Custodia per lavorazione maniglie metalliche portatili: Un viaggio del controllo qualità dal disegno al prodotto finito
I. Contesto del Progetto e Requisiti Fondamentali
- Richiesta del Cliente: Personalizzare un lotto di maniglie metalliche pieghevoli e portatili per i loro nuovi contenitori per utensili. Il materiale è acciaio inossidabile 304 (resistente alla corrosione e non magnetico), con requisito di piegatura fluida a 180°, finitura superficiale lucidata a specchio, capacità di carico ≥30 kg e superamento del test di nebbia salina (classe di resistenza alla corrosione ≥48 ore).

II. Tecnologie Chiave di Lavorazione e Processo di Implementazione
- La lavorazione di questa maniglia è suddivisa in quattro fasi fondamentali, ciascuna delle quali si allinea con precisione alle tecnologie di lavorazione del metallo per garantire qualità del prodotto ed efficienza produttiva:
1. Trattamento Preliminare della Materia Prima e Formatura del Componente
- In primo luogo, vengono selezionate lastre in acciaio inossidabile 304SS conformi allo standard nazionale GB/T 3280-2015 come materie prime.
- Formatura della Piastra di Montaggio: Viene adottata la tecnologia di stampaggio di precisione. La piastra in acciaio inossidabile viene stampata in un'unica operazione mediante uno stampo personalizzato, completando così la formatura del contorno esterno, dei fori per le viti e delle scanalature di montaggio dell'albero rotante. Durante il processo di stampaggio, vengono utilizzati stampi in metallo duro, abbinati al posizionamento preciso del punzonatrice CNC, per garantire che la deviazione della posizione dei fori di ogni lotto di piastre di montaggio rispetti le specifiche.
-
Formatura del telaio della maniglia: Viene adottato un processo integrato di "avvolgimento a molla CNC + trattamento termico di stabilizzazione". Passo 1: Raddrizzare la planarità della piastra in acciaio inox mediante una macchina raddrizzatrice, per garantire una forza uniforme durante l'avvolgimento; Passo 2: Utilizzare una macchina avvolgitrice a molla CNC per formare direttamente la piastra in acciaio inox secondo i parametri preimpostati del profilo a U, controllando con precisione l'angolo di elica e la tensione durante il processo di avvolgimento; Passo 3: Eseguire immediatamente il trattamento termico di stabilizzazione della molla. Mediante un controllo preciso di temperatura e tempo, la maniglia forma una struttura a molla stabile a forma di U, con prestazioni affidabili di ripristino elastico pieghevole. Dopo la formatura, le estremità vengono levigate per rimuovere le sbavature ed evitare che spigoli vivi graffino gli installatori.

2. Montaggio e collaudo funzionale
- Il cuore del collegamento di assemblaggio è realizzare una piegatura fluida e un collegamento stabile della maniglia. Viene utilizzata una tecnologia di rivettatura di precisione per fissare il telaio a forma di U e la struttura dell'albero rotante della piastra di montaggio. Innanzitutto, viene installato un ammortizzatore a molla in acciaio inossidabile sull'albero rotante, quindi si utilizza una pistola pneumatica per rivetti per premere con precisione il rivetto in acciaio inossidabile da φ3 mm nella posizione del foro predefinita, garantendo l'assenza di giochi o deformazioni dopo la rivettatura.
- Dopo l'assemblaggio, viene effettuata una messa a punto funzionale in serie. Ogni maniglia deve essere aperta e chiusa manualmente 10 volte per verificare la scorrevolezza della piegatura (senza inceppamenti né rumori anomali) e al contempo garantire che il gioco di accoppiamento con la piastra di montaggio rispetti le specifiche dopo la chiusura.

3. Trattamento superficiale (collegamento fondamentale per l'assicurazione della qualità)
- Per soddisfare i requisiti del cliente riguardo all'effetto speculare e alla resistenza alla corrosione, il trattamento superficiale viene eseguito in tre fasi:
- Lucidatura grossolana: utilizzare una macchina lucidatrice con mola per lucidare in modo grossolano l'intero manico, rimuovendo la scala di ossido superficiale, i segni di stampaggio e le sbavature residue della rivettatura.
-
Lucidatura fine: concentrarsi sulla lucidatura delle parti dettagliate come gli angoli del telaio a forma di U e i bordi della piastra di montaggio per ottenere infine un effetto liscio e privo di imperfezioni.
-
B - Sì, giusto. F inish :Infine, è stata utilizzata una ruota in panno lucidante in combinazione con pasta lucidante di livello micron per ottenere un effetto speculare.

4. Ispezione del prodotto finito e accettazione in fabbrica
Stabilire uno standard di test completo per garantire che ogni lotto di prodotti soddisfi i requisiti:
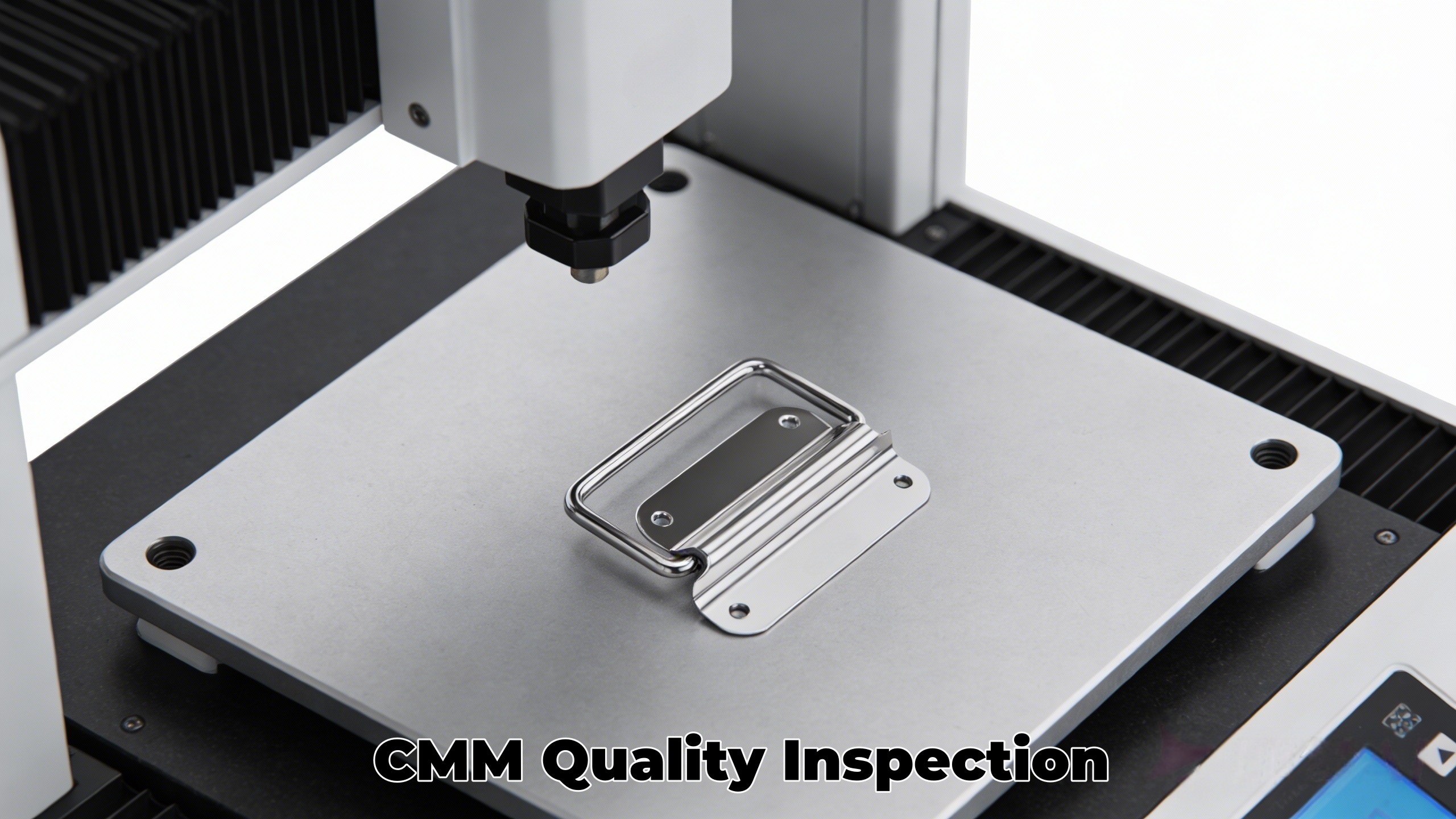
- Ispezione dell'accuratezza dimensionale: utilizzare una macchina di misura tridimensionale (CMM) per rilevare le posizioni dei fori sulla piastra di montaggio e le dimensioni del telaio del manico.
- Test di prestazione: selezionare casualmente il 10% dei prodotti per il test di resistenza al carico (carico di 30 kg per 24 ore, nessuna deformazione, nessuna frattura) e test di nebbia salina (48 ore in ambiente di nebbia salina neutra, nessuna ruggine né distacco del rivestimento sulla superficie);
- Ispettivo estetico: ispezionare manualmente ogni prodotto singolarmente per verificare l'uniformità del rivestimento superficiale, assenza di graffi, bolle e verifica che l'effetto specchio rispetti lo standard.

III. Sintesi
In questo progetto di lavorazione di maniglie pieghevoli in acciaio inossidabile 304, attraverso l'applicazione precisa di tecnologie fondamentali per la lavorazione dei metalli come stampaggio, piegatura CNC, rivettatura di precisione e placcatura elettrolitica al cromo, combinate con ottimizzazioni tecniche mirate, sono state risolte con successo le difficoltà di lavorazione causate dalle caratteristiche del materiale. I prodotti finalmente consegnati non solo soddisfano i rigorosi requisiti del cliente relativi a precisione, prestazioni e aspetto, ma hanno anche conquistato la fiducia del cliente grazie al controllo qualità lungo tutto il processo. Attualmente, questo lotto di maniglie è stato applicato in massa sul telaio delle attrezzature mediche del cliente, ottenendo un positivo riscontro sul mercato.
Disponiamo della capacità di lavorazione personalizzata per vari prodotti metallici e possiamo adattarci a diversi materiali (acciaio inossidabile, acciaio al carbonio, rame, ottone ,in lega di alluminio, ecc.), processi e requisiti funzionali in base alle esigenze del cliente. La produzione è completamente trasparente, con qualità controllabile e tempi di consegna garantiti.






