Hộp Xử Lý Tay Cầm Kim Loại Di Động: Hành Trình Kiểm Soát Chất Lượng Từ Bản Vẽ Đến Sản Phẩm Hoàn Thiện
I. Bối Cảnh Dự Án Và Yêu Cầu Cốt Lõi
- Yêu Cầu Khách Hàng: Tùy chỉnh một lô tay cầm kim loại có thể gập được và dễ mang theo cho các thùng dụng cụ mới của họ. Vật liệu là thép không gỉ 304 (chống ăn mòn và không từ tính), yêu cầu khả năng gập mượt 180°, xử lý bề mặt đánh bóng gương, khả năng chịu tải ≥30kg và vượt qua bài kiểm tra phun muối (cấp độ chống ăn mòn ≥48 giờ).

II. Công Nghệ Xử Lý Cốt Lõi Và Quy Trình Triển Khai
- Việc gia công tay cầm này được chia thành bốn khâu cốt lõi, mỗi khâu được phối hợp chính xác với công nghệ gia công kim loại để đảm bảo chất lượng sản phẩm và hiệu quả sản xuất:
1. Xử Lý Sơ Bộ Nguyên Liệu Và Tạo Hình Thành Phần
- Đầu tiên, các tấm 304SS tuân thủ tiêu chuẩn quốc gia GB/T 3280-2015 được chọn làm nguyên liệu.
- Tạo hình tấm lắp đặt: Áp dụng công nghệ dập chính xác. Tấm inox được dập một lần thông qua khuôn chuyên dụng để hoàn thành việc tạo hình đường viền ngoài, lỗ vít và rãnh lắp trục quay của tấm lắp. Trong quá trình dập, sử dụng khuôn hợp kim cứng kết hợp với định vị chính xác của máy dập CNC để đảm bảo độ lệch vị trí lỗ của từng mẻ tấm lắp đạt đúng yêu cầu kỹ thuật.
-
Tạo hình khung tay cầm: Quy trình tích hợp "cuộn lò xo CNC + xử lý nhiệt định hình" được áp dụng. Bước 1: Làm thẳng tấm thép không gỉ bằng máy làm thẳng để đảm bảo lực đồng đều trong quá trình cuộn; Bước 2: Sử dụng máy cuộn lò xo CNC để trực tiếp cuộn tấm thép không gỉ thành hình dạng theo các thông số đường viền hình chữ U đã được thiết lập trước, và kiểm soát chính xác góc xoắn và lực căng trong quá trình cuộn; Bước 3: Tiến hành xử lý nhiệt định hình lò xo ngay lập tức. Thông qua việc kiểm soát chính xác nhiệt độ và thời gian, tay cầm tạo thành cấu trúc lò xo hình chữ U ổn định với hiệu suất đàn hồi gấp gọn đáng tin cậy. Sau khi tạo hình, các lỗ được mài để loại bỏ bavia nhằm tránh các cạnh sắc nhọn làm trầy xước người lắp đặt.

2. Lắp ráp và hiệu chỉnh chức năng
- Lõi của dây chuyền lắp ráp là thực hiện việc gập gọn trơn tru và kết nối ổn định của tay cầm. Công nghệ đinh tán chính xác được sử dụng để cố định khung hình chữ U và cấu trúc trục xoay của tấm gắn. Đầu tiên, lắp bộ giảm chấn lò xo inox tại trục xoay, sau đó dùng súng tán đinh khí nén để ép chính xác đinh tán inox φ3mm vào vị trí lỗ đã dự trữ, đảm bảo sau khi tán đinh không bị lỏng lẻo hay biến dạng.
- Sau khi lắp ráp, tiến hành hiệu chỉnh chức năng theo lô. Mỗi tay cầm cần được mở và đóng bằng tay 10 lần để kiểm tra độ trơn tru khi gập (không bị kẹt, không có tiếng ồn bất thường), đồng thời đảm bảo khe hở lắp ráp với tấm gắn đáp ứng thông số kỹ thuật sau khi đóng.

3. Xử lý bề mặt (Khâu đảm bảo chất lượng cốt lõi)
- Để đáp ứng yêu cầu của khách hàng về hiệu ứng gương và khả năng chống ăn mòn, xử lý bề mặt được thực hiện theo ba bước:
- Đánh bóng thô: Sử dụng máy đánh bóng bằng bánh mài để đánh bóng sơ bộ toàn bộ tay cầm, loại bỏ lớp vảy oxy hóa bề mặt, dấu vết dập nổi và các ba via tán còn sót lại.
-
Đánh bóng tinh: Tập trung đánh bóng các chi tiết nhỏ như các góc khung hình chữ U và các cạnh của tấm lắp ráp để cuối cùng đạt được hiệu ứng nhẵn mịn và hoàn hảo.
-
B đúng rồi. F hoàn thiện :Cuối cùng, sử dụng bánh vải đánh bóng kết hợp với bột đánh bóng cấp độ micron để đạt được hiệu ứng bóng như gương.

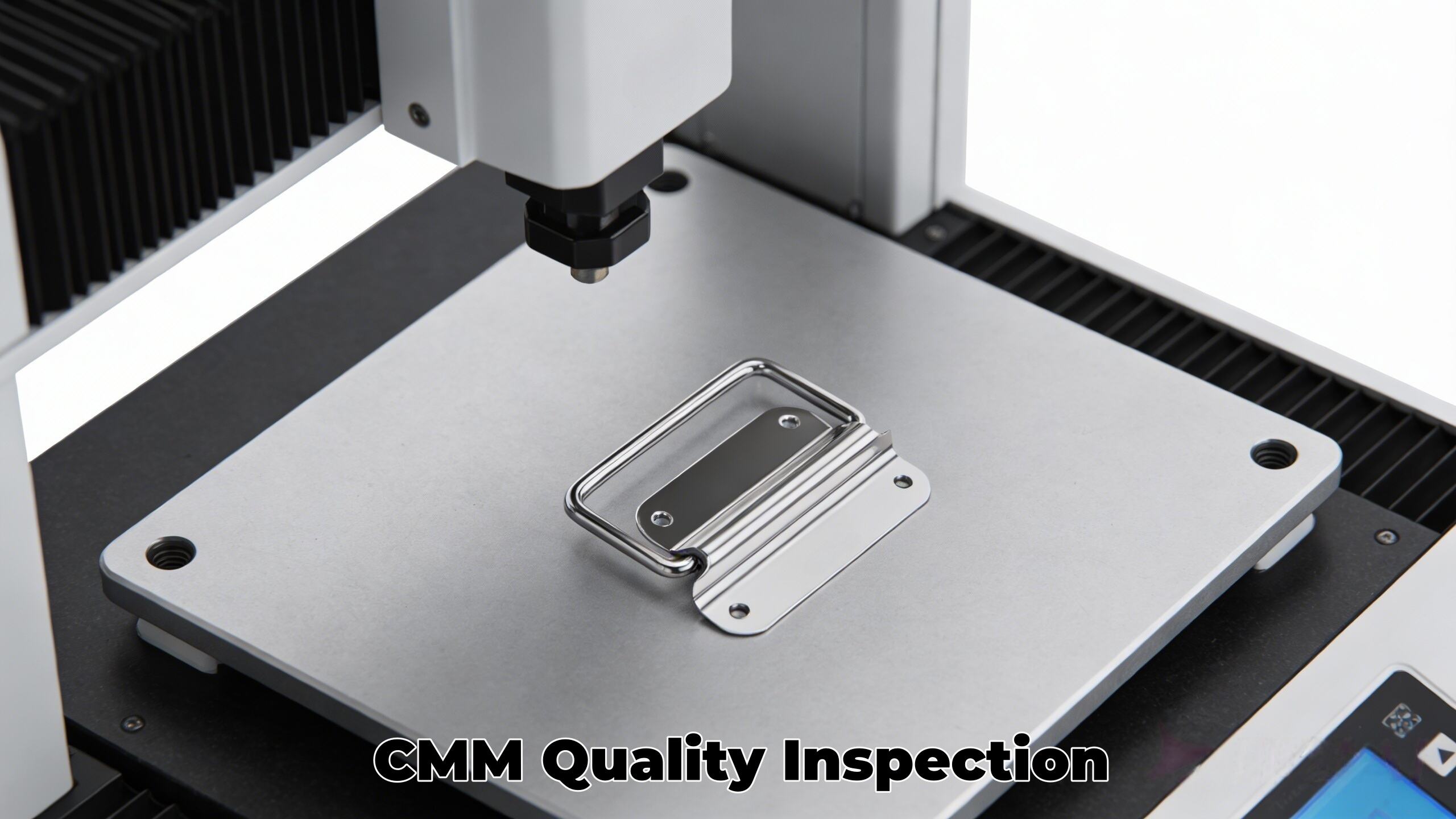
4. Kiểm tra sản phẩm hoàn chỉnh và nghiệm thu tại nhà máy
Thiết lập tiêu chuẩn kiểm tra toàn diện để đảm bảo mỗi lô sản phẩm đều đáp ứng yêu cầu:
- Kiểm tra độ chính xác về kích thước: Sử dụng máy đo ba chiều (CMM) để kiểm tra vị trí lỗ trên tấm lắp ráp và kích thước khung tay cầm.
- Kiểm tra hiệu suất: Chọn ngẫu nhiên 10% sản phẩm để kiểm tra chịu tải (tải trọng 30kg trong 24 giờ, không biến dạng, không gãy) và kiểm tra phun muối (48 giờ trong môi trường phun muối trung tính, bề mặt không rỉ sét, không bong tróc lớp phủ);
- Kiểm tra ngoại hình: Kiểm tra thủ công từng sản phẩm một cách riêng biệt để đảm bảo lớp phủ bề mặt đồng đều, không trầy xước, không bong bóng, và hiệu ứng gương đạt tiêu chuẩn.

III. Tóm tắt
Trong dự án gia công tay cầm gấp gọn bằng thép không gỉ 304 này, thông qua việc ứng dụng chính xác các công nghệ gia công kim loại cốt lõi như dập, uốn CNC, đinh tán chính xác và mạ crom điện phân, kết hợp với các tối ưu hóa kỹ thuật định hướng, những khó khăn trong gia công do đặc tính vật liệu đã được giải quyết thành công. Các sản phẩm cuối cùng không chỉ đáp ứng yêu cầu nghiêm ngặt của khách hàng về độ chính xác, hiệu năng và hình thức mà còn giành được sự tin tưởng của khách hàng nhờ kiểm soát chất lượng toàn bộ quá trình. Hiện tại, lô tay cầm này đã được ứng dụng rộng rãi trên khung thiết bị y tế của khách hàng, nhận được phản hồi thị trường tích cực.
Chúng tôi có khả năng gia công theo yêu cầu cho nhiều loại sản phẩm kim loại khác nhau, và có thể thích ứng với các vật liệu khác nhau (thép không gỉ, thép cacbon, đồng, đồng thau ,hợp kim nhôm, v.v.), quy trình và yêu cầu chức năng theo nhu cầu của khách hàng. Sản xuất được thực hiện hoàn toàn minh bạch, với chất lượng kiểm soát được và thời gian giao hàng được đảm bảo.