Металлический портативный ручной обрабатывающий корпус: путь контроля качества от чертежа до готового продукта
I. История проекта и основные требования
- Требования заказчика: изготовить партию складных и портативных металлических ручек для их новых ящиков для инструментов. Материал — нержавеющая сталь 304 (устойчивая к коррозии и ненамагничивающаяся), требуется плавное складывание на 180°, зеркальная полировка поверхности, грузоподъёмность ≥30 кг и прохождение испытания на соляном тумане (класс устойчивости к коррозии ≥48 часов).

II. Ключевые технологии обработки и технологический процесс
- Обработка данной ручки разделена на четыре основных этапа, каждый из которых точно соответствует технологии металлообработки, что обеспечивает качество продукции и эффективность производства:
1. Предварительная обработка сырья и формование компонентов
- На первом этапе в качестве исходного материала выбираются листы из нержавеющей стали 304, соответствующие национальному стандарту GB/T 3280-2015.
- Формовка монтажной пластины: используется технология прецизионной штамповки. Пластина из нержавеющей стали штампуется за один раз с помощью специальной формы, в результате чего формируется внешний контур, отверстия для винтов и пазы для крепления вращающегося вала. В процессе штамповки применяются твердосплавные пресс-формы в сочетании с точной установкой позиционирования на ЧПУ-штамповальном прессе, что обеспечивает соответствие отклонения положения отверстий каждой партии монтажных пластин техническим требованиям.
-
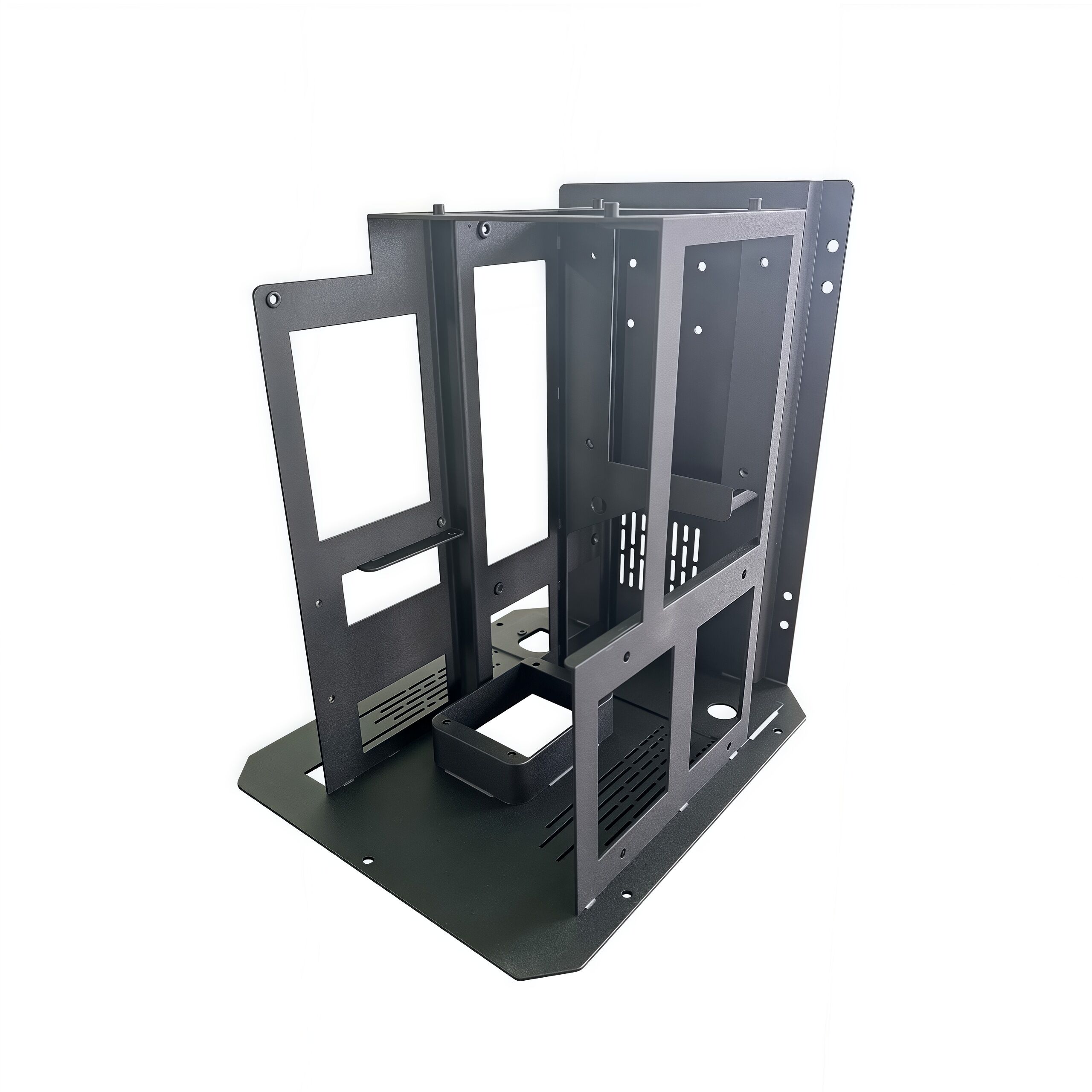
Формовка рамы ручки: используется интегрированный процесс «ЧПУ-навивка пружины + закалка с термообработкой». Шаг 1: Выравнивание прямолинейности стальной пластины из нержавеющей стали на выправляющей машине для обеспечения равномерного усилия при навивке; Шаг 2: Использование станка с ЧПУ для навивки пружины, при котором стальная пластина из нержавеющей стали непосредственно формуется по заданным параметрам U-образного контура с точным контролем угла винтовой линии и натяжения в процессе навивки; Шаг 3: Немедленная закалка пружины с термообработкой. Благодаря точному контролю температуры и времени ручка приобретает стабильную U-образную пружинную структуру с надежной эластичной функцией возврата после складывания. После формовки кромки зашлифовываются для удаления заусенцев, предотвращая порезы монтажников острыми краями.

2. Сборка и функциональная настройка
- Основная задача сборочного узла — обеспечить плавное складывание и стабильное соединение ручки. Для крепления U-образной рамы и поворотного вала монтажной пластины используется технология точечного клёпания. Сначала на поворотный вал устанавливается демпфер из нержавеющей стали с пружиной, затем пневматическим заклёпочным пистолетом точно вставляется заклёпка из нержавеющей стали диаметром φ3 мм в заранее подготовленное отверстие, что гарантирует отсутствие люфта или деформации после клёпки.
- После сборки проводится поэтапная функциональная наладка партии. Каждую ручку необходимо вручную открыть и закрыть 10 раз для проверки плавности складывания (отсутствие заеданий, посторонних шумов), а также необходимо убедиться, что зазор между ручкой и монтажной пластиной после закрытия соответствует техническим требованиям.

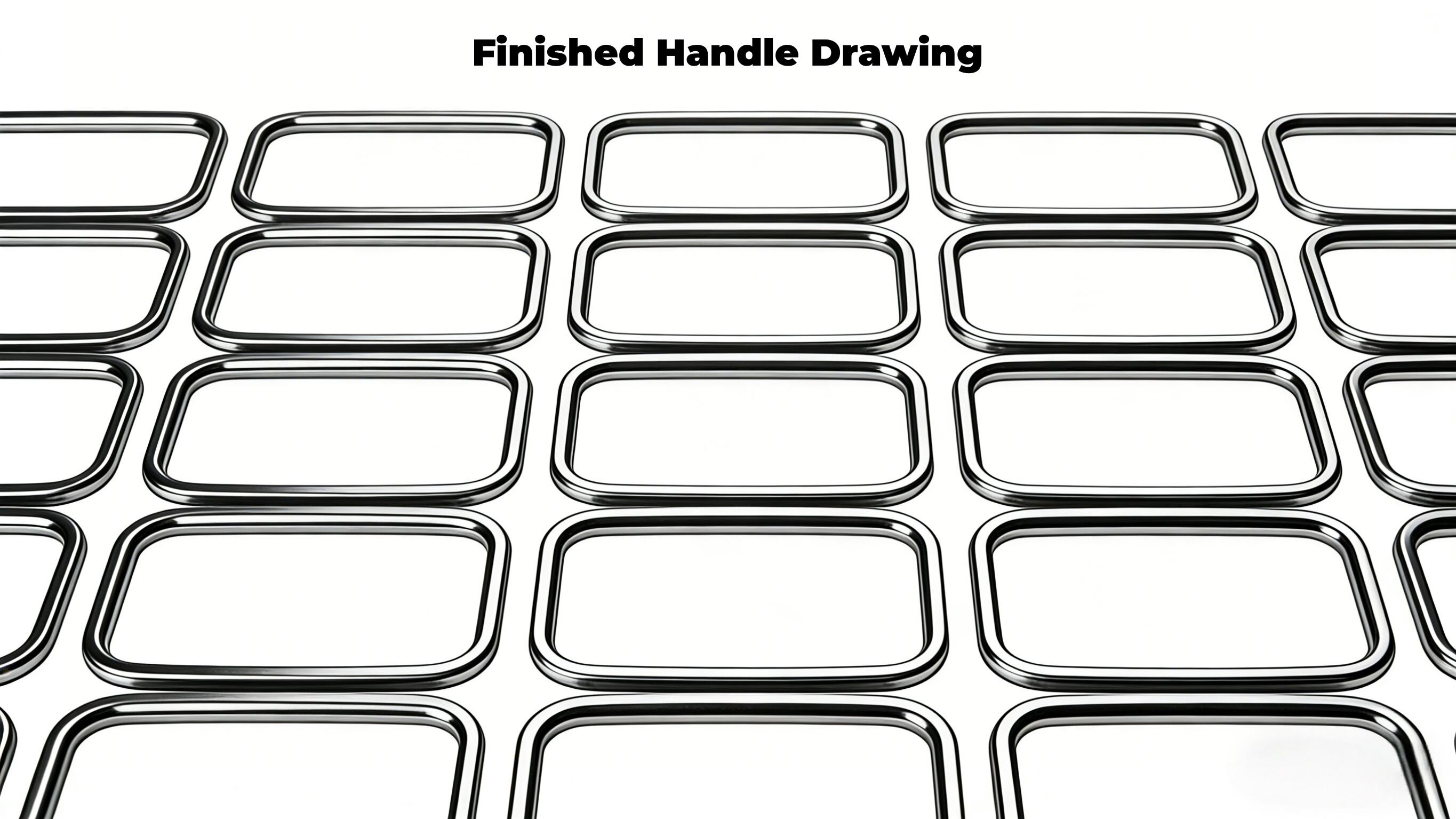
3. Поверхностная обработка (ключевое звено обеспечения качества)
- Для соответствия требованиям заказчика по зеркальному эффекту и коррозионной стойкости поверхностная обработка выполняется в три этапа:
- Грубая полировка: используйте шлифовальную машину с абразивным кругом для грубой полировки всей ручки, чтобы удалить поверхностный оксидный налет, следы штамповки и остатки заусенцев от клепки.
-
Тонкая полировка: уделяйте особое внимание полировке деталей, таких как углы U-образной рамы и края монтажной пластины чтобы в конечном итоге достичь гладкого и безупречного эффекта.
-
B - Да, правильно. F inish :В конце использовалось полировальное суконное колесо в сочетании с полировальной пастой микронного уровня для достижения зеркального эффекта.

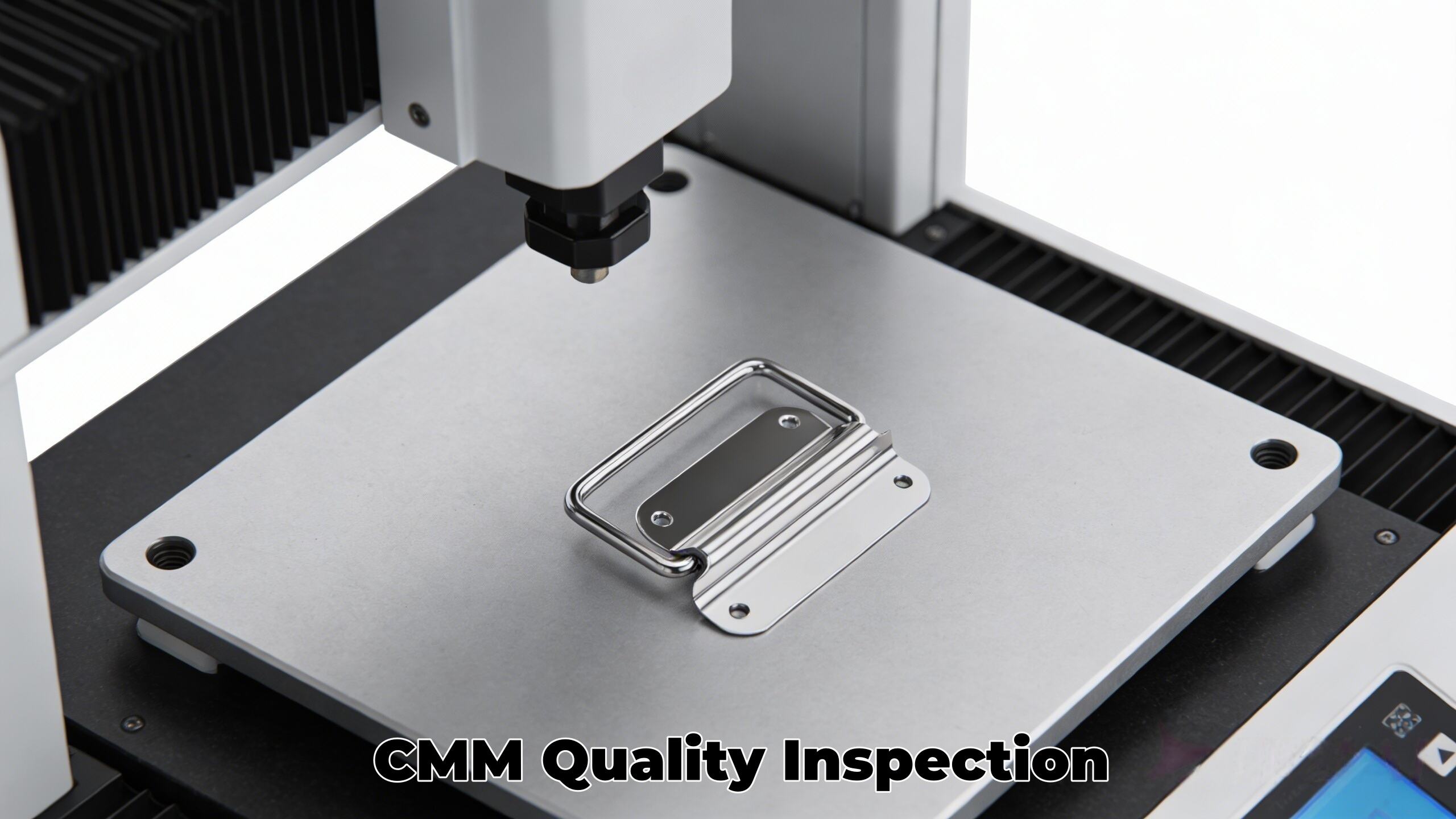
4. Проверка готовой продукции и приемка на заводе
Разработайте комплексный стандарт испытаний, чтобы гарантировать соответствие каждой партии продукции установленным требованиям:
- Проверка точности размеров: используйте координатно-измерительную машину (КИМ) для определения положения отверстий на монтажной пластине и размеров рамы ручки.
- Тестирование производительности: случайным образом выбрать 10% продукции для испытаний на несущую способность (нагрузка 30 кг в течение 24 часов, без деформации и трещин) и испытаний в солевом тумане (48 часов в нейтральной солевой среде, без коррозии и отслаивания покрытия на поверхности);
- Осмотр внешнего вида: визуально проверить каждое изделие по отдельности на равномерность покрытия поверхности, отсутствие царапин, пузырей, а также соответствие зеркального эффекта стандарту.

III. Заключение
В этом проекте обработки складной ручки из нержавеющей стали 304 с использованием точного применения ключевых технологий металлообработки, таких как штамповка, гибка на станках с ЧПУ, прецизионная клёпка и электролитическое хромирование, в сочетании с целенаправленными техническими оптимизациями, были успешно решены трудности обработки, вызванные характеристиками материала. Окончательно поставленные продукты не только соответствуют строгим требованиям заказчика к точности, эксплуатационным характеристикам и внешнему виду, но и заслужили доверие клиента благодаря контролю качества на всех этапах процесса. В настоящее время эта партия ручек массово применяется в каркасах медицинского оборудования заказчика, получив положительные отзывы на рынке.
Мы обладаем возможностью изготовления различных металлических изделий по индивидуальному заказу и можем работать с различными материалами (нержавеющая сталь, углеродистая сталь, медь, латунь ,сплав алюминия и т.д.), процессы и функциональные требования в соответствии с потребностями заказчика. Производство является полностью прозрачным, с контролируемым качеством и гарантированным сроком поставки.