Metaal Draaghandvatsverwerking Geval: 'n Reis van Kwaliteitsbeheer vanaf Ontwerp tot Afgewerkte Produk
I. Projek Agtergrond en Kernvereistes
- Kliëntevraag: Pas 'n partij voubare en draagbare metaalhandvats aan vir hul nuwe gereedskapskissies. Die materiaal is 304 roestvrye staal (korrosiebestand en nie-magneties nie), wat 180° glad vou, spieëlpoelsering as oppervlakbehandeling vereis, 'n draaikrag van ≥30 kg het en die soutneveltoets deurgaan (korrosiebestandheidsgraad ≥48 ure).

II. KERNVERWERKINGSTEGNOLOGIE EN UITVOERINGSProSES
- Die verwerking van hierdie handvat word in vier kernskakels verdeel, elk wat akkuraat met metaalverwerkings tegnologie ooreenstem om produkgehalte en produksiedoeltreffendheid te verseker:
1. Grondstofvoorbehandeling en Komponentvorming
- Eerstens word 304SS-plaat wat voldoen aan die nasionale standaard GB/T 3280-2015, as grondstof gekies.
- Monteerplaat Vorming: Presisie-stans tegnologie word aangewend. Die roestvrye staalplaat word in een keer gestans deur middel van 'n spesiale vorm om die vorming van die buitelinie, skroefgate en draaieskagmonteringgroewe van die monteringsplaat te voltooi. Tydens die stansproses word sementeringskarbiedmatrysters gebruik, gekombineer met die presiese posisionering van die CNC-ponsmasjien, om te verseker dat die gatposisie-afwyking van elke partij monteringsplate aan die spesifikasies voldoen.
-
Handvatformering: 'n Geïntegreerde proses van "CNC-veerwikkeling + instellingshittebehandeling" word aangewend. Stap 1: Regtrek van die reguitheid van die roestvrye staalplaat deur middel van 'n regtrekmachine om uniforme kragtelling tydens wikkeling te verseker; Stap 2: Gebruik 'n CNC-veerwikkelmasjien om die roestvrye staalplaat direk volgens die vooraf ingestelde U-vormige kontuurplekke te wikkel, en beheer presies die spiraalhoek en spanning tydens die wikkelproses; Stap 3: Voer onmiddellik veerinstellingshittebehandeling uit. Deur middel van presiese beheer van temperatuur en tyd, vorm die handvat 'n stabiele U-vormige veerkonstruksie met betroubare vou elastiese terugstelvermoë. Na vorming word die poorte geslyp om bram te verwyder en skerp rande wat installateurs kan sny, te vermy.

2. Monteer en Funksionele foutopsporing
- Die kern van die samestelkoppeling is om die gladde vouing en stabiele verbinding van die handvatsel te bewerkstellig. Presisie klinktegnologie word gebruik om die U-vormige raam en die roterende asstruktuur van die montageplaat vas te maak. Installeer eers 'n roestvrye staalveer-demper by die draaias, en gebruik dan 'n pneumetiese klinkpistool om die φ3mm roestvrye staalklinknagel akkuraat in die gereserveerde gaatjieposisie in te druk, en verseker dat daar geen losheid of vervorming na klinking is nie.
- Na samestelling word bondelfunksionele instelling gedoen. Elke handvatsel moet 10 keer met die hand oop- en toegemaak word om die vougladheid te toets (geen blokkering, geen abnormale geraas nie), en terselfdertyd verseker dat die passingsspasie met die montageplaat aan die spesifikasies voldoen nadat dit toegemaak is.

3. Oppervlaktebehandeling (Kernkwaliteitsborgskakel)
- Om aan die kliënt se vereistes vir spieëleffek en korrosieweerstand te voldoen, word oppervlaktebehandeling in drie stappe uitgevoer:
- Ruwe Poelsering: Gebruik 'n slypskyfpoelser om die hele handvatsel rowweg te poels om oppervlakoksiedeksel, stempelmerek en oorblywende klinknaat te verwyder.
-
Fyn Poelsering: Fokus op die poelsering van gedetailleerde dele soos die hoeke van die U-vormige raam en die rande van die monteerplaat om uiteindelik 'n gladde en foutlose effek te bereik.
-
B regs F afwerking :Uiteindelik is 'n poelserdoekwiel gebruik in kombinasie met mikronvlak poelserpasta om 'n spieëlagtige effek te bereik.

4. Inspeksie van Eindproduk en Aanvaarding by Fabriek
Stel 'n omvattende toetsnorm op om te verseker dat elke dosis produkte aan die vereistes voldoen:
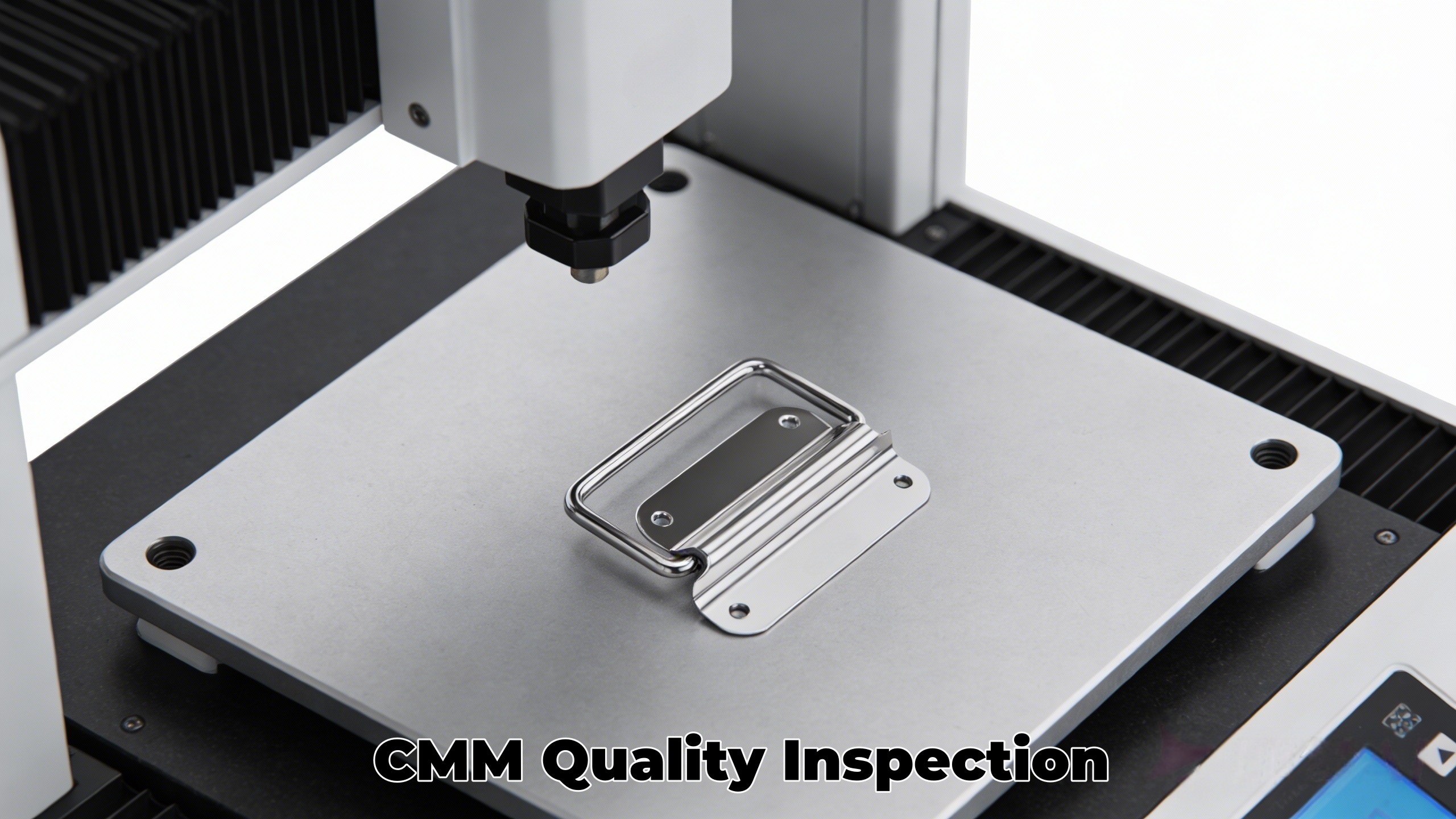
- Inspeksie van Dimensionele Naukeurigheid: Gebruik 'n koördinaatmeetmasjien (CMM) om die posisies van die gaatjies op die monteerplaat en die grootte van die handvatselraam op te spoor.
- Prestasietoetsing: Kies willekeurig 10% van die produkte vir draagvermoë-toetsing (laai 30 kg gewig vir 24 ure, geen vervorming, geen breuk nie) en soutneveltoetsing (48 ure in 'n neutrale soutnevelomgewing, geen roes of deklaag afskilfering op die oppervlak nie);
- Voorkomsinspeksie: Inspekteer elke produk handmatig een vir een vir eenvormige oppervlakbedekking, geen krapmerke, geen borrels nie, en die spiegeleffek moet aan die standaard voldoen.

III. Opsomming
In hierdie 304 roestvrye staal vougreep-verwerkingsprojek, is die verwerkingsprobleme wat deur materiaaleienskappe veroorsaak is, suksesvol opgelos deur die presiese toepassing van kernmetaalverwerkings-tegnologieë soos stans, CNC-boë, presisie-klink en elektrolitiese verchroming, gekombineer met doelgerigte tegniese optimalisasies. Die uiteindelike afgelewerde produkte voldoen nie net aan die kliënt se streng vereistes ten opsigte van presisie, prestasie en voorkoms nie, maar het ook die kliënt se vertroue gewen deur middel van gehelse proses-kwaliteitsbeheer. Tans word hierdie grepe in groot getalle op die kliënt se mediese toerustingbasis toegepas, met goeie markterugvoering.
Ons het die aangepaste verwerkingskapasiteit vir verskeie metaalprodukte, en kan aanpas by verskillende materiale (roestvrye staal, koolstofstaal, koper, koper ,aluminiumlegering, ens.), prosesse en funksionele vereistes volgens kliëntebenodigdhede. Die produksie is volledig deursigtig, met beheerbare gehalte en gewaarborgde leweringstyd.






