Metal Taşınabilir Kulp İşleme Kutusu: Çizimden Nihai Ürüne Kalite Kontrolün Bir Yolculuğu
I. Proje Geçmişi ve Temel Gereksinimler
- Müşteri Talebi: Yeni dolapları için katlanabilir ve taşınabilir metal saplı bir parti özelleştirme. Malzeme 304 paslanmaz çeliktir (korozyona dayanıklı ve manyetik olmayan), 180° düzgün katlanma, yüzey işlemi olarak ayna parlatma, taşıma kapasitesi ≥30 kg ve tuz spreyleme testini geçmesi (korozyon direnci sınıfı ≥48 saat) gerekmektedir.

II. Temel İşleme Teknolojisi ve Uygulama Süreci
- Bu sapın işlenmesi dört temel aşamaya bölünmüştür ve her aşama ürün kalitesini ve üretim verimliliğini sağlamak amacıyla metal işleme teknolojisine hassas şekilde uymaktadır:
1. Ham Madde Ön İşlemesi ve Bileşen Şekillendirme
- İlk olarak, ulusal standart GB/T 3280-2015'e uygun 304SS levhalar ham madde olarak seçilir.
- Montaj Plakası Şekillendirme: Hassas presleme teknolojisi kullanılmaktadır. Paslanmaz çelik plaka, özel kalıp ile bir defada preslenerek montaj plakasının dış konturu, vida delikleri ve döner mil montaj kanallarının şekillendirilmesi tamamlanır. Presleme işlemi sırasında sert metal kalıplar kullanılır ve CNC pres makinesinin hassas konumlandırılması ile birlikte her bir partideki montaj plakalarının delik konum sapması özelliklerine uygun olacak şekilde sağlanır.
-
Kulp Çerçevesi Şekillendirme: "CNC yay sarma + sabitleme ısıl işlem" entegre bir süreç olarak uygulanır. Adım 1: Bir doğrultma makinesi ile paslanmaz çelik levhanın düzgünliğini doğrultun, böylece sarma sırasında kuvvetin eşit dağılmasını sağlayın; Adım 2: CNC yay sarma makinesini kullanarak paslanmaz çelik levhayı önceden ayarlanmış U şeklindeki kontur parametrelerine göre doğrudan şekil verin ve sarma sürecinde spiral açısını ve gerilimi hassas bir şekilde kontrol edin; Adım 3: Hemen yay sabitleme ısıl işlemi uygulayın. Sıcaklık ve zamanın hassas kontrolüyle kulp, güvenilir katlanabilir elastik sıfırlama performansına sahip kararlı bir U şeklinde yay yapısı oluşturur. Şekillendirme sonrasında kenarlar, keskin köşelerin montajcıları çizmesini önlemek için pürüzsüz hale getirilir.

2. Montaj ve Fonksiyonel Ayar
- Montaj hattının temel noktası, sapın sorunsuz katlanmasını ve sağlam bağlantısını gerçekleştirmektir. U şeklindeki çerçeve ile montaj plakasının döner mil yapısı, hassas perçinleme teknolojisi kullanılarak sabitlenir. İlk olarak döner mile paslanmaz çelik bir yay damper takılır, ardından pnömatik perçin tabancası kullanılarak φ3 mm'lik paslanmaz çelik perçin ayrılmış delik konumuna tam olarak sıkılır ve perçinlemenin ardından herhangi bir gevşeme veya deformasyon olmaz.
- Montajdan sonra parti halinde fonksiyonel ayarlamalar yapılır. Her bir sapın katlanma kolaylığıni test etmek için (takılma yok, anormal ses yok) elle 10 kez açılması ve kapatılması gerekir. Aynı zamanda kapandıktan sonra montaj plakasıyla uyumlu aralığın belirtimlere uygun olduğundan emin olunur.

3. Yüzey İşlemesi (Temel Kalite Güvence Bağlantısı)
- Müşterinin ayna efekti ve korozyon direnci taleplerini karşılamak için yüzey işlemi üç aşamada uygulanır:
- Kaba Parlatma: Taşlama tekerleği parlatma makinesini kullanarak sapın tamamını kaba parlatın ve yüzey oksit tabakasını, damgalama izlerini ve kalan perçin çıkıntılarını temizleyin.
-
İnce Parlatma: U şeklindeki çerçeve köşeleri ve montaj plakasının kenarları gibi detaylı bölgelere odaklanarak parlatma yapın sonunda pürüzsüz ve kusursuz bir görünüm elde edin.
-
B - Evet. F son :Son olarak, bir parlatma bez tekerleği mikron düzeyinde parlatma macunu ile birlikte kullanılarak ayna gibi bir etki elde edildi.

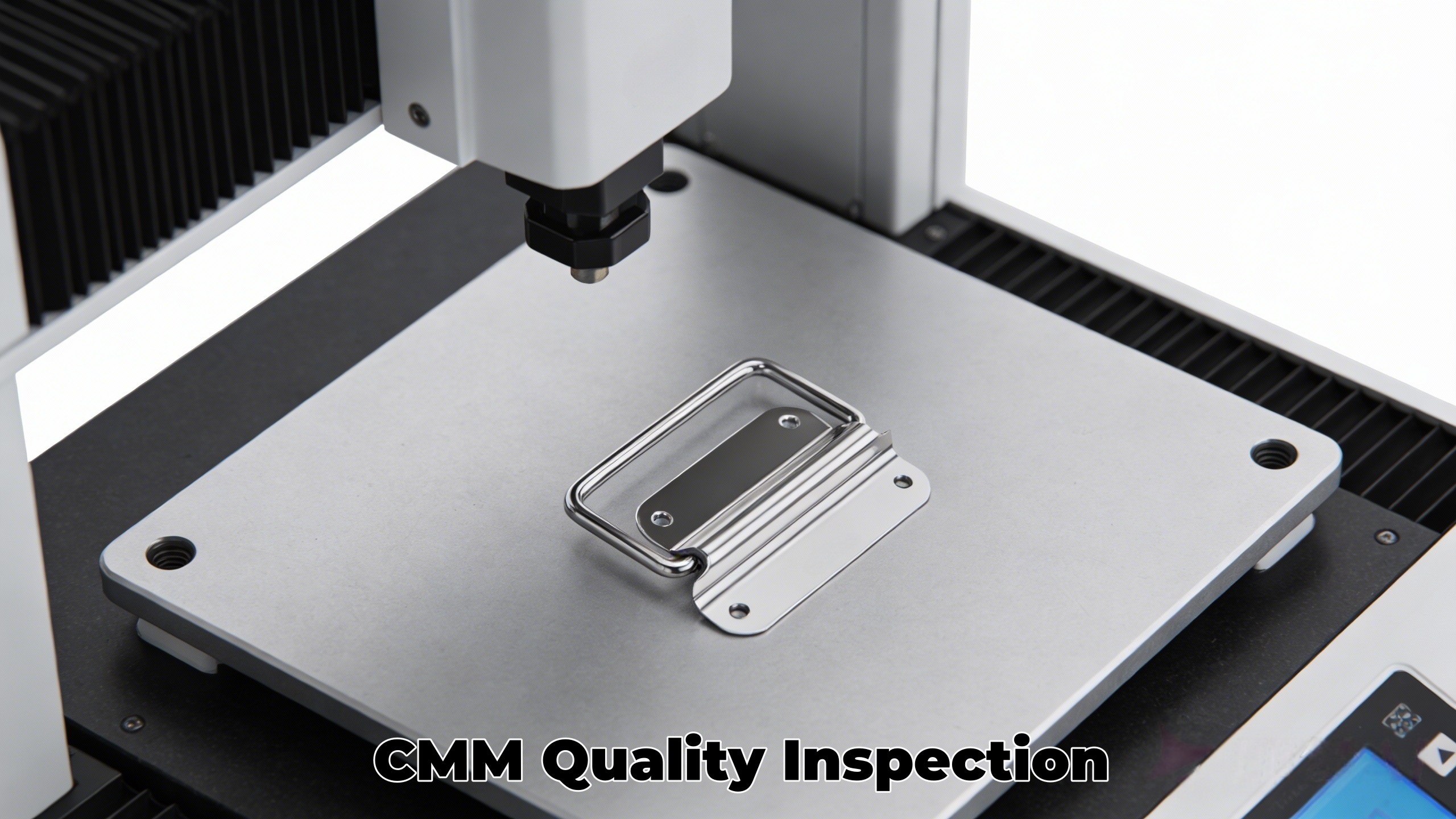
4. Son Üründe Muayene ve Fabrika Kabulü
Her parti ürünün gereklilikleri karşıladığını sağlamak için kapsamlı bir test standardı oluşturun:
- Boyutsal Hassasiyet Kontrolü: Montaj plakasının delik konumlarını ve sap çerçevesinin boyutlarını tespit etmek için koordinat ölçüm cihazı (CMM) kullanın.
- Performans Testi: Ürünlerin %10'u rastgele seçilerek taşıma kapasitesi testine (30 kg ağırlıkla 24 saat, deformasyon veya kırılma olmaması) ve tuz püskürtme testine (nötral tuz püskürtme ortamında 48 saat, yüzeyde pas ya da kaplamada soyulma olmaması) tabi tutulur;
- Görünüş Kontrolü: Her ürün tek tek elle kontrol edilerek yüzey kaplamasının eşit olması, çizik ve kabarcık içermemesi, ayna etkisinin standartlara uyması sağlanır.

III. Özet
Bu 304 paslanmaz çelik katlanır sap işleme projesinde, presleme, CNC bükme, hassas perçinleme ve elektrolitik krom kaplama gibi temel metal işleme teknolojilerinin hassas uygulanması ile hedefe yönelik teknik optimizasyonlar birleştirilerek, malzeme özelliklerinden kaynaklanan işleme zorlukları başarıyla çözüldü. Nihayetinde teslim edilen ürünler, sadece müşterinin hassasiyet, performans ve görünüm açısından katı gereksinimlerini karşılamakla kalmadı, aynı zamanda süreç boyunca uygulanan kalite kontrol ile müşterinin güvenini kazandı. Şu anda bu parti saplar, müşterinin tıbbi ekipman şasisine seri olarak uygulanmış olup, iyi piyasa geri bildirimleri alınmaktadır.
Çeşitli metal ürünler için özelleştirilmiş işleme kapasitemiz mevcuttur ve farklı malzemelere (paslanmaz çelik, karbon çelik, bakır, pirinç ,alüminyum alaşım vb.), müşteri ihtiyaçlarına göre süreçler ve işlevsel gereksinimler. Üretim tamamen şeffaftır, kalite kontrol edilebilir ve teslimat süresi garantilidir.






