Metal Qapaqlı Taşınabilən Qurğuların Emalı: Çertyoždan Son Məhsula Qədər Keyfiyyət Nəzarətinin Səfəri
I. Layihənin Arxa Planı və Əsas Tələblər
- Müştəri tələbi: Yeni alət qutuları üçün katlanan və daşınabilən bir toxumu metal qulp fərdiləşdirmək. Material 304 paslanmayan poladdır (korroziyaya və maqnitləşməyə davamlı), 180° hamar qatlama tələb olunur, səth emalı üçün ayna parlaqlığı, yükgötürmə qabiliyyəti ≥30 kq və duz spreyi testindən keçməlidir (korroziyaya davamlılıq dərəcəsi ≥48 saat).

II. Əsas Emal Texnologiyası və Həyata Keçirilmə Prosesi
- Bu qulpa emal prosesi dörd əsas mərhələyə bölünür, hər biri məhsul keyfiyyəti və istehsal səmərəliliyini təmin etmək üçün metalların emal texnologiyasına dəqiq uyğun gəlir:
1. Xammalın Əvvəlcədən Emalı və Komponentin Forma Verilməsi
- Əvvəlcə milli standart GB/T 3280-2015 tələblərinə uyğun 304SS lövhələr xammal kimi seçilir.
- Quraşdırma Plitəsinin Formalaşdırılması: Dəqiqlikli presləmə texnologiyasından istifadə olunur. Paslanmayan polad lövhə fərdi kalıp vasitəsilə bir dəfəyə preslənir və beləliklə quraşdırma plitəsinin xarici konturu, vida delikləri və fırlanan millərin quraşdırılacağı yuvaların forması alınır. Presləmə prosesi zamanı sementləşdirilmiş karbid kalıplardan və CNC pres-punçun dəqiq mövqe təyini ilə birləşdirilir ki, bu da hər partiyadakı quraşdırma plitalarının delik yerləşmə meylinin tələblərə uyğun olmasını təmin edir.
-
Tutacaq Çərçivəsinin Hazırlanması: "CNC yay sarılması + sabitləşdirici istilik müalicəsi" prosesinin birləşdirilməsindən ibarət inteqrasiya edilmiş proses tətbiq olunur. Addım 1: Düzəldici maşın vasitəsilə paslanmayan polad lövhənin düzünü düzəldin və sarma zamanı bərabər yükün təmin edilməsini təmin edin; Addım 2: CNC yay sarılma maşınından istifadə edərək paslanmayan polad lövhəni proqramlaşdırılmış U şəkilli kontur parametrlərinə uyğun birbaşa forma salın və sarma prosesi zamanı heliks bucağını və gərginliyi dəqiq nəzarət edin; Addım 3: Dərhal yayın sabitləşdirici istilik müalicəsini həyata keçirin. Temperaturun və müddətin dəqiq nəzarəti sayəsində tutacaq, etibarlı qatlanan elastik sıfırlama xüsusiyyətinə malik sabit U formasında yay strukturu əmələ gətirir. Formalaşdırmadan sonra kənarlar ləkələri çıxarmaq üçün zımparalanır ki, kəskin kənarlar montajçıları xəsarətə məruz qoymasın.

2. Montaj və funksional sazlama
- Montaj qovşağının əsası tutacağın hamar qatlanmasını və sabit birləşməsini təmin etməkdir. U şəkilli çərçivənin və montaj lövhəsinin fırlanan milli konstruksiyasının bərkidilməsi üçün dəqiq böyük texnologiyasından istifadə olunur. Əvvəlcə fırlanan milə paslanmayan poladdan hazırlanmış bir yaylı amortizator quraşdırılır, sonra isə pnevmatik böyük qolu ilə φ3mm-lik paslanmayan polad böyəyi rezervlənmiş delik yerinə dəqiq basılır ki, böyükdən sonra heç bir lövsəlik və ya deformasiya olmasın.
- Quraşdırmadan sonra toplu funksional sazlama aparılır. Hər bir tutacaq qatlanma hərəkətinin hamarlığını yoxlamaq üçün (tikiş, qeyri-adi səs yaranmaması) 10 dəfə əl ilə açılıb-bağlanır və eyni zamanda bağlandıqdan sonra montaj lövhəsi ilə uyğunluq boşluğunun spesifikasiyalara cavab verdiyinə əmin olunur.

3. Səthin emalı (Əsas keyfiyyət təminatı mərhələsi)
- Müştərinin güzgü effekti və korroziyaya davamlılığı tələblərini ödəmək üçün səthin emalı üç mərhələdə həyata keçirilir:
- Təxmini parlaqlaşdırma: Tutacağın bütün səthindən oksid təbəqəsini, döymə izlərini və qalıq popaşlama kənarlarını aradan qaldırmaq üçün zımpara çarxı ilə parlaqlaşdırma maşınından istifadə edin.
-
Dəqiq parlaqlaşdırma: U şəkilli çərçivənin künc və quraşdırma lövhəsinin kənarları kimi detallı hissələrin parlaqlaşdırılmasına xüsusi diqqət yetirin nəticədə hamar və pürsüzsüz effekt əldə etmək üçün.
-
B sağ F nəhayət :Nəhayət, bir parlaqlaşdırma parça çarxı aşağıdakılarla birləşdirildi mikron səviyyəli parlaqlaşdırma pastası ilə güzgü kimi effekt əldə etmək üçün.

4. Hazır məhsulun yoxlanılması və fabrikdə qəbulu
Hər bir partiyasının tələbləri yerinə yetirdiyinə əmin olmaq üçün kompleks test standartı qurun:
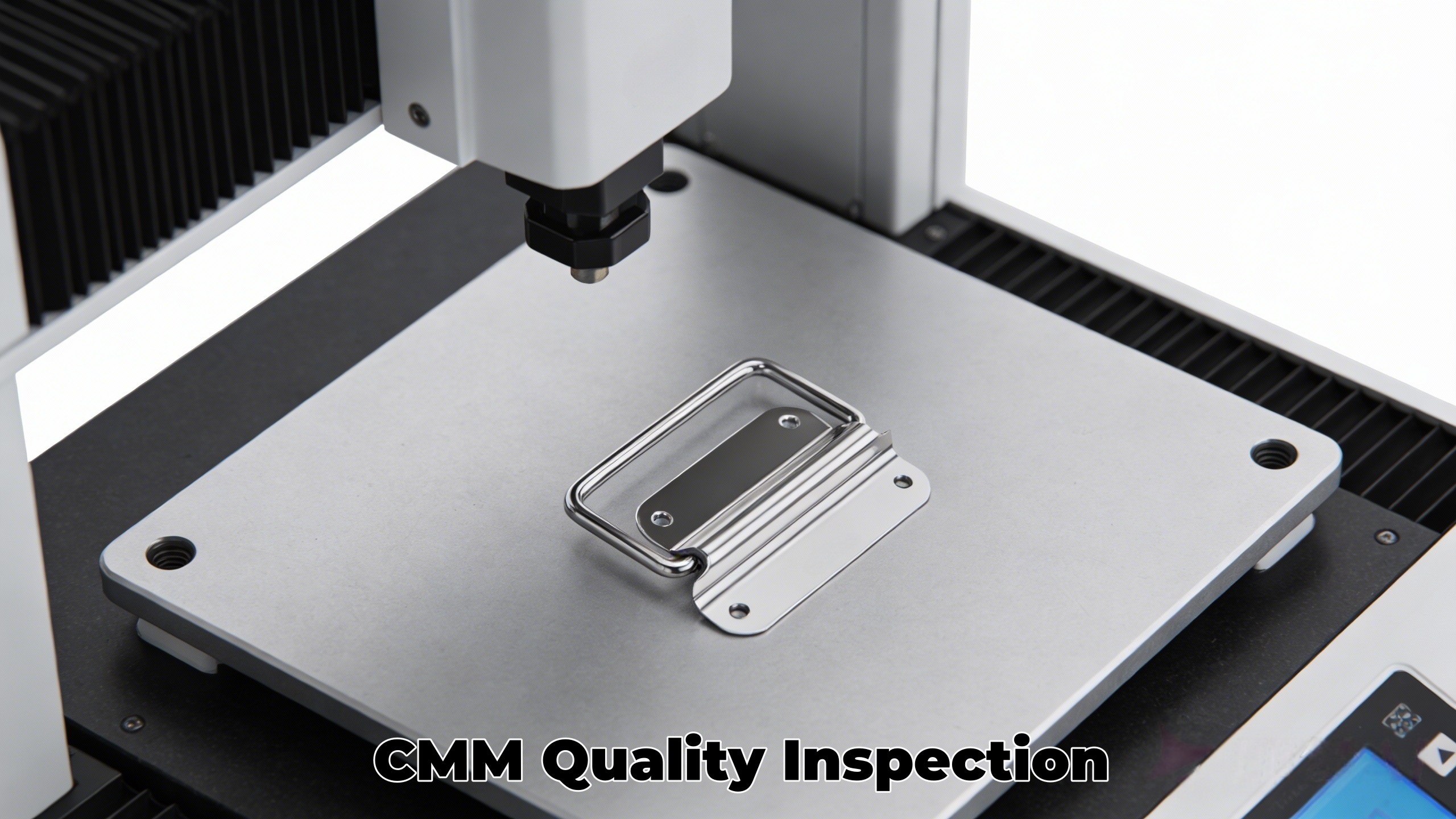
- Ölçü dəqiqliyinin yoxlanması: Quraşdırma lövhəsinin deliklərinin mövqeyini və tutacaq çərçivəsinin ölçüsünü aşkar etmək üçün koordinatlı ölçü cihazından (CMM) istifadə edin.
- Performans Testi: Məhsulların 10%-ni təsadüfi seçib yükgötürmə testinə (30 kq çəki ilə 24 saat, deformasiya və ya qırılma olmadan) və duz sisi testinə (neytral duz sisi mühitində 48 saat, səthdə pas və ya örtük soyulması olmadan) tabe etmək;
- Görkəm Yoxlaması: Hər bir məhsulun səthinin bərabər örtülməsini, xətt-çat işarələrinin olmamasını, baloncukların olmamasını və güzgü effektinin standart tələblərini ödəməsini əllə yoxlamaq;

III. Xülasə
Bu 304 paslanmayan polad qatlanan tutacaq emal layihəsində, təzyiq, CNC bükülmə, dəqiq qaynaq və elektroliz xrom kaplama kimi əsas metalların emal texnologiyalarının dəqiq tətbiqi, həmçinin yönəldilmiş texniki optimallaşdırmalarla birləşdirilməsi sayəsində materialın xarakteristikaları ilə əlaqədar yaranan çətinliklər uğurla həll edilmişdir. Nəticədə təhvil verilən məhsullar dəqiqlik, performans və görünüş üzrə müştərinin sərt tələblərini ödəyir və eyni zamanda bütün proses boyu keyfiyyət nəzarəti ilə müştərinin etibarını qazanmışdır. Hal-hazırda bu partiyadakı tutacaqlar müştərinin tibbi avadanlıqlar şassisində kütləvi şəkildə istifadə olunur və bazar tərəfindən yaxşı rəylər alır.
Biz müxtəlif metal məhsullar üçün fərdi emal imkanına malikik və müxtəlif materiallara (paslanmayan polad, karbon polad, mis, latun ,alüminium ərintisi və s.), müştəri tələblərinə uyğun proseslər və funksional tələblər. İstehsal tam şəffafdır, keyfiyyət nəzarət olunur və çatdırılma müddəti təmin edilir.






