Fém, hordozható fogantyú feldolgozására szolgáló tok: Minőségirányítási út a tervrajztól a késztermékig
I. Projekt háttere és alapvető követelmények
- Ügyfélkérés: Egy új szerszámosládáikhoz tartozó hajlítható és hordozható fények egy tételének testre szabása. Az anyag 304-es rozsdamentes acél (korrózióálló és nem mágneses), 180°-os sima hajlítást igényel, felületkezelésként tükrös pulpolás szükséges, a teherbírásnak ≥30 kg-nak kell lennie, és ki kell állnia a sópermet tesztet (korrózióállósági fokozat ≥48 óra).

II. Alapvető feldolgozási technológia és végrehajtási folyamat
- Az ízlapon lévő feldolgozás négy alapvető lépcsőből áll, amelyek mindegyike pontosan illeszkedik a fémmegmunkálási technológiákhoz, így biztosítva a termékminőséget és a gyártási hatékonyságot:
1. Nyersanyag-előkészítés és alkatrész formázás
- Először a GB/T 3280-2015 nemzeti szabványnak megfelelő 304SS lemezt választjuk nyersanyagként.
- Rögzítőlemez alakítása: Pontos préselési technológiát alkalmaznak. A rozsdamentes acéllemezt egyéni sablon segítségével egyszeri préseléssel alakítják ki, így kialakul a rögzítőlemez külső kontúrja, csavargyűrűi és forgó tengely rögzítőhoronya. A préselés folyamata során keményfém sablonokat használnak, amelyeket CNC-vezérlésű lyukasztógép pontos pozícionálásával kombinálnak, így biztosítva, hogy minden egyes tétel rögzítőlemezeinek lyukpozíció-torzulása megfeleljen az előírt specifikációnak.
-
Keret alakítása: Az "NC rugótekercselés + beállító hőkezelés" integrált folyamatát alkalmazzák. 1. lépés: Egyenesítő géppel egyenesítsék ki az acéllap síktalanságát, hogy biztosítsák az egyenletes erőhatást a tekercselés során; 2. lépés: Az NC rugótekercselő géppel közvetlenül előre meghatározott U-alakú kontúrparaméterek alapján alakítsák ki az acéllapot, miközben pontosan szabályozzák a menetemelkedést és a feszítést a tekercselés folyamata alatt; 3. lépés: Azonnal végezzék el a rugó beállító hőkezelését. A hőmérséklet és idő pontos szabályozásával a fogantyú stabil U-alakú rugószerkezetet alakít ki, amely megbízható hajlítási rugalmas visszatérítő teljesítménnyel rendelkezik. Az alakítás után a végződések éleit lecsiszolják, hogy eltávolítsák a forgácsokat, és megakadályozzák az éles élek okozta sérüléseket a szerelőknél.

2. Összeszerelés és funkcionális tesztelés
- A szerelési kapcsolat magja a fogantyú zökkenőmentes hajtása és stabil csatlakoztatása. Pontossági rivetálási technológiát alkalmaznak a U-alakú keret és a rögzítőlemez forgó tengely szerkezetének rögzítéséhez. Először egy rozsdamentes acél rugós csillapítót szerelnek fel a forgó tengelyre, majd sűrített levegős rivetálópisztollyal pontosan behelyezik a φ3 mm-es rozsdamentes acél rivetet az előre kialakított lyukba, biztosítva, hogy a rivetálás után ne legyen lazaság vagy deformáció.
- A szerelés után kötegelt funkcionális beállítást végeznek. Minden fogantyút kézzel 10-szer ki- és be kell nyitni a hajlítás simaságának teszteléséhez (nincs akadás, nincs rendellenes zaj), és egyidejűleg biztosítani kell, hogy lezárt állapotban a rögzítőlemezzel való illesztési hézag megfeleljen az előírásoknak.

3. Felületkezelés (minőségbiztosítás kulcsfontosságú lépése)
- A tükörszerű hatásra és korrózióállóságra vonatkozó ügyféligények teljesítése érdekében a felületkezelést három lépésben végzik:
- Durva csiszolás: Csiszolókorongos gépet használjon a markolat teljes felületének durva csiszolásához, hogy eltávolítsa a felületi oxidréteget, a kivágás nyomait és a maradék rivettúllengéseket.
-
Finom csiszolás: A részletekre koncentráljon, például a U-alakú keret sarkaira és a rögzítőlemez éleire hogy végül sima és hibátlan hatást érjen el.
-
B jobb F inish :Végül egy csiszolóruhakerékkel kombinálva mikronos csiszolópasztát használtak tükrös hatás eléréséhez.

4. Késztermék ellenőrzése és gyári átvétel
Átfogó vizsgálati szabványt kell kialakítani, hogy biztosítsa minden tétel megfelelőségét:
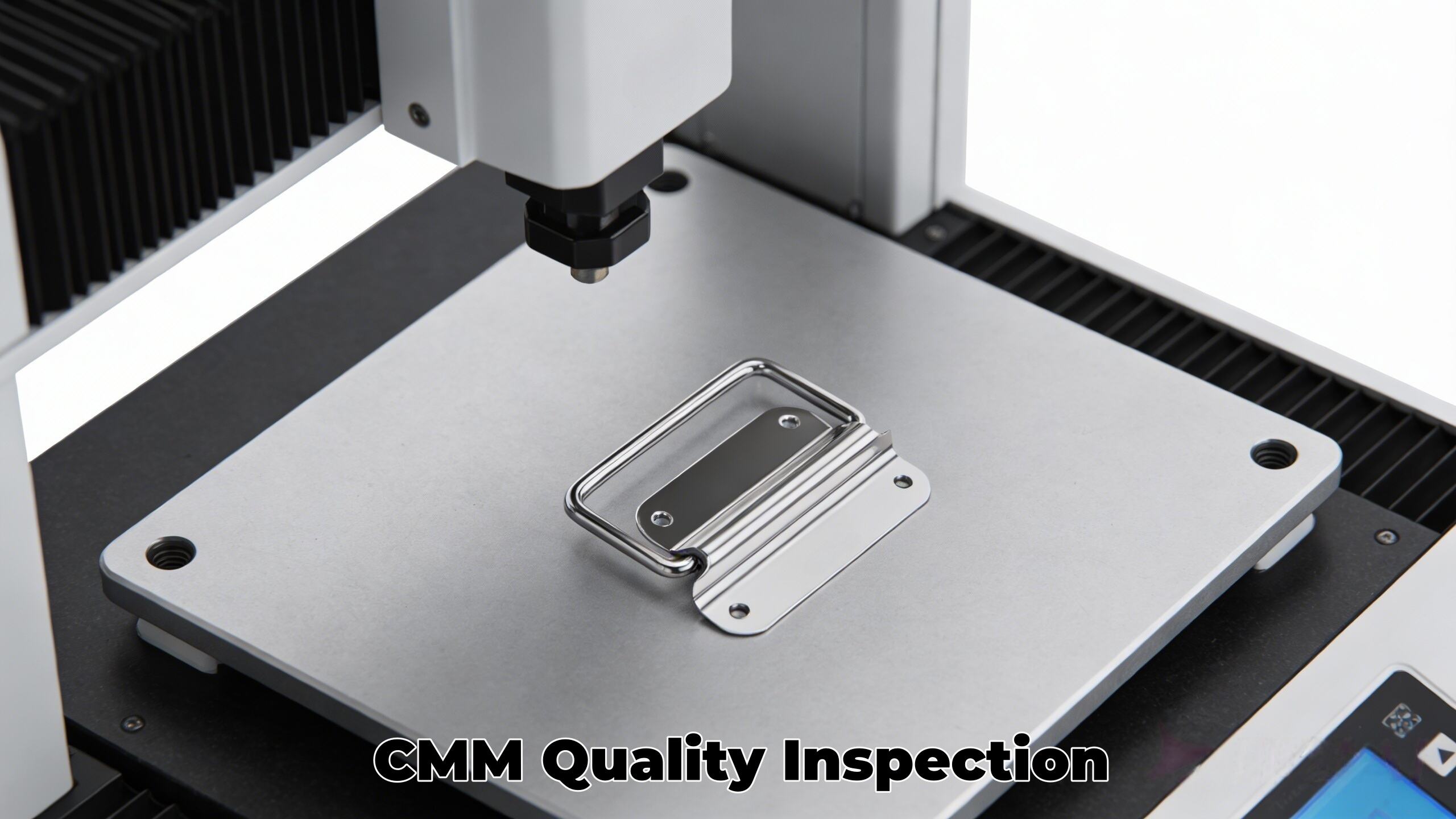
- Méretpontossági ellenőrzés: Koordináta mérőgépet (CMM) használjon a rögzítőlemez lyukainak és a markolatkeret méretének ellenőrzésére.
- Teljesítménytesztelés: A termékek 10%-át véletlenszerűen kiválasztva terhelési tesztnek vetjük alá (30 kg súlyt 24 órán keresztül bírjon el, deformáció vagy törés nélkül), valamint sópermet tesztnek (48 óra semleges sópermet környezetben, a felületen rozsdamentes, bevonatleválás nélkül);
- Megjelenés-ellenőrzés: Minden terméket egyenként kézzel ellenőrizni kell az egységes felületi bevonatért, karcolások, buborékok hiányáért, és a tükörszerű hatásnak meg kell felelnie az előírt szabványnak.

III. Összegzés
Ebben a 304-es rozsdamentes acélból készült hajtható fogantyú-feldolgozási projektben a bélyegzés, CNC-s hajlítás, precíziós szegecselés és elektrolitikus krómlezáras technológiák pontos alkalmazásával, célzott technológiai optimalizálások kombinálásával sikeresen megoldottuk az anyagjellemzőkből fakadó feldolgozási nehézségeket. A végül leszállított termékek nemcsak kielégítik az ügyfél szigorú követelményeit a pontossággal, teljesítménnyel és megjelenéssel kapcsolatban, hanem a teljes folyamatminőség-ellenőrzés révén megszerezték az ügyfél bizalmát is. Jelenleg ezen fogantyúk tömegesen kerülnek fel az ügyfél orvosi berendezéseinek alvázára, jó piaci visszajelzésekkel.
Rendelkezünk különféle fémtömegek egyedi feldolgozására alkalmas kapacitással, amely különböző anyagokhoz (rozsdamentes acél, széntartalmú acél, réz, sárgaréz ,alumínium ötvözet, stb.), folyamatok és funkcionális követelmények a vevői igények szerint. A gyártás teljesen átlátható, szabályozható minőséggel és garantált szállítási határidővel.