

Umění mikro přesného kovového výstřihu umožňuje vyrábět všechny ty malé, ale klíčové díly, které udržují hladký chod našich moderních zařízení. Nedávná data z průmyslu z minulého roku ukazují, že dnešní chytré telefony ve skutečnosti obsahují více než osmdesát různých kovových dílů vyrobených výstřihem. Zamyslete se nad těmi extrémně tenkými držáky SIM karet s tloušťkou pouhých 0,8 milimetru nebo těmi téměř neviditelnými upevněními antén, která jsou doslova tenčí než lidský vlas. Opravdu působivé je, jak přesně se tyto díly vyrábějí, často s tolerancemi pod pět mikronů, což je plus minus 0,005 milimetru. Tato úroveň přesnosti je velmi důležitá pro věci jako konektory pro 5G telefony, kde dokonce i nepatrné posunutí může narušit kvalitu signálu. Díky vícestupňovým postupným nástrojům mohou výrobci formovat elektrické kontakty a zároveň do laptopových chladičů integrovat vzory pro větrání, a to vše najednou, čímž dosáhnou funkčního i estetického výsledku v jediném procesu. A neměli bychom zapomínat ani na rychlostní faktor – tyto stroje dokážou vyrobit více než 1 200 dílů každou minutu, aniž by při tom ztratily kvalitu, dokonce i při výrobě sérií s objemem deset milionů kusů a více. Pokud to porovnáme s jinými metodami, jako je laserové řezání, pak tento způsob výstřihu rozhodně získává, pokud jde o efektivní rozšíření výroby.
Progresivní stříhání umožňuje provádět více operací současně, jako je řezání, ohýbání a tvární, v jediném pracovním cyklu. Proto výrobci tento způsob výroby velkého množství elektronických konektorů velmi využívají. Tento proces může dosáhnout rychlosti přes 1 200 zdvihů za minutu a zároveň udržuje přesnost polohování na úrovni plus minus 0,05 mm. Je to docela působivé, když vezmeme v úvahu, jak malé komponenty, jako jsou porty USB-C nebo sloty pro SIM karty, vyžadují velmi úzké tolerance. Podle nejnovějších průmyslových zpráv společnosti, které zavedly progresivní stříhání, snížily počet dodatečných výrobních kroků o přibližně 40 % ve srovnání s klasickými stříhacími technikami. To znamená velký rozdíl zejména při výrobě kritických dílů, jako jsou kontaktové pružiny nebo kovové štíty, které chrání citlivé elektronické komponenty před rušením.
Systémy postupných nástrojů mají tuto vlastní schopnost opakovaně konzistentně provádět procesy, což znamená, že výrobci mohou vyrobit měsíčně více než 10 milionů dílů. A hádejte co? Cena za díl zůstává pod deseti centy pro ty základní konektory, které většina společností potřebuje. Pokud jde o přívod materiálů do těchto systémů, moderní technologie je skutečně efektivní. Mluvíme o míře využití materiálu, která dosahuje přibližně 92 % nebo více u slitin mědi a fosforového bronzu. Taková efektivita je velmi důležitá při výrobě komponent pro 5G antény a bateriové svorky, kde každý cent počítá. Lisovací stroje jsou nyní také vybaveny IoT senzory. Tyto chytré zařízení pomáhají snížit dobu cyklu přibližně o 15–20 % a sledují opotřebení nástrojů během výrobních sérií.
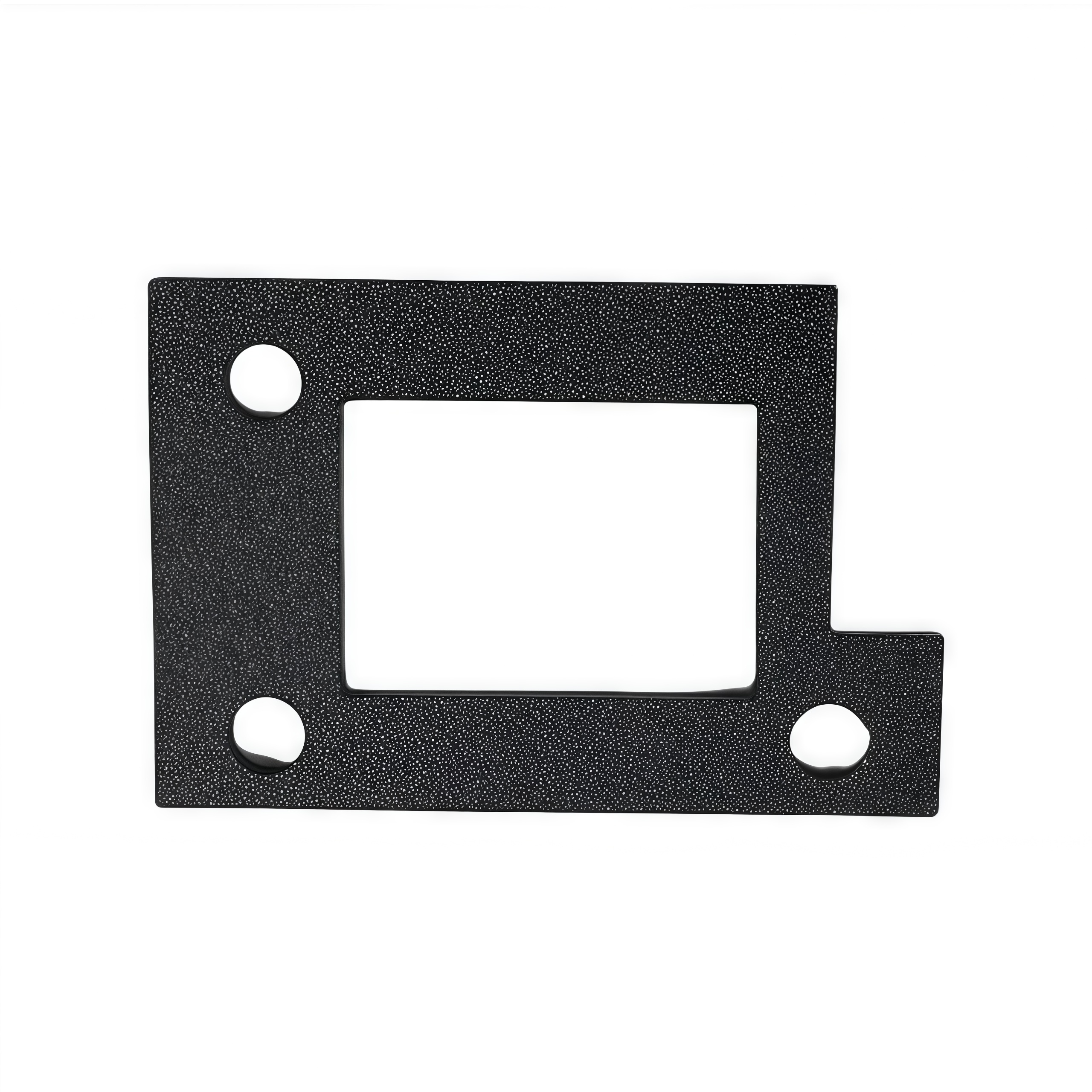
Precizní stříhání funguje velmi dobře pro výrobu stínících plechových krabiček EMI a těch nejmenších pouzder pro micro-SD karty. Tento proces vytváří hezké čisté hrany s drsností povrchu pod 3,2 mikronů Ra. Pokud jde o kombinované nástroje, v podstatě dělají najednou dvě věci - proděravují a vyhýčkují - což je skvělé pro výrobu kontaktů s pozlacenými kolíky, které musí zapadnout do přesných tolerancí rozteče 0,2 mm. Výrobci také v poslední době dosáhli docela pěkného pokroku. Nyní mohou najednou vyrábět víceúrovňové chladiče včetně vestavěných montážních držáků a kanálků pro odvod tepla. To snižuje počet montážních kroků při výrobě serverových komponent o 3 až 5, čímž se ušetří čas i peníze v průběhu výroby.
Kovové skříně vytvořené z vodivých materiálů, jako jsou slitiny mědi nebo hliníku, pomáhají potírat elektromagnetické rušení (EMI) a rušení rádiovými frekvencemi (RFI). Tyto materiály odrážejí přicházející signály, zatímco určité typy feromagnetických nerezových ocelí pohlcují zbytkovou energii. I malé mezery zde však sehrávají velkou roli. Pokud jsou otvory větší než 0,3 mm, účinnost stínění výrazně klesá až o 40 dB při frekvencích 1 GHz. Proto je tak důležitá přesnost v procesech tváření, které dnes běžně dosahují tolerance plus minus 0,05 mm. Rozvoj sítí 5G spolu s velkým množstvím zařízení internetu věcí dostupných na trhu vedl ke znatelnému nárůstu poptávky po těchto stínících komponentech. Průmyslové zprávy dokonce uvádějí nárůst o 22 % od roku 2022. Většina výrobců se dnes soustředí na návrhy skříní, u kterých jsou uzemňovací prvky integrovány již od začátku, nikoli dodatečně přidávány.
Tři faktory ovlivňující stínící výkon:
| Faktor | Příklad vysokého výkonu | Zvážení kompromisů |
|---|---|---|
| Vodivost | Měď (100 % IACS*) | Vyšší náklady oproti hliníku |
| Odolnost proti korozi | nerezová ocel 304 | o 18 % nižší vodivost |
| Formovatelnost | Žíhaný hliník 6061 | Tenčí plechy hrozí vznikem záhybů |
*International Annealed Copper Standard
Návrháři musí optimalizovat geometrii pouzder, aby odstranili ostré hrany – které způsobují 90 % bodů uniků elektromagnetického pole v konzumní elektronice – a zároveň zajistili kontaktní body se závažím pro stálou vodivost za vibrací. V automobilových aplikacích odolávají nyní výliskové stínící díly teplotním cyklům od -40 °C do 125 °C bez poklesu výkonu.
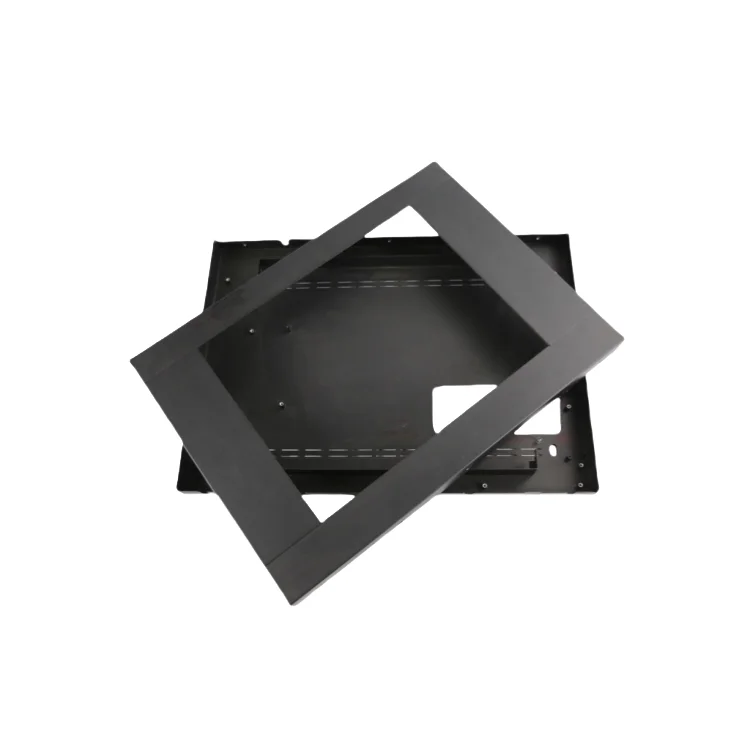
V dnešní době závisí elektronická zařízení těžce na dílech vyráběných tvářením, které zároveň plní více funkcí, například kombinují konstrukční pevnost s vodivostí elektrického proudu. Jako příklad můžeme uvést stínící desky EMI. Mnoho výrobců nyní navrhuje tak, aby zároveň sloužily jako kostra pro pouzdra 5G routerů. Tím se snižuje počet samostatných dílů, které je třeba vyrobit a následně sestavit, což je velmi důležité při kontrole výrobních nákladů. Podle výzkumu zveřejněného v loňském roce v několika odvětvích, přibližně dvě třetiny společností vyrábějících telekomunikační zařízení tento přístup uplatňují. Hlavní důvod? Výrazně usnadňuje sestavování složitých zařízení, zejména v případě těsných prostor u moderních zařízení.
Tento trend ilustrují například chytré telefony následujícím způsobem:
Inženýři optimalizují vícefunkční návrhy pomocí slitin mědi s beryliem, které kombinují pevnost v tahu 80 000 PSI s vodivostí 98 % IACS. Povrchové vzory vytvořené laserem udržují integritu elektrického kontaktu po více než 50 000 ohybových cyklech u zařízení s přehýbaným displejem. Simulacemi řízené návrhy nyní dosahují odchylky odporu <0,1Ø při mechanickém namáhání ±5 % – což je kritický referenční bod pro automobilové senzorové aplikace.
Mikro přesné tváření kovů je proces, který vyrábí malé a velmi přesné kovové díly, často používané v elektronických komponentách, jako jsou chytré telefony a notebooky. Zahrnuje tvarování kovu s vysokou přesností v rámci úzkých tolerančních mezí.
Postupné tváření střihacími nástroky kombinuje více operací, jako je řezání, ohýbání a tváření, do jediného cyklu lisování, což umožňuje vysokorychlostní výrobu elektronických konektorů s konzistentní přesností. Tím se snižují dodatečné výrobní kroky a náklady na výrobu.
Výběr vhodného materiálu, například použití mědi pro vysokou vodivost, spolu s přesným stříháním, které odstraňuje mezery větší než 0,3 mm, zajišťuje účinné stínění EMI/RFI. Návrhové uzemňovací prvky dále vylepšují výkon tím, že udržují úzké tolerance.
Multifunkční integrace snižuje počet potřebných samostatných dílů, čímž zjednodušuje montážní procesy a snižuje výrobní náklady a zároveň šetří místo uvnitř elektronických zařízení.
Cangzhou Deeplink dodává přesné kovové lisování, výrobu plechů a kovové řešení pro globální vysokokvalitní výrobu. Naše kompletní řetězcové služby zajišťují rychlé dodání, vynikající řemeslnost a stabilní kvalitu. Kontaktujte nás pro individuální cenovou nabídku!
Západní část hospodářského rozvojového uzlu okresu Nanpi, město Cangzhou, provincie Che-pej
Copyright © 2025 Cangzhou Deeplink International Supply Chain Co., Ltd. Zásady ochrany soukromí




 Aktuální novinky
Aktuální novinky