Металл гар эдэлбэрийн зөөвөр хайрцаг: Зураг авснаас эхлээд бүтээгдэхүүнийг гаргах хүртэлх чанарын хяналтын аялал
I. Төслийн анхдагч мэдээлэл болон үндсэн шаардлага
- Хэрэглэгчийн хүсэлт: Шинэхэн багажны хайрцгуудын төлөв дугуйлан нэгтгэх, зэвэрдэггүй болон соронзлогдохгүй шинж чанартай 304 зэвэрдэггүй гангаар хийгдсэн, 180°-ийн эмнэлгийн цэвэр нугаламжтай, толерхог гадаргатай, ≥30кг ачаа даах чадал бүхий, давсны хануур тестийг (зохих зэвэрдэггүй байдал нь ≥48 цаг) амжилттай давах шаардлагатай метал ойргоноор захидалт хийх.

II. Үндсэн боловсруулалтын технологи ба хэрэгжүүлэлтийн явц
- Энэ ойргын боловсруулалтыг дөрвөн үндсэн хэсэгт хувааж, метал боловсруулах технологитой нарийвчлан тааруулж, бүтээгдэхүүний чанар, үйлдвэрлэлийн үр дүнтэй ажиллагааг хангана:
1. Анхдагч материал бэлтгэх ба хэсгийн хэлбэржилт
- Эхлээд 304SS хавтанг ГБ/Т 3280-2015 үндэсний стандартад нийцсэн анхдагч материал болгон сонгоно.
- Суурилуулах хавтгайны хэлбэржилт: Нарийн огтлогчийн технологийг ашиглана. Зөөлөн цэвэрхэн гангаар хийсэн хавтгайг захидалт формоор нэг удаагийн огтлогчоор суурилуулах хавтгайн гадна тойргийн дүрс, болтны тагт, эргэх тэнхлэгийн суурилуулах сувгуудыг бүрдүүлнэ. Огтлогчийн явцад цементжүүлсэн карбидын форм болон CNC огтлогчийн нарийвчлалтай байршлыг ашиглан нийлмэл хэмжээтэй бүх партийн суурилуулах хавтгайн тагтын байршлын хазайлт нь техникийн шаардлагад нийцэж байхаар хангана.
-
Хандалтын хүрээг боловсруулах: "CNC пружин ороох + тохируулах дулааны боловсролт" гэсэн нэгдсэн технологийг ашигладаг. Алхам 1: Шулуунжруулагч машин ашиглан нержислэг ган хавтангийн шулуун байдлыг нарийвчлалтайгаар засаж, ороох үед ижил хэмжээний хүч үйлчлэхийг хангана; Алхам 2: CNC пружин ороох машин ашиглан урьдчилан тодорхойлсон U-хэлбэрт контур параметрүүдийн дагуу нержислэг ган хавтанг шууд ороож хэлбэржүүлэх бөгөөд ороох явцад спираль өнцөг болон таталтыг нарийвчлалтай удирдана; Алхам 3: Дараа нь шууд пружиныг тохируулах дулааны боловсролтод оруулна. Температур болон цагийг нарийвчлалтай удирдах замаар хандалт найдвартай U-хэлбэрийн пружин бүтэц үүсэж, хураагдаж, унтрэх үедээ сунах чанар сайн байх болно. Хэлбэржүүлсний дараа ирмэгүүдийг сандлан, ирмэгийг нь арилгаж, суурилуулагчдыг зовиход хурц ирмэг гарахаас сэргийлнэ.

2. Бүрдүүлэх ба үйлдлийн зохицуулга
- Цуглуулгын холбоосын гол зорилго нь барих хэсгийн цацрагт хөдөлгөөнийг зөөлөн гүйцэтгэх, тогтвортой холболтыг хангахад оршдог. U-хэлбэртэй хүрээ болон суурилуулах хавтангийн эргэх тэнхлэгийг бэхлэхийн тулд нарийн чанарын хайлшлагын технологийг ашигладаг. Эхлээд эргэх тэнхлэг дээр шар өнгийн цувимтгай цоорхой суулгана, дараа нь пневматик хайлшлагын даазан ашиглан φ3мм шар өнгийн цувимтгай хайлшлагыг урьдчилан товлосон цоорхой руу нарийвчлалтайгаар дарж суулгана. Ингэснээр хайлшлага хийсний дараа сулрах, деформацид орох зэрэг байдал гарахаас сэргийлнэ.
- Цуглуулсны дараа бүтээгдэхүүн тус бүрийн үйлдвэрийн тохируулгыг хийдэг. Бүх барьцыг гар аргаар 10 удаа нээж, хааж, цацрагт хөдөлгөөний зөөлөн байдлыг (торгуур үүсэх, гаж хөдөлгөөн болон эвгүй авиа гарахгүй байх) шалгадаг. Мөн хаасны дараа суурилуулах хавтантай нарийвчлалын зайн хэмжээ стандарт шаардлага хангасан байх ёстой.

3. Гадаргын боловсролт (чанарын баталгаажуулалтын үндсэн алхам)
- Үйлчлүүлэгчийн толин гадаргатай байх, исэлдэхээс хамгаалах шаардлагыг хангахын тулд гадаргын боловсролтыг гурван үе шаттайгаар хийдэг:
- Эхний засварын савалгаа: Гадаргуугийн исэлт, тэмдэглэл, үлдэгдэл холбох ирмэгийг арилгахын тулд бүхэлдээ зүсэх дугуйтай машин ашиглан барьцны гадаргууг анхдагч савалгааг хийнэ.
-
Нарийвчилсан савалгаа: U-хэлбэртэй хүрээний өнцгүүд болон суурилуулах хавтангийн ирмэг зэрэг нарийн хэсгүүдийг тусгайлан савалгааны ажил хийх. эцэст нь гадаргуу жигд, гэмгүй болгоно.
-
B баруун F inish :Эцэст нь савалгааны даавуун дугуйг микрон түвшний савалгааны пасттай хослуулан ашиглан тольтой адил үр дүнд хүрнэ.

4. Бүтээгдэхүүний шалгалт ба Үйлдвэрийн хүлээн авалт
Нэг багцын бүтээгдэхүүн бүр шаардлагад нийцэж байгаа эсэхийг хангахын тулд комплекс шалгалтын стандартыг боловсруулна:
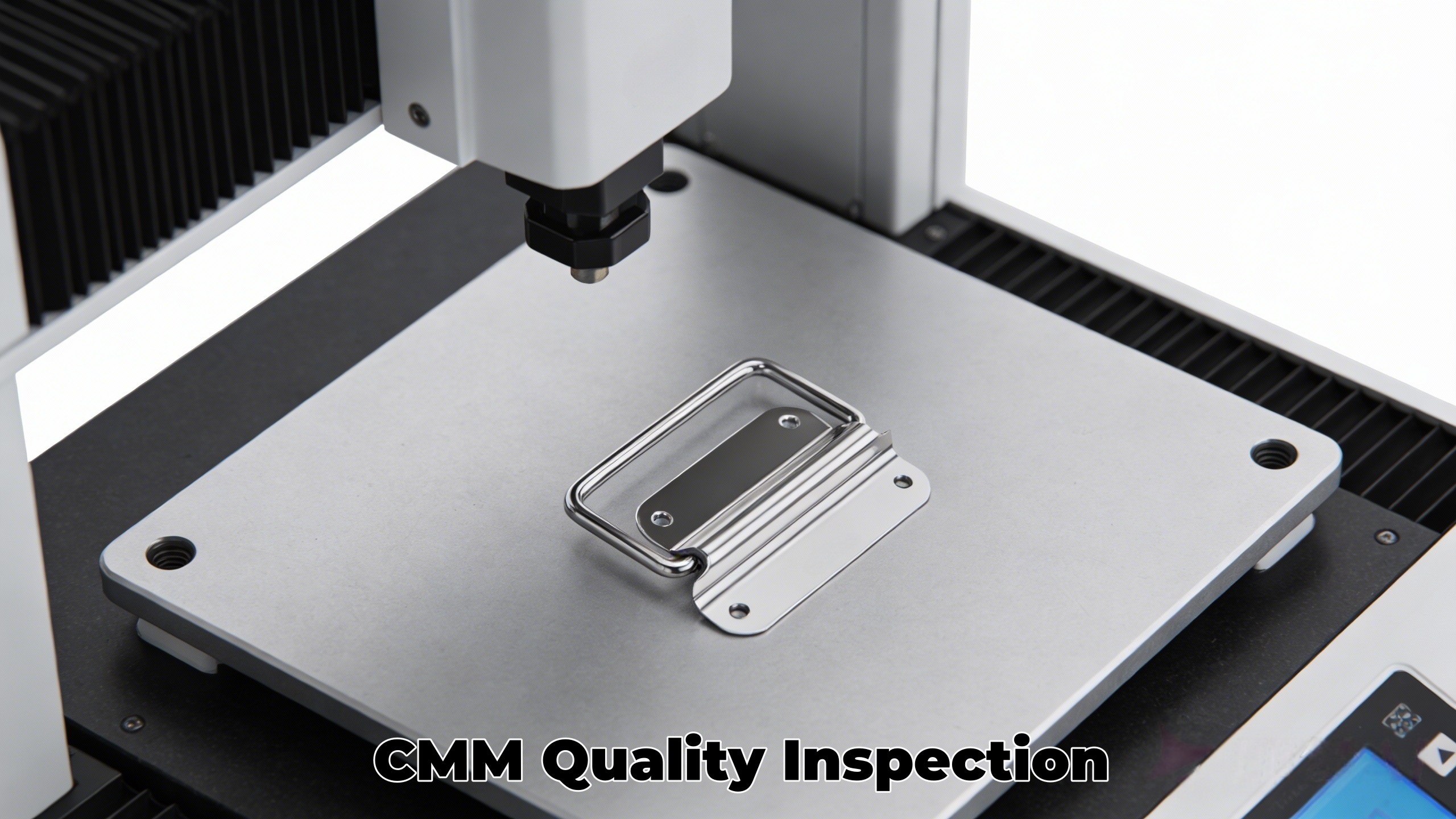
- Хэмжээний нарийвчлалын шалгалт: Суурилуулах хавтангийн нүхний байрлал болон барьцны хүрээний хэмжээг тодорхойлохын тулд координатын хэмжих төхөөрөмж (CMM) ашигла.
- Производительностьны шалгалт: Бүтээгдэхүүнээс санамсаргүйгээр 10%-ийг сонгон ачааллын шалгалтанд хамруулна (30 кг жин 24 цагийн турш тавих, хэлбэрээ алдахгүй, хагарахгүй байх), мөн давсны тосны орчинд 48 цагийн турш шалгах (гадаргуу дээр хөнгөн зэвэрхий эсвэл хучилт салснаас чөлөөтэй байх);
- Гадаад төрхийн шалгалт: Гадаргуугийн хучилт нэг төрлийн байх, зургаагүй, пузыр үүсээгүй байх, толины нөлөө стандартыг хангасан эсэхийг бүтээгдэхүүн тус бүрийг хүн ар гараар нэг нэгээр нь шалгана.

III. Дүгнэлт
Энэхүү 304 зэвэрдэггүй болон нугаламтгай гангаар хийсэн барьж авах хэсгийн боловсруулалтын төслөөр шахалт, CNC нугалах, нарийн хаалт, электролиз хромд хийх зэрэг цөм металл боловсруулах технологийг нарийн хэрэглэж, чиглэсэн техникийн тохируулга хийснээр материалд байдалд үүдэлтэй боловсруулалтын асуудлыг амжилттай шийдвэрлэсэн. Эцэст нь хүргэсэн бүтээгдэхүүн нь нарийн, гадаад төрх, үзүүлэлтийн хувьд харилцагчийн эрхэмлэсэн шаардлагыг хангаснаас гадна, бүх процессын чанарын хяналтаар харилцагчийн итгэлийг эзэлсэн. Одоогийн байдлаар энэ партийн барьж авах хэсгүүдийг харилцагчийн эмнэлгийн тоног төхөөрөмжийн хөндийд массовоор ашиглаж байгаа бөгөөд зах зээлээс сайн сэтгэгдэл ирж байна.
Бид олон төрлийн метал бүтээгдэхүүний захидалт боловсруулах чадвартай бөгөөд янз бүрийн материалыг (зэвэрдэггүй болон нугаламтгай ган, хүхэрлэг нугаламтгай ган, зэс) томпак ,хөнгөн цагаан хайлш гэх мэт), үйлдвэрлэлийн үйл явц болон функциональ шаардлагуудыг үйлчлүүлэгчийн хэрэгцээнд нийцүүлэн хангана. Үйлдвэрлэл нь бүрэн нээлттэй байдаг, чанар нь удирдлаганд оршиж, хүргэлтийн хугацаа нь баталгаажсан байдаг.






