Metall Portabelt Håndtakbehandlingskabinett: En reise i kvalitetskontroll fra tegning til ferdig produkt
I. Prosjektbakgrunn og kjernekrav
- Kundebetjen: Tilpass en batch med brettbare og bærbare metallhåndtak for deres nye verktøykasser. Materialet er 304 rustfritt stål (korrosjonsbestandig og ikke-magnetisk), med krav om 180° glatt bretting, speilpolsert overflatebehandling, en bæreevne på ≥30 kg og bestått saltkarmsprøve (korrosjonsbestandighetsklasse ≥48 timer).

II. Kjerneprosesseringsteknologi og gjennomføringsprosess
- Behandlingen av dette håndtaket er delt inn i fire kjerneledd, hvor hvert ledd nøyaktig samsvarer med metallbearbeidingsteknologi for å sikre produktkvalitet og produksjonseffektivitet:
1. Råmateriellforbehandling og komponentformning
- Først velges 304SS-plater i henhold til nasjonal standard GB/T 3280-2015 som råmateriale.
- Monteringsplateforming: Det benyttes presisjonsstanseteknologi. Edelstålplaten stanses i én operasjon gjennom en tilpasset form for å fullføre formingen av ytterkonturen, skrughull og festegroover for rotasjonsaksel på monteringsplaten. Under stansingen brukes sementert karbidverktøy kombinert med nøyaktig posisjonering fra CNC-presse for å sikre at avviket i hullplassering for hver batch med monteringsplater er innenfor spesifikasjonene.
-
Håndtakramsforming: En integrert prosess av "CNC fjærvikling + innstilling varmebehandling" benyttes. Trinn 1: Rett opp rettigheten til rustfritt stålplater ved hjelp av en rettemaskin for å sikre jevn kraftfordeling under viklingen; Trinn 2: Bruk en CNC-fjærviklingsmaskin til å direkte vinde rustfritt stål til form i henhold til forhåndsdefinerte U-formede konturparametere, og nøyaktig kontrollere spiralvinkelen og spenningen under viklingsprosessen; Trinn 3: Utfør umiddelbart fjærens innstillings-varmebehandling. Gjennom nøyaktig regulering av temperatur og tid, danner håndtaket en stabil U-formet fjærstruktur med pålitelig elastisk tilbakestillingsfunksjon ved sammenlegging. Etter formingen slipes endene for å fjerne sprekker og unngå skarpe kanter som kan skrape installatørene.

2. Montering og funksjonell feilsøking
- Kjernen i monteringsleddet er å oppnå en jevn brettbarhet og stabil forbindelse av håndtaket. Presisjonsnitingsteknologi brukes til å feste U-formet ramme og rotasjonsakselstrukturen på festeskoen. Først monteres en edelstålfjær-demper på rotasjonsakselen, deretter benyttes en pneumatiske nitpistol til nøyaktig å presse den φ3 mm edelstål-niten inn i det reservert hullposisjonen, slik at det ikke oppstår løsning eller deformasjon etter niting.
- Etter montering utføres seriefunksjonsjustering. Hvert håndtak må manuelt åpnes og lukkes 10 ganger for å teste bretteglidighet (ingen klemming, ingen unormal støy), og samtidig sikres det at passformklaringen mot festeskoen er i henhold til spesifikasjonene etter lukking.

3. Overflatebehandling (kjerneforsegling av kvalitet)
- For å oppfylle kundens krav til speileffekt og korrosjonsmotstand, gjennomføres overflatebehandlingen i tre trinn:
- Grovpolering: Bruk en slipehjulspoleringsmaskin til å grovpolere hele håndtaket for å fjerne overflatetoksiske skalaer, stansmerker og rester av nitfelling.
-
Finpolering: Fokuser på polering av detaljerte deler som hjørnene i U-formet ramme og kantene på festeskoen for til slutt å oppnå en jevn og feilfri effekt.
-
B høyre F inish :Til slutt ble et polerende klutthjul brukt i kombinasjon med mikronivå polerpasta for å oppnå en speileffekt.

4. Inspeksjon av ferdig produkt og fabrikksgodkjenning
Opprett en omfattende teststandard for å sikre at hver parti oppfyller kravene:
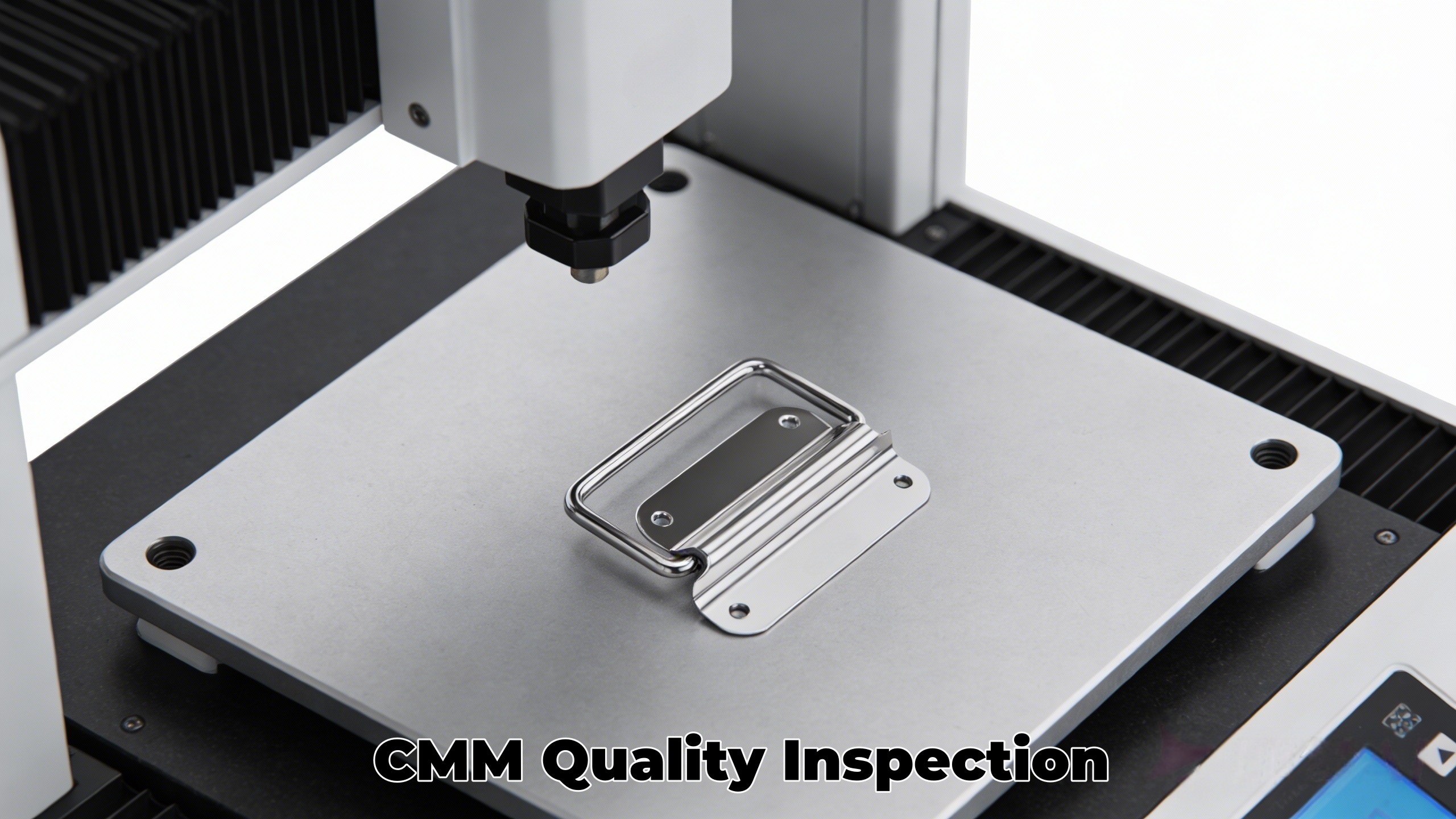
- Inspeksjon av dimensjonell nøyaktighet: Bruk en koordinatmålemaskin (CMM) til å måle hullposisjonene på festeskiven og størrelsen på håndtaksrammen.
- Ytetesting: Tilfeldig velg 10 % av produktene for belastningstesting (belastning med 30 kg i 24 timer, ingen deformasjon, ingen brudd) og saltholdig sprøyting (48 timer i nøytral saltholdig atmosfære, ingen rust eller avløsning av belegg på overflaten);
- Utseendekontroll: Manuelt kontroller hvert produkt enkeltvis for jevnt overflatebelegg, uten skraper, bobler, og speileffekten må oppfylle standarden.

III. Oppsummering
I dette prosjektet for bearbeiding av klappbare håndtak i rustfritt stål 304, ble utfordringene knyttet til materialeegenskaper løst ved nøyaktig bruk av kjerne-teknologier innen metallbearbeiding som dreie, CNC-bøying, presis nitting og elektrolytisk kromplatering, kombinert med målrettede tekniske optimaliseringer. De leverte produktene oppfyller ikke bare kundens strenge krav til presisjon, ytelse og utseende, men har også vunnet kundens tillit gjennom helhetsmessig kvalitetskontroll. Denne serien med håndtak er nå tatt i massebruk på kundens medisinsk utstyrsskjell, med positiv tilbakemelding fra markedet.
Vi har egneprodusert bearbeidingskapasitet for ulike metallprodukter og kan tilpasse oss ulike materialer (rustfritt stål, karbonstål, kobber, blas ,aluminiumlegering, etc.), prosesser og funksjonelle krav i henhold til kundens behov. Produksjonen er helt transparent, med kontrollerbar kvalitet og garantert leveringstid.






