Metallinen kannellinen kantokahva -laatukontrollin kulkue piirroksesta valmiiseen tuotteeseen
I. Projektin tausta ja keskeiset vaatimukset
- Asiakkaan tarve: Mukauttaa erä taittuvia ja kannettavia metallikahvoja uusiin työkalulaatikkoihin. Materiaali on 304 ruostumatonta terästä (korroosionkestävä ja ei-magneettinen), jossa vaaditaan 180° sileä taittuminen, peilikarheus pintakäsittelynä, kantavuus ≥30 kg sekä suolasumutesti (korroosion kestävyysluokka ≥48 tuntia).

II. Keskeinen käsittelyteknologia ja toteutusprosessi
- Tämän kahvan käsittely jakautuu neljään keskeiseen osaan, joista kukin täsmää tarkasti metallinkäsittelyteknologiaan tuotelaadun ja tuotannon tehokkuuden varmistamiseksi:
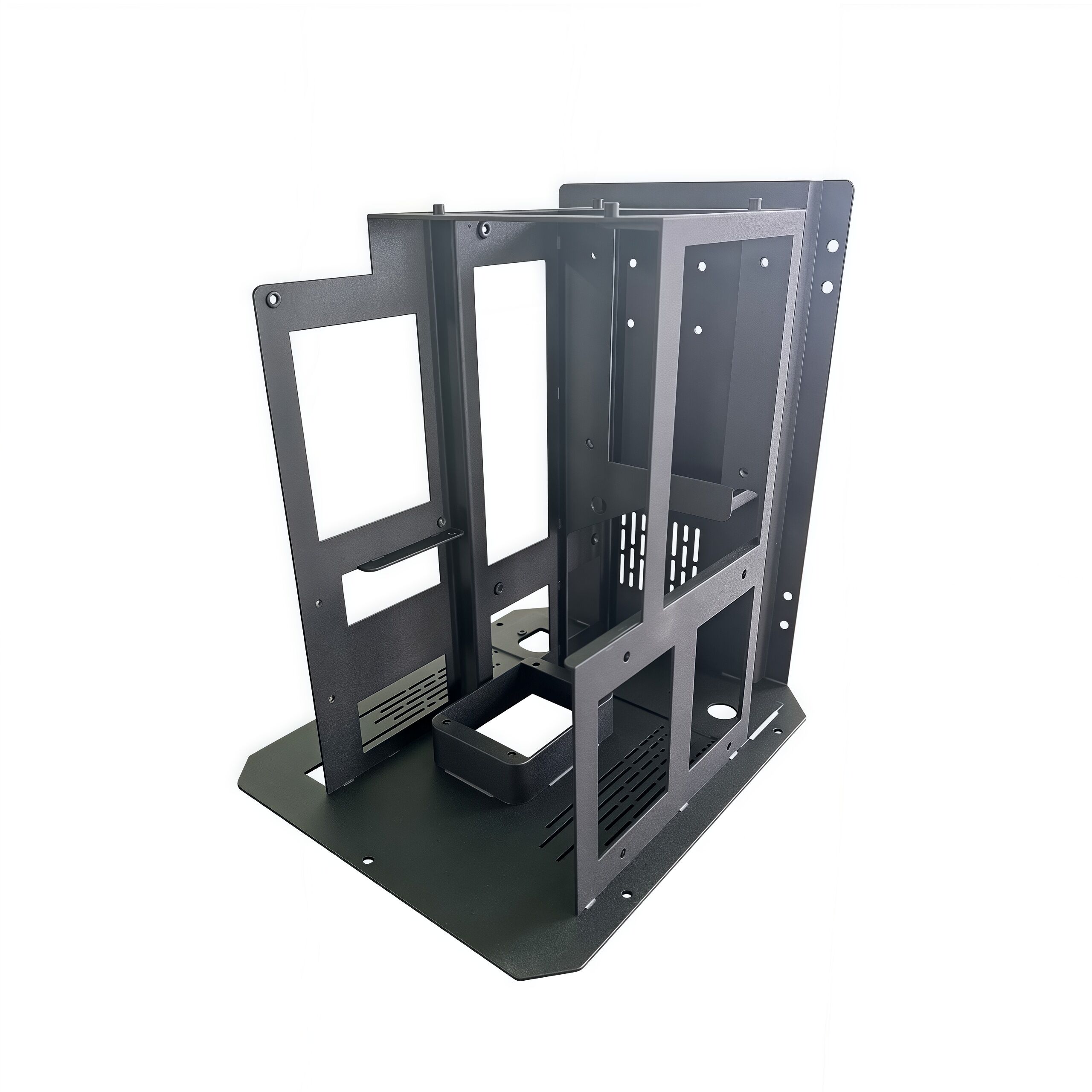
1. Raaka-aineen esikäsittely ja osien muodostus
- Ensimmäiseksi raaka-aineeksi valitaan kansallisen standardin GB/T 3280-2015 mukaiset 304SS levyt.
- Kiinnityslevyn muotoilu: Käytetään tarkkatyöistä painoteknologiaa. Rostumatonta teräslevyä painetaan kerralla räätälöidyllä muotilla, jolloin kiinnityslevyn ulkokontourin, ruuvireikien ja kiertopuolen asennusurien muotoilu saadaan valmiiksi. Painoprosessissa käytetään kovametallimuotteja yhdistettynä CNC-painokoneen tarkkaan sijoittamiseen, mikä takaa että kunkin erän kiinnityslevyjen reikien sijaintipoikkeamat täyttävät määräykset.
-
Kahvan muotoilu: Käytetään integroitua prosessia "CNC-jousikääntö + asettava lämpökäsittely". Vaihe 1: Suoristetaan ruostumattoman teräslevyn suoruus suoristuskoneella varmistaakseen tasaisen voiman kääntämisen aikana; Vaihe 2: Käytetään CNC-jousikääntökoneella kääntämään ruostumaton teräslevy suoraan etukäteen määriteltyjen U-muotoisten profiiliparametrien mukaan ja tarkasti hallitaan kierre kulmaa ja jännitettä kääntöprosessin aikana; Vaihe 3: Suoritetaan välittömästi jousen asettava lämpökäsittely. Tarkalla lämpötilan ja ajan säädöllä kahva saa vakaiden U-muotoisen jousirakenteen, jolla on luotettava taivutettava kimmoisa palautusominaisuus. Muotoilun jälkeen portit hiontaan poistaakseen kiiltoja, jotta terävät reunat eivät naarmuttaisi asentajia.

2. Kokoonpano ja toiminnallinen virheenhaku
- Kokoamislinkin ydin on kahvan sujuva taittuminen ja vakaa liitos. U-muotoisen kehyksen ja kiinnityslevyn kiertorakenteen kiinnitykseen käytetään tarkkaa nitiittitekniikkaa. Asennetaan ensin rostumatonta terästä valmistettu jousivaimennin kiertoakselille, jonka jälkeen pneumaattisella nitiittipistoolilla painetaan tarkasti φ3 mm:n ruostumattomasta teräksestä valmistettu nitiitti varattuun reiän asentoon, varmistaen ettei nitiitissä ole löysyyttä tai muodonmuutosta nitiöinnin jälkeen.
- Kokoonpanon jälkeen suoritetaan eräkohtainen toiminnallinen säätö. Jokaista kahvaa on avattava ja suljettava käsin 10 kertaa tarkistettaessa taittumisen tasaisuus (ei lukkiutumista, ei epänormaalia melua), ja samalla varmistetaan, että sulkemisen jälkeinen liitännän välys kiinnityslevyyn täyttää määritykset.

3. Pintakäsittely (keskeinen laadunvarmistusvaihe)
- Asiakkaan peilivaatimusten ja korroosionkestävyyden täyttämiseksi pintakäsittely toteutetaan kolmessa vaiheessa:
- Karkea hiominen: Käytä hiomakonepyörää karkeaan hiontaan koko kahvasta poistaaksesi pinnan hapettuneen kerroksen, leikkausjäljet ja jäljelle jääneet niveltämisen kiilat.
-
Tarkka hiominen: Keskitä huomio yksityiskohtien hiontaan, kuten U-muotoisen kehyksen kulmiin ja kiinnityslevyn reunoille saavuttaaksesi lopulta sileän ja virheettömän tuloksen.
-
B - Niin on. F valmis :Lopuksi käytettiin hiontaliinapyörää yhdistettynä mikron-tason hionnanhiontahiuhtaleeseen saavuttaaksesi peilikuvan kaltaisen vaikutelman.

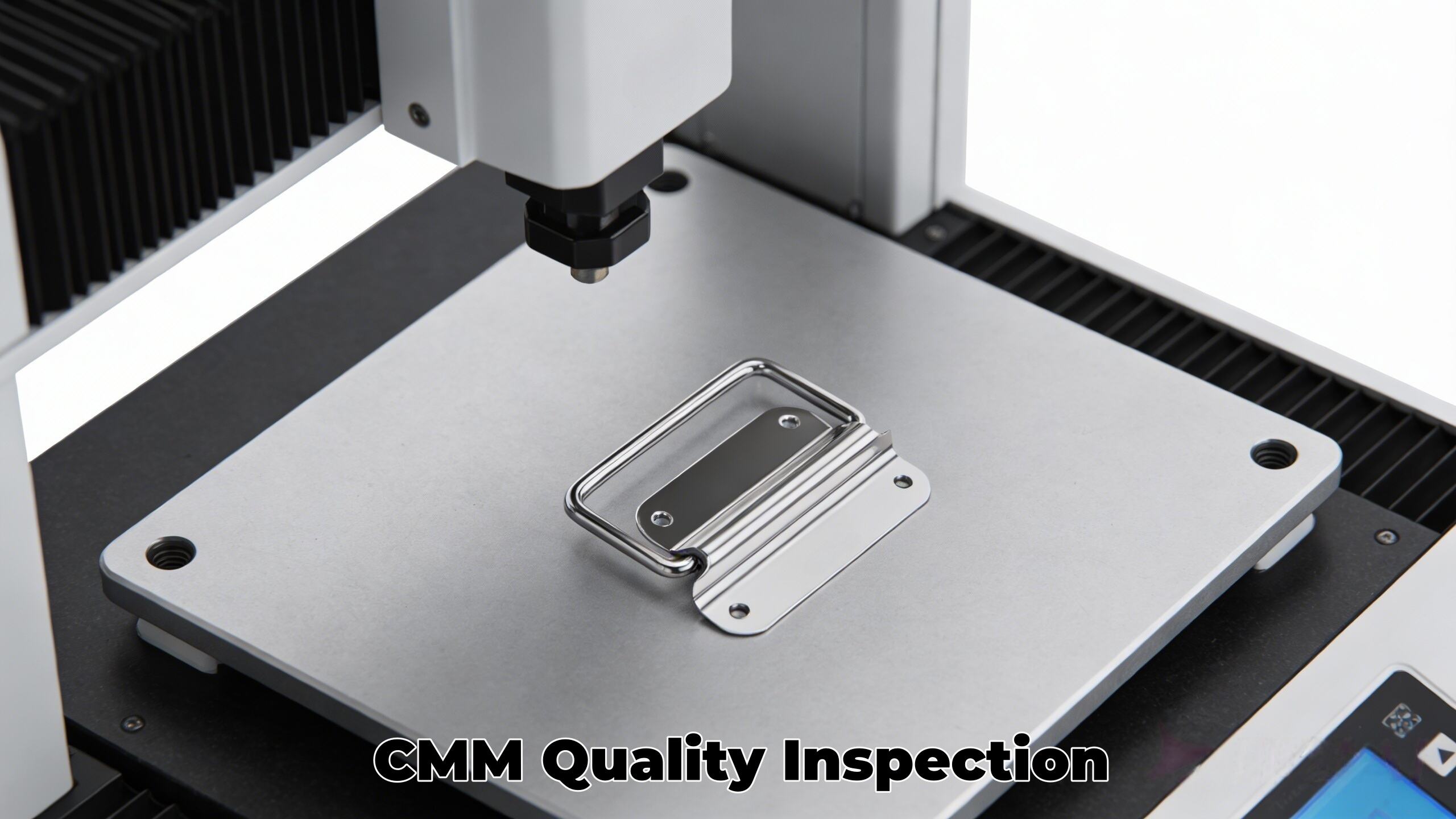
4. Valmistuotteen tarkastus ja tehdasvastaanotto
Perustetaan kattava testausstandardi varmistaaksemme, että jokainen erä täyttää vaatimukset:
- Mittatarkkuuden tarkastus: Käytetään koordinaattimittakonetta (CMM) määrittämään kiinnityslevyn reikien sijainnit ja kahvan kehyksen mitat.
- Suorituskyvyn testaus: Valitaan satunnaisesti 10 % tuotteista kantavuustestaukseen (kuorma 30 kg 24 tunniksi, ei muodonmuutosta, ei murtumia) ja suolaparvetukseen (48 tuntia neutraalissa suolaparvessa, pinnassa ei ruostetta tai pinnoitteen irtoamista);
- Ulkonäön tarkastus: Tarkastetaan jokainen tuote käsin yksitellen, varmistetaan yhtenäinen pintakäsittely, ei naarmuja, ei kuplia, ja peilivaikutelma täyttää standardin.

III. Yhteenveto
Tässä 304 ruostumattomasta teräksestä valmistetun taittuvan kahvan käsittelyprojektissa ydinteollisuuden käsittelytekniikoita, kuten leikkausta, CNC-taivutusta, tarkkaa napaamista ja elektrolyyttistä kromipinnoitetta, käytettiin tarkasti yhdistettynä kohdistettuihin teknisiin optimointeihin. Näin onnistuttiin ratkaisemaan materiaaliominaisuuksien aiheuttamat käsittelyhaasteet. Lopulliset toimitetut tuotteet täyttävät asiakkaan tiukat vaatimukset tarkkuudelle, suorituskyvylle ja ulkonäölle, ja koko prosessin laadunvalvonta ansaitsi asiakkaan luottamuksen. Tällä hetkellä tämä erä kahvoja on otettu laajalle käyttöön asiakkaan lääkintälaitteiden alustassa, ja markkinapalautteet ovat olleet hyvät.
Meillä on räätälöidyn käsittelyn kapasiteetti erilaisille metallituotteille, ja voimme sopeutua eri materiaaleihin (ruostumaton teräs, hiiliteräs, kupari, messinki ,alumiiniseoksesta jne.) asiakkaan tarpeisiin mukautuvat prosessit ja toiminnalliset vaatimukset. Tuotanto on täysin läpinäkyvää, laatu on hallittavissa ja toimitusaika taattu.