Kovinski prenosni ročaj: Pot kontrole kakovosti od načrtovanja do končnega izdelka
I. Ozadje projekta in osnovne zahteve
- Zahteva stranke: Prilagoditev serije sklopnih in prenosnih kovinskih ročajev za nove omarice s pripomočki. Material je nerjaveče jeklo 304 (korozijo odporno in nemagnetno), zahtevano je gladko prepogibanje za 180°, zrcalno poliranje kot površinska obdelava, nosilna zmogljivost ≥30 kg ter uspešno opravljen test z razprševanjem slanega meglica (stopnja odpornosti proti koroziji ≥48 ur).

II. Osnovne tehnologije obdelave in postopek izvedbe
- Obdelava tega ročaja je razdeljena na štiri temeljne povezave, pri čemer vsaka natančno ustreza tehnologiji obdelave kovin, da se zagotovi kakovost izdelka in učinkovitost proizvodnje:
1. Predobdelava surovin in oblikovanje komponent
- Najprej se za izhodišče izberejo pločevine 304SS, ki ustrezajo nacionalnemu standardu GB/T 3280-2015.
- Oblikovanje nosilne plošče: Uporablja se tehnologija natančnega žiganja. Plošča iz nerjavnega jekla se enojno izžiga s posebnim orodjem, s čimer se konča oblikovanje zunanjega profila, vijakovnih lukenj in utorov za vrtalni del nosilne plošče. Med postopkom žiganja se uporabljajo orodja iz tvrdih kovin v kombinaciji s točnim pozicioniranjem CNC žigalnega stroja, da se zagotovi, da odstopanje položaja lukenj pri vsaki seriji nosilnih plošč ustreza specifikacijam.
-
Oblikovanje okvirja ročaja: Uporabljen je integrirani postopek »CNC navijanje vzmeti + toplotna obdelava za nastavitev«. Korak 1: Izravnajte ravnotežje nerjavnega jeklenega pločevina s pomočjo izravnalnega stroja, da zagotovite enakomerno obremenitev med navijanjem; Korak 2: Z uporabo CNC stroja za navijanje vzmeti neposredno navijte nerjavno jekleno pločevino v obliko glede na prednastavljene parametre U-oblike in natančno nadzorujte kot vijačnice ter napetost med postopkom navijanja; Korak 3: Takoj izvedite toplotno obdelavo za nastavitev vzmeti. S preciznim nadzorom temperature in časa ročaj dobi stabilno U-obliko vzmetne strukture z zanesljivo elastično lastnostjo povratnega prepogibanja. Po oblikovanju se robovi obrusijo, da se odstranijo ostrine in prepreči poškodba namestilcev zaradi ostrih robov.

2. Sestava in funkcijsko testiranje
- Jedro sestavnega spoja je omogočiti gladko skladnost in stabilno povezavo ročaja. Uporablja se natančna tehnologija zakovanja za pritrditev U-oblike okvirja in rotacijske gredi strukture namestitvene plošče. Najprej namestite jekleni vzmetni dušilnik na rotacijsko gred, nato pa s pneumatskim orodjem za zakovanje natančno vtaknite φ3 mm jeklen zakovico v predvideno luknjo, da zagotovite, da po zakovanju ni ohlapnosti ali deformacije.
- Po sestavljanju se izvede funkcionalno testiranje v serijah. Vsak ročaj je treba ročno odpreti in zapreti 10-krat, da se preizkusi gladkost skladanja (brez zatikanja, brez nenavadnih hrupov), hkrati pa je treba zagotoviti, da razmik med ročajem in namestitveno ploščo po zaprtju ustreza specifikacijam.

3. Obdelava površine (ključni del zagotavljanja kakovosti)
- Za izpolnjevanje zahtev stranke glede zrcalnega učinka in odpornosti proti koroziji se obdelava površine izvede v treh korakih:
- Grobo popolnjevanje: Uporabite brusilni stroj s polirnim kolesom za grobo popolnjevanje celotnega ročaja, da odstranite površinski oksidni sloj, oznake žigosanja in preostale žulje pri zakovicah.
-
Finokernelno popolnjevanje: Osredotočite se na popolnjevanje podrobnih delov, kot so vogali U-oblikovanega okvirja in robovi namestitvene plošče da se končno doseže gladki in brezhiben učinek.
-
B desno F končaj :Nazadnje je bilo uporabljeno polirno krilo iz tkanine v kombinaciji z polirnim pasto mikronske velikosti, da se doseže učinek kot zrcalo.

4. Kontrola gotovega izdelka in prevzem v tovarni
Ustanovite celovit preskusni standard, da zagotovite, da vsaka serija izdelkov ustreza zahtevam:
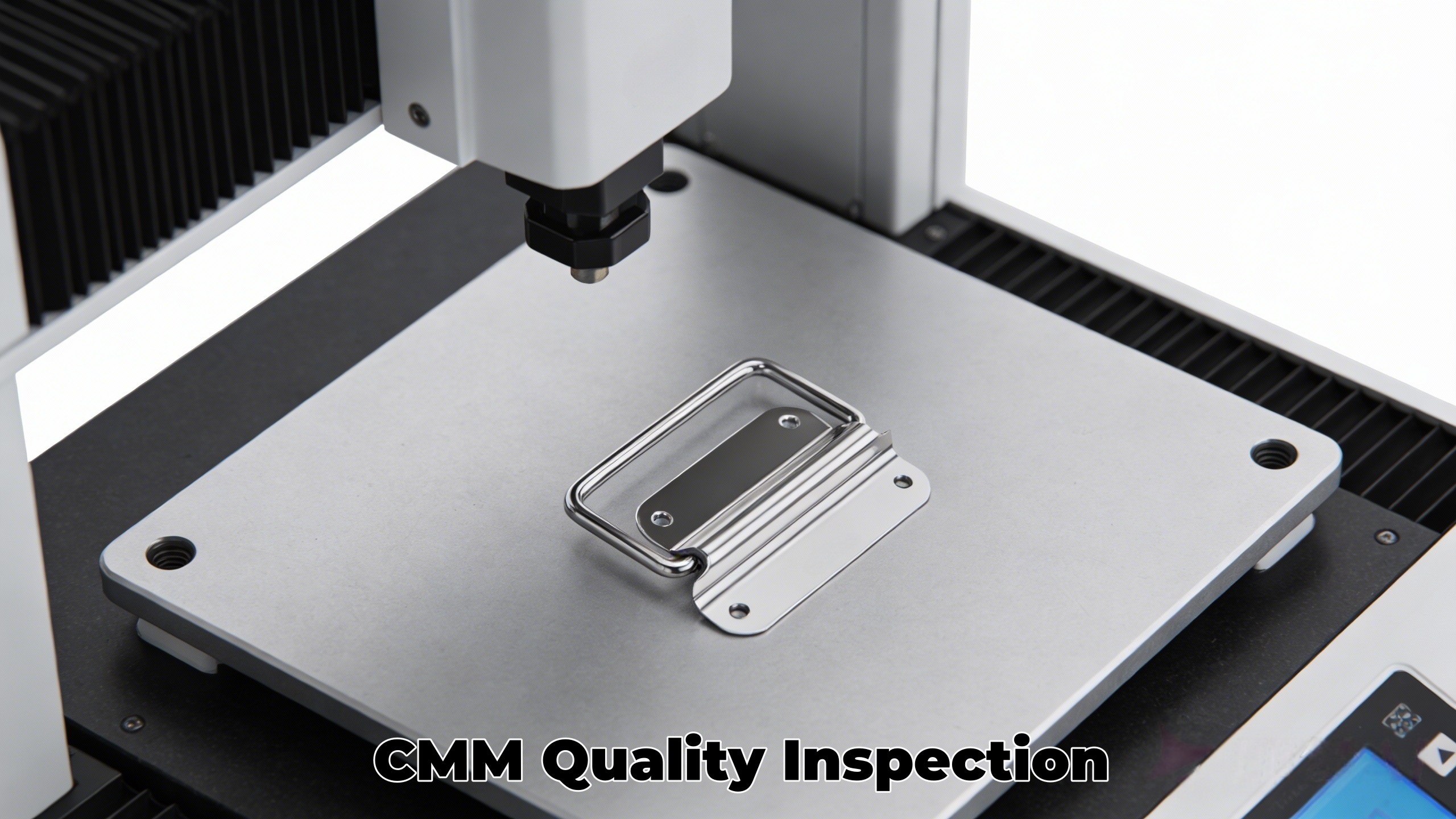
- Kontrola natančnosti dimenzij: Uporabite koordinatni merilni aparat (CMM) za zaznavanje položaja lukenj na namestitveni plošči in velikosti okvirja ročaja.
- Preizkušanje zmogljivosti: Naključno izberite 10 % izdelkov za preizkušanje nosilnosti (obremenitev s težo 30 kg v času 24 ur, brez deformacije in loma) in preizkušanje z morsko razpršeno raztopino (48 ur v nevtralnem okolju z razprševanjem soli, brez korozije ali luščenja prevleke na površini);
- Vizualni pregled: Vsak izdelek posebej ročno pregledamo glede enotne površinske prevleke, brez poškodb, brizganja in da učinek zrcala ustreza standardu.

III. Povzetek
V tem projektu obdelave strukturnih ročajev iz nerjavnega jekla 304, ki se lahko sklopijo, smo s točno uporabo osnovnih tehnologij obdelave kovin, kot so žigosanje, CNC krivljenje, natančno zatikanje in elektrolitično kromiranje, skupaj s ciljno tehnično optimizacijo, uspešno rešili težave pri obdelavi, povzročene zaradi lastnosti materiala. Končni izdelki ne izpolnjujejo le strogih zahtev stranke glede natančnosti, zmogljivosti in videza, temveč so si z celotnim kakovostnim nadzorom v procesu pridobili tudi zaupanje stranke. Trenutno se ta serija ročajev masovno uporablja v okvirjih medicinske opreme stranke, s čimer dobivajo dobre tržne odzive.
Imamo možnost izdelave različnih kovinskih izdelkov po meri in se lahko prilagodimo različnim materialom (nerjavno jeklo, ogljikovo jeklo, baker, mesing ,aluminijeva zlitina itd.), postopki in funkcionalne zahteve v skladu z zahtevami stranke. Proizvodnja je popolnoma pregledna, s kontrolirano kakovostjo in zagotovljenim rokom dobave.






