตัวจากการทำงาน (Work Hardening) และความต้านทานการตัด
เนื่องจากมีคุณสมบัติทนการกัดกร่อนได้ดีเยี่ยม ทนความร้อนสูง และมีความแข็งแรงเชิงกลสูง สแตนเลสจึงถูกใช้เป็นวัสดุหลักสำหรับอุปกรณ์แปรรูปอาหาร อุปกรณ์ทางการแพทย์ โครงสร้างอาคาร และอุปกรณ์เคมี โดยเฉพาะอย่างยิ่งเกรดหลัก เช่น 304 และ 316 ซึ่งถูกนำไปใช้อย่างแพร่หลายในการกลึงอุตสาหกรรม ลักษณะความแข็งแรงสูงของสแตนเลสทำให้เกิดความท้าทายสองประการต่อกระบวนการกลึง ได้แก่ การเหนียวแข็งจากการแปรรูป (Work hardening) และ แรงต้านการตัดสูง ในระหว่างกระบวนการกลึง ซึ่งส่งผลให้อุปกรณ์และกระบวนการกลึงต้องมีความแข็งแกร่งสูงมากเป็นพิเศษ
ความท้าทายหลักในการตัดแต่ง
- ผลกระทบของการแข็งตัวจากการทำงานอย่างมีนัยสำคัญ : ระหว่างการตัดสแตนเลส ผิวโลหะจะเกิดการแข็งตัวขึ้นเนื่องจากการเปลี่ยนรูปแบบพลาสติก ทำให้ความแข็งเพิ่มขึ้นอย่างมาก ดังนั้นในการกลึงขั้นตอนต่อไป จึงมีแนวโน้มที่จะเกิดการสึกกร่อนของขอบตัดเครื่องมือ (tool chipping) และความแม่นยำในการกลึงลดลง โดยปรากฏชัดเจนยิ่งขึ้นโดยเฉพาะในการกลึงรูลึกและโพรง
- แรงต้านการตัดสูงและการสึกกร่อนของเครื่องมืออย่างรวดเร็ว สแตนเลสสตีลมีความแข็งแรงดึงสูงและทนต่อการกระแทกได้ดี จึงต้องใช้แรงตัดที่มากขึ้นในระหว่างการตัด อุณหภูมิบริเวณพื้นที่สัมผัสระหว่างเครื่องมือกับชิ้นงานจะเพิ่มขึ้นอย่างรวดเร็ว ซึ่งอาจทำให้เกิดการสึกหรอจากความร้อนสูงเกินไปของเครื่องมือ และลดอายุการใช้งานของเครื่องมือ
- การบิดเบี้ยวจากการเชื่อมและการกัดกร่อนตามแนวขอบเกรน การเชื่อมสแตนเลสสตีลต้องใช้พลังงานความร้อนสูง ซึ่งอาจทำให้เกิดการบิดเบี้ยวของรอยเชื่อมและแรงดันตกค้างได้ง่าย ขณะเดียวกัน โครเมียมในสแตนเลสสตีลมีแนวโน้มที่จะรวมตัวกับคาร์บอนเป็นคาร์ไบด์ที่อุณหภูมิสูง ส่งผลให้ปริมาณโครเมียมที่ขอบเกรนลดลง ทำให้เกิดการกัดกร่อนตามแนวขอบเกรน และส่งผลต่อความสามารถในการต้านทานการกัดกร่อนของรอยเชื่อม
โซลูชันเฉพาะจุด
- เลือกใช้อุปกรณ์ที่มีความแข็งแกร่งสูงและเครื่องมือที่ทนต่อการสึกหรอ ใช้เครื่องกลึง CNC และศูนย์เครื่องจักรที่มีความแข็งแรงสูงสำหรับการขึ้นรูปสแตนเลส เพื่อให้มั่นใจในความแข็งแกร่งของอุปกรณ์และลดการสั่นสะเทือนระหว่างการขึ้นรูป; เลือกใช้เครื่องมือตัดแบบคาร์ไบด์คุณภาพสูง (เช่น YW2, YG8) หรือเครื่องมือตัดเซรามิก เพื่อเพิ่มความสามารถในการทนความร้อนสูงและความต้านทานการสึกหรอของเครื่องมือตัด พร้อมทั้งใช้กลยุทธ์การขึ้นรูปแบบ ความเร็วต่ำ อัตราการป้อนสูง และความลึกของการตัดมาก เพื่อลดการเกิดชั้นวัสดุที่แข็งตัวจากการขึ้นรูป (work hardening layer)
- การผสมผสานระหว่างการตัดด้วยเลเซอร์และการควบคุมด้วย CNC การแปรรูป สำหรับการขึ้นรูปแผ่นสแตนเลส ให้ใช้เทคโนโลยีการตัดด้วยเลเซอร์กำลังสูง เพื่อให้ได้ความแม่นยำในการตัดรูปร่างซับซ้อนที่ ±0.05 มม. โดยไม่มีปัญหาการเกิดชั้นวัสดุที่แข็งตัวจากการขึ้นรูป (work hardening); สำหรับชิ้นส่วนโครงสร้างที่มีรูหรือร่อง ให้ใช้เครื่องจักร CNC การแปรรูป ร่วมกับแม่พิมพ์พิเศษ เพื่อให้ได้ประสิทธิภาพสูงและความแม่นยำสูง การแปรรูป และลดปริมาณการขึ้นรูปต่อเนื่องหลังจากนั้น
- การปรับปรุงกระบวนการเชื่อมและการบำบัดหลังการเชื่อม ใช้เทคโนโลยีการเชื่อมที่มีค่าความร้อนต่ำ เช่น การเชื่อมด้วยเลเซอร์และการเชื่อมด้วยพลาสมา เพื่อลดโซนที่ได้รับผลกระทบจากความร้อนจากการเชื่อมและลดการบิดเบี้ยวของรอยเชื่อม; ดำเนินการรักษาด้วยการอบละลาย (solution treatment) และการพาสซิเวชัน (passivation treatment) หลังการเชื่อม เพื่อกำจัดแรงดันตกค้างและฟื้นฟูสมบัติในการต้านทานการกัดกร่อนของเหล็กกล้าไร้สนิม เราติดตั้งอุปกรณ์รักษาคุณภาพหลังการเชื่อมแบบมืออาชีพ เพื่อให้มั่นใจว่าคุณภาพของรอยเชื่อมจะสอดคล้องกับโลหะฐาน
- การควบคุมอุณหภูมิอย่างแม่นยำและการระบายความร้อน ใช้น้ำมันหล่อลื่นแบบอิมัลชันความดันสูงระหว่างกระบวนการขึ้นรูป เพื่อไม่เพียงแต่ลดอุณหภูมิของเครื่องมือและชิ้นงาน แต่ยังช่วยพัดเศษชิ้นงานออกทันเวลา เพื่อป้องกันรอยขีดข่วนบนผิวชิ้นงานที่เกิดจากแรงเสียดทานระหว่างเศษชิ้นงานกับชิ้นงานเอง; ใช้สภาพแวดล้อมการขึ้นรูปที่ควบคุมอุณหภูมิคงที่สำหรับการขึ้นรูปชิ้นส่วนความแม่นยำ เพื่อลดผลกระทบจากการเปลี่ยนแปลงอุณหภูมิต่อความแม่นยำของการขึ้นรูป

การเสริมพลังการขึ้นรูปแบบครบวงจร พร้อมโซลูชันที่ปรับแต่งเฉพาะเพื่อแก้ไขจุดปัญหาสำคัญในการขึ้นรูปโลหะ
ความยากลำบากในการกลึงโลหะผสมอลูมิเนียม และ เหล็กกล้าไร้สนิม แท้จริงแล้วเกิดจากปัญหาการจับคู่ระหว่างลักษณะเฉพาะของวัสดุกับกระบวนการกลึง โดยอิงจากประสบการณ์ด้านการกลึงโลหะที่สั่งสมมานานหลายปี บริษัท เดป์ ลิงก์ อินเตอร์เนชันแนล ซัพพลายเชน จำกัด (สำนักงานตั้งอยู่ที่เมืองฉางโจว) ได้จัดทำระบบโซลูชันแบบครบวงจร ครอบคลุมทุกขั้นตอน ได้แก่ ลักษณะเฉพาะของวัสดุ – การเลือกกระบวนการ – การจับคู่อุปกรณ์ – การตรวจสอบคุณภาพ โดยมุ่งเน้นไปที่จุดปัญหาหลักในการกลึงโลหะแต่ละชนิด เราสามารถให้ โซลูชันเฉพาะสำหรับวัสดุแต่ละชนิด และการออกแบบเฉพาะสำหรับชิ้นส่วนแต่ละชิ้น .
เรามีอุปกรณ์เครื่องจักรกลที่ครบวงจร รวมถึงการตัดด้วยเลเซอร์ การกลึงและกัดด้วย CNC การขึ้นรูปด้วยแรงดัน (stamping) การดัด (bending) การเชื่อม และการกัดกร่อนด้วยสารเคมี (etching) ซึ่งสามารถรองรับความต้องการด้านการกลึงทุกประเภท ตั้งแต่แผ่นโลหะไปจนถึงชิ้นส่วนรูปพรรณ (profiles) และตั้งแต่โครงสร้างแบบง่ายไปจนถึงชิ้นส่วนความแม่นยำสูงที่มีความซับซ้อนได้อย่างครบถ้วน; เราให้บริการผลิตตามสั่งสำหรับล็อตขนาดเล็ก โดยมีปริมาณสั่งซื้อขั้นต่ำเพียง 1 ชิ้น และยังสามารถผลิตจำนวนมากได้สูงสุดหลายล้านชิ้น วัตถุดิบสามารถติดตามย้อนกลับได้ตลอดกระบวนการผลิต และผลิตภัณฑ์สำเร็จรูปจะถูกส่งมอบหลังผ่านการตรวจสอบโดยหน่วยงาน SGS ซึ่งเป็นหน่วยงานที่ได้รับการยอมรับในระดับสากล โดยมีอัตราการส่งมอบตรงเวลา 100% ทั้งนี้ เรายังให้บริการแบบครบวงจรตั้งแต่การออกแบบผลิตภัณฑ์ การปรับปรุงกระบวนการผลิต การบำบัดผิว (surface treatment) การบรรจุภัณฑ์ ไปจนถึงการขนส่ง ทำให้เกิดการส่งมอบแบบครบวงจร (closed-loop delivery) อย่างแท้จริงตั้งแต่ วัตถุดิบไปจนถึงผลิตภัณฑ์สำเร็จรูป และนำเสนอโซลูชันการกลึงโลหะที่มีประสิทธิภาพด้านต้นทุนสูง พร้อมความสามารถในการปรับตัวได้ดีเยี่ยมให้กับลูกค้าในหลากหลายอุตสาหกรรม
ท่ามกลางบริบทของการยกระดับอุตสาหกรรมการผลิตขั้นสูง ความแม่นยำในการกลึงและข้อกำหนดด้านกระบวนการสำหรับวัสดุโลหะจึงมีการพัฒนาอย่างต่อเนื่อง บริษัท Deep Link แห่งเมืองฉางโจวจะยึดมั่นในเทคโนโลยีเป็นแกนหลัก และการให้บริการเป็นหลักประกัน โดยปรับปรุงกระบวนการกลึงวัสดุโลหะชนิดต่างๆ อย่างต่อเนื่อง แก้ไขปัญหาการกลึงที่ลูกค้าประสบ และช่วยสนับสนุนอุตสาหกรรมต่างๆ ให้บรรลุการผลิตชิ้นส่วนโลหะอย่างมีประสิทธิภาพและแม่นยำ
สารบัญ
- อลูมิเนียมอัลลอย: เบาและแปรรูปได้ง่าย แต่มีความท้าทายหลักอยู่ที่การเปลี่ยนรูปจากความร้อนและการยึดติดของเครื่องมือ
- สแตนเลสสตีล: มีความแข็งแรงสูงและทนต่อการกัดกร่อน แต่มีความยากในการกลึงที่มุ่งเน้นที่การแข็งตัวจากการทำงาน (Work Hardening) และความต้านทานการตัด
- การเสริมพลังการขึ้นรูปแบบครบวงจร พร้อมโซลูชันที่ปรับแต่งเฉพาะเพื่อแก้ไขจุดปัญหาสำคัญในการขึ้นรูปโลหะ