Металл портативдуу кол курчоонун иштетилген учур: Сызмадан башталып, даяр өнүмгө чейинки сапатты башкаруу жолу
I. долбоордун түпнегизи жана негизги талаптар
- Клиенттин талабы: Жаңы курал-жарак коробдору үчүн катталып коюуга жана ташууга ыңгайлуу металл ээктемелерди тапшырма боюнча даярдоо. Материал — 304 чыбык (коррозияга каршы, магниттелбейт), 180° жумшак бүгүлүшү керек, бетинин иши - айна сыяктуу жылтырлатуу, жүк көтөрүү чеги ≥30кг, туздуу шамал тестин өтүшү керек (коррозияга каршылык деңгээли ≥48 саат)

II. Негизги иштетүү технологиясы жана ишке ашыруу процесси
- Бул ээктемени иштетүү төрт негизги бөлүктөн турат, алардын ар бири өнүм сапатын жана өндүрүштүн эффективдүүлүгүн камсыз кылуу үчүн так металл иштетүү технологиясына туура келет:
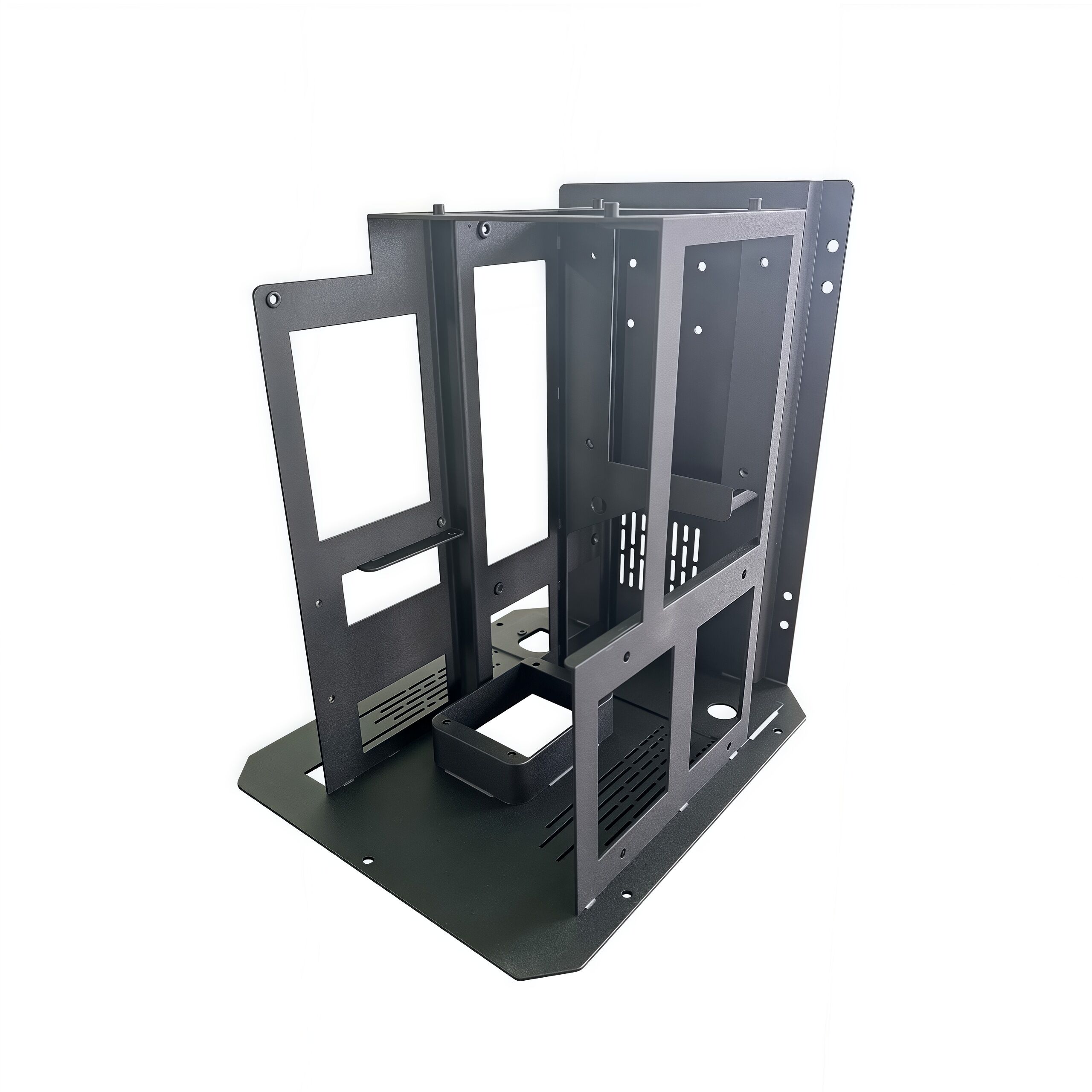
1. Баштапкы материалды иштетүү жана бөлүктөрдү формалаштыруу
- Биринчи, 304SS табага GB/T 3280-2015 милдеттик мамлекеттик стандартына ылайык келүүчү башталгыч материал катары тандалат.
- Орнотуу Табагынын Формалаштырылышы: Тактик стемпинг технологиясы колдонулат. Бургулоо ойуктору жана айлануучу валды орнотуу оюктору ээ болгон орнотуу табасынын сырткы контурун формалоо үчүн чыбыктуу болот тегерек тегерек менен бир эле андан өткөрүлөт. Стамптоо процесси учурунда цементтелген карбид формалары CNC пуансон прести дагы так позициялаштыруу менен бириге, бул орнотуу табасынын ар бир партиясынын ойуктарынын ордуна тийиштүү талаптарга ылайык келүүсүн камсыз кылат.
-
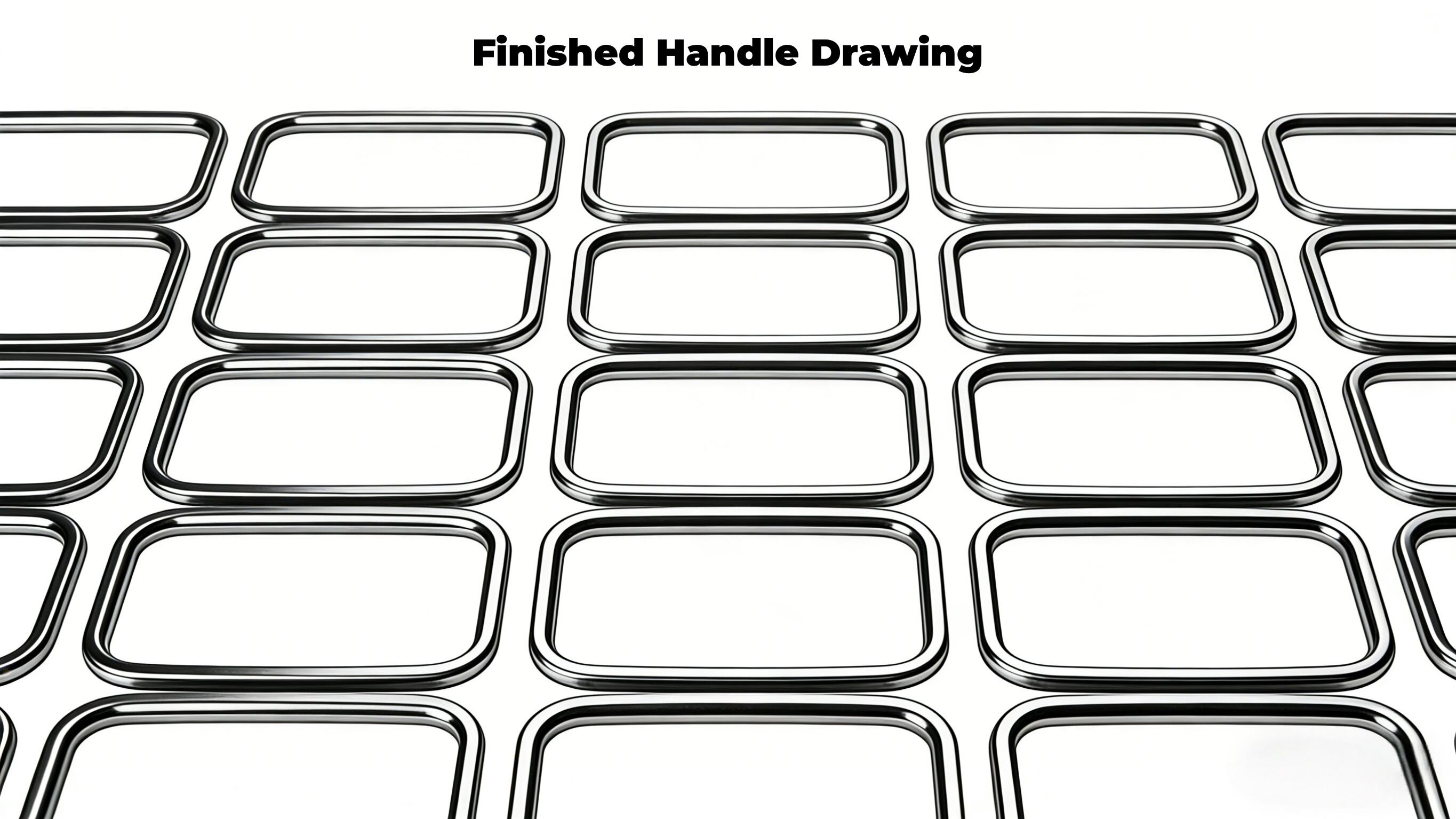
Колдонмо чеңчесинин формалаштырылышы: "CNC пружинаны ойгон + жылуулук менен эмгектөө" процессинин бириктирилген ыкмасы колдонулат. 1-кадам: Түзөтүү машинасы аркылуу нержавейкалык болот пластинанын түз сызыгын түзөтүп, ойгондо бир учурунда күч тарташы керек; 2-кадам: CNC пружинаны ойгон машинасын колдонуп, нержавейкалык болот пластинаны алдын ала белгиленген U-формалуу контур параметрлери боюнча туурасынан ойгонуп, ойгонуу процесси учурунда винт бурчун жана кернеэни так башкаруу; 3-кадам: Дароо пружинаны бекемдөө үчүн жылуулук менен эмгектөө жүргүзүлөт. Температураны жана убакытты так башкаруу аркылуу колдонмо туруктуу U-формалуу пружиналык түзүлүшкө ийленип, ийилгичтикти ийнетүү үчүн сенимдүү эластик кайра ордуна келүү өзгөчөлүгү пайда болот. Формалашканнан кийин, чыбыктар жаңылчык тазаланып, острокоздор иймондорду цараптабашын болтурбоо үчүн жонулат.

2. Жыйналыш жана функционалдуу настройка
- Жыйындынын негизги багыты - камтаманын жеңил катталышын жана туруктуу байланышын ишке ашыруу. U-формалуу чеңгелди жана бекитүү тактасынын айлануучу өсүн бекемдөө үчүн тактык чачылма технологиясы колдонулот. Биринчи, айлануучу өсүнө эрнеңсиз болоттун пружинадан жасалган демпферди орнотуп, андан кийин пневматикалык чачылма пистолетин колдонуп φ3мм эрнеңсиз болоттун чачылмасын так тактадагы чоңдукка түгөтүп басып киргизүү керек, чачылган соң чачылма жок болбоосу же деформацияланбашы керек.
- Жыйындан кийин сериялык функционалдуу настройка жүргүзүлөт. Ар бир камтама 10 жолу кол менен ачылып, жабылуусу керек (тоскоолдук жок, курчактоо жок), жана жабылгандан кийин бекитүү тактасы менен салыштырмалуу салынышы техникалык талаптарга ылайык болушу керек.

3. Бетинин өнөрмөчүлүгү (Негизги сапатынын камсыздоо багыты)
- Колдонуучунун зеркало эффектиси жана коррозияга каршы төзүмдүүлүк талаптарын коюу үчүн бетинин өнөрмөчүлүгү үч этапта жүргүзүлөт:
- Жабыркай Тазалоо: Колго жабышкан беттин тотун, чечилген белгилерди жана калдык заклепка чыбыктарын алуу үчүн абразивдик дискти тазалоочу машина колдонуңуз.
-
Микроскопиялык Тазалоо: U-шаклидагы раманын бурчтары менен бекитүү платастын четтери сыяктуу деталдарга баса белгиленип тазаланат акырында жамбуздай же тегиз эффектке жетүү үчүн.
-
B оң F тамамдоо :Акыркысында, тазалоочу кездеме диск микрон деңгээлдеги полировка пастасы менен биригип колдонулуп, айнектей эффектке жетүү үчүн колдонулган.

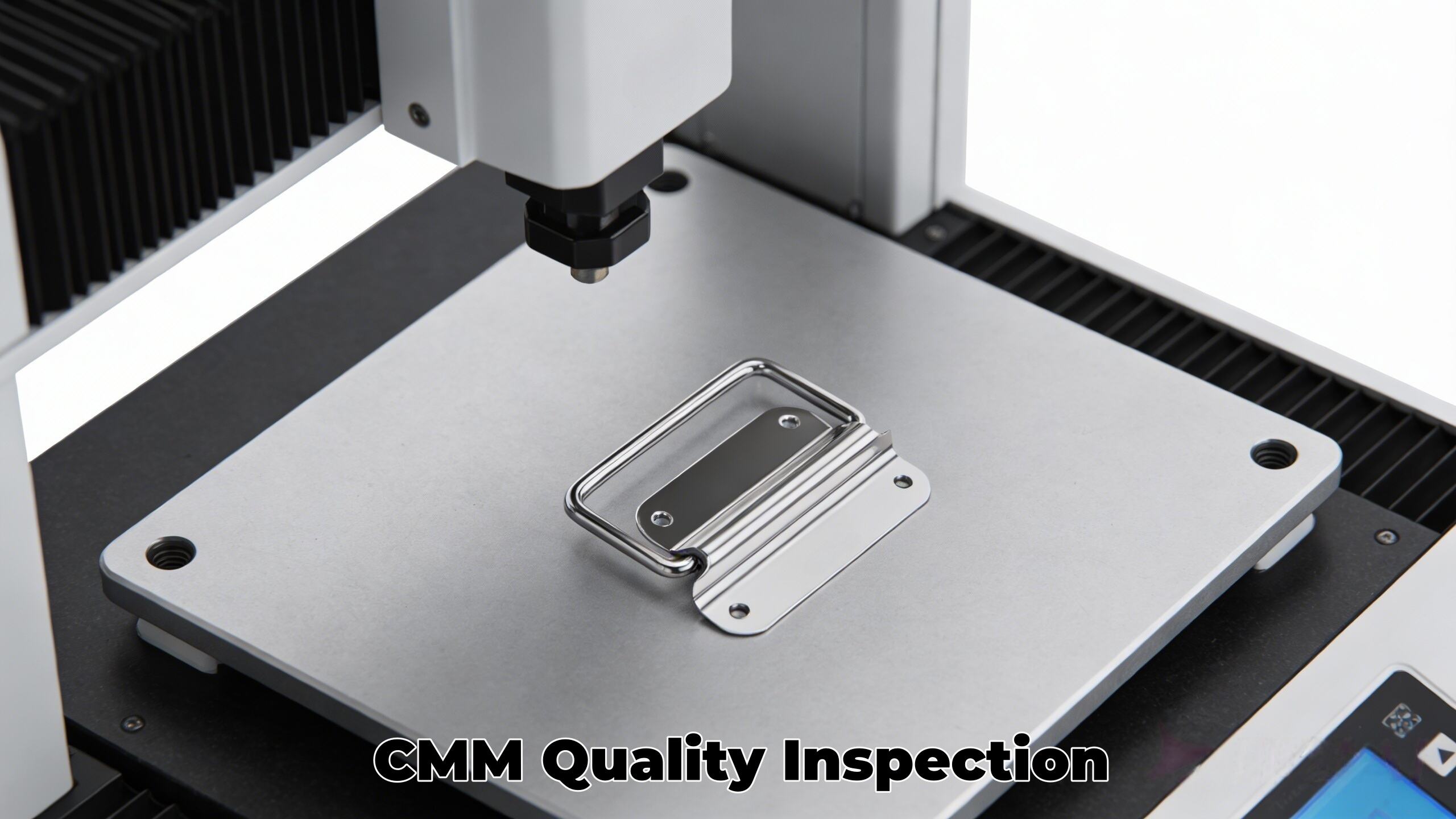
4. Даяр өнүмдү текшерүү жана заводдо кабыл алуу
Ар бир партиядагы өнүмдөр талаптарга толук жооп берүү үчүн комплекстүү тесттик стандарт орнотуңуз:
- Өлчөмдүк тактыкты текшерүү: Бекитүү платасынын тескерин жана колго раманын өлчөмүн аныктоо үчүн координаталык өлчөө үлгүсүн (CMM) колдонуңуз.
- Производительдүүлүккө сыноо: Жүктөмдүүлүккө сыноо үчүн (24 саатка 30 кг жүк, деформация болбоо, сынбаш) жана туздуу булутка каршы сыноо (нейтралдуу туздуу булуттуу мурада 48 саат, бетинде коррозия болбоо же каптоо очко) продукциянын 10% тандап алынып сыналсын;
- Тышкы түр боюнча текшерүү: Ар бир продукцияны кол менен текшерип, бетинин каптоосу бирдүү, сызыктар болбоо, кабарчыктар болбоо жана айна эффектти стандартка ылайык болушу керек.

III. Жыйынтык
Бул 304 эритилген болоттон жасалган катуу колдонуучу иштетүү долбоорунда штамптоо, CNC бүгүү, так чачын коюу жана электролиз аркылуу хромдоо сыяктуу негизги металл иштетүү технологияларынын так колдонулушу менен материалдын өзгөчөлүктөрүнөн улам пайда болгон иштетүү кыйынчылыктары ийгиликтүү чечилди. Жеткирилген продукттар тактык, иштөө жана сырткы түр боюнча клиенттин катуу талаптарын гана эмес, бүткүл процесс сапатын башкаруу аркылуу клиенттин ишенчиң да камсызданды. Учурда, колдонуучулардын медициналык жабдууларынын рамасына колдонуучу колдонуучулардын партиясы жакшы рынок реакциясын алды.
Түрдүү материалдарга (эритилген болот, карбондолот, мүзөк,) брасс ,алюминий ириди, башкалар.) клиенттин талаптарына ылайык процесстер жана функционалдуу талаптар. Өндүрүш туруктуу, сапатын башкарууга болот жана жеткизүү мөөнөтү камсыз кылынат.