Kovová přenosná úchytová skříňka: Cesta kontroly kvality od návrhu po finální produkt
I. Pozadí projektu a klíčové požadavky
- Požadavek zákazníka: Vyrobte sérii skládacích a přenosných kovových uchycení pro jejich nové sady nástrojů. Materiál je nerezová ocel 304 (odolná proti korozi a nemagnetická), vyžaduje hladké sklápění o 180°, zrcadlově leštěný povrch, nosnost ≥30 kg a odolnost v testu postříkání solnou mlhou (odolnost proti korozi ≥48 hodin).

II. Základní technologie zpracování a postup provedení
- Zpracování tohoto uchycení je rozděleno do čtyř klíčových fází, přičemž každá přesně odpovídá technologii kovozpracování, aby byla zajištěna kvalita produktu i efektivita výroby:
1. Předběžné zpracování surovin a tvorba dílů
- Nejprve jsou jako suroviny vybrány desky z materiálu 304SS vyhovující národní normě GB/T 3280-2015.
- Tváření upevňovací desky: Použita je technologie přesného stříhání. Nerezová ocelová deska je jednou střižena na formě na míru, čímž se dokončí tvary vnějšího obrysu, šroubovacích otvorů a drážek pro upevnění otočného hřídele. Během procesu stříhání se používají tvrdokovové formy v kombinaci s přesným polohováním CNC stříhacího lisu, aby bylo zajištěno, že odchylka polohy otvorů u každé série upevňovacích desek splňuje požadované specifikace.
-
Tváření rámu držadla: Používá se integrovaný proces „CNC navíjení pružiny + tepelné zpevnění“. Krok 1: Vyrovnejte rovinnost nerezové desky pomocí vyrovnávacího stroje, aby bylo zajištěno rovnoměrné zatížení během navíjení; Krok 2: Pomocí CNC stroje na navíjení pružin přímo navijte nerezovou desku do tvaru podle přednastavených parametrů U-tvaru a přesně řiďte úhel šroubovice a napětí během procesu navíjení; Krok 3: Okamžitě proveďte tepelné zpevnění pružiny. Přesnou kontrolou teploty a času vznikne u držadla stabilní U-tvarová pružinová struktura s spolehlivou elastickou funkcí skládání a návratu do původní polohy. Po tváření jsou hrany broušeny, aby se odstranily otřepy a zabránilo se poškrábání instalatérů ostrými hranami.

2. Montáž a funkční ladění
- Jádrem montážního článku je realizace plynulého skládání a stabilního spojení držadla. Pro upevnění U-tvarového rámu a rotační hřídele připevňovací desky se používá technologie přesného nýtování. Nejprve se na rotační hřídel nainstaluje tlumič z nerezové pružiny, poté se pneumaticallykou nýtkovačkou přesně vtlačí nýt z nerezové oceli o průměru φ3 mm do předem určené díry, čímž se zajistí žádné uvolnění ani deformace po nýtování.
- Po sestavení následuje sériové funkční ladění. Každé držadlo je třeba ručně otevřít a zavřít 10krát, aby se otestovala hladkost skládání (bez zaseknutí, bez abnormálního hluku) a současně se zajistilo, že vůle mezi držadlem a připevňovací deskou po zavření odpovídá specifikacím.

3. Povrchová úprava (klíčový článek zajištění kvality)
- Aby byly splněny požadavky zákazníka na zrcadlový efekt a odolnost proti korozi, provádí se povrchová úprava ve třech krocích:
- Hrubé leštění: Použijte brusný stroj k hrubému leštění celého držadla, aby byla odstraněna povrchová vrstva oxidů, stopy po tváření a zbytkové otřepy po nýtování.
-
Jemné leštění: Zaměřte se na leštění detailních částí, jako jsou rohy U-tvarového rámu a okraje připevňovací desky aby nakonec byl dosažen hladký a dokonalý efekt.
-
B správně F inish :Nakonec bylo použito lešticí plátno v kombinaci s lešticím pastou mikronové jemnosti k dosažení zrcadlového efektu.

4. Kontrola hotového výrobku a výrobní přejímka
Zaveďte komplexní zkušební standard, který zajistí, že každá série výrobků splňuje požadavky:
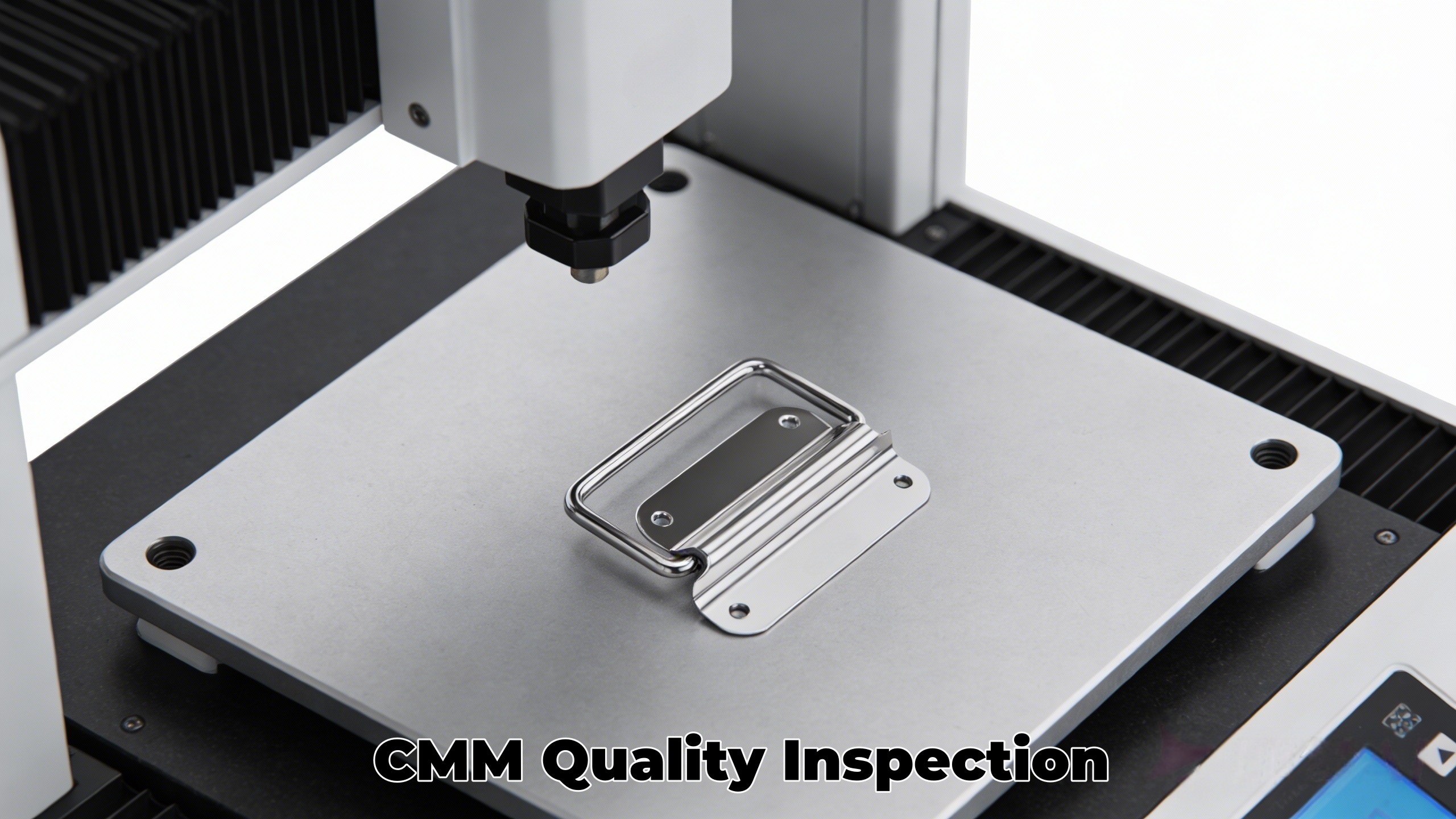
- Kontrola rozměrové přesnosti: Použijte souřadnicový měřicí přístroj (CMM) ke zjištění polohy děr na upevňovací desce a rozměrů rámce držadla.
- Testování výkonu: Náhodně vyberte 10 % produktů pro testování únosnosti (zatížení 30 kg po dobu 24 hodin, bez deformace a zlomení) a testování ve solné mlze (48 hodin v neutrálním prostředí se solnou mlhou, bez korozních stop nebo odlupování povlaku na povrchu);
- Kontrola vzhledu: Ručně kontrolovat každý produkt zvlášť na rovnoměrný povlak, bez škrábanců, bez bublinek a zrcadlový efekt musí splňovat standard.

III. Shrnutí
V tomto projektu zpracování skládacího držadla z nerezové oceli 304 byly prostřednictvím přesného použití klíčových technologií zpracování kovů, jako je stříhání, CNC ohýbání, přesné čepování a elektrolytické chromování, spojených s cílenou technickou optimalizací, úspěšně vyřešeny obtíže vznikající vlastnostmi materiálu. Finálně dodané výrobky nejen splňují přísné požadavky zákazníka na přesnost, výkon a vzhled, ale získaly si také důvěru zákazníka díky kontrole kvality v celém procesu. V současnosti jsou tyto držadla sériově nasazena do konstrukce zákazníkových lékařských přístrojů a získávají pozitivní odezvu trhu.
Máme možnosti výroby na míru pro různé kovové výrobky a dokážeme se přizpůsobit různým materiálům (nerezová ocel, uhlíková ocel, měď, mosaz ,hliníková slitina atd.), procesy a funkční požadavky dle potřeb zákazníka. Výroba je plně transparentní, s kontrolovatelnou kvalitou a zaručenou dodací dobou.






