Boîtier métallique portable avec poignée : un parcours de contrôle qualité du dessin au produit fini
I. Contexte du projet et exigences principales
- Demande du client : Personnaliser un lot de poignées métalliques pliables et portables pour leurs nouvelles caisses à outils. Le matériau est de l'acier inoxydable 304 (résistant à la corrosion et non magnétique), avec un pliage fluide à 180°, une finition polie miroir, une capacité de charge ≥30 kg, et doit réussir le test de brouillard salin (classe de résistance à la corrosion ≥48 heures).

II. Technologie principale et processus de mise en œuvre
- Le traitement de cette poignée comprend quatre étapes clés, chacune étant précisément adaptée aux technologies de travail des métaux afin de garantir la qualité du produit et l'efficacité de production :
1. Traitement préalable de la matière première et formage des composants
- Tout d'abord, des tôles en 304SS conformes à la norme nationale GB/T 3280-2015 sont sélectionnées comme matière première.
- Formage de la plaque de fixation : Une technologie de poinçonnage de précision est utilisée. La plaque en acier inoxydable est poinçonnée d'un seul tenant à l'aide d'un moule sur mesure, permettant ainsi de réaliser d'un coup la forme extérieure, les trous filetés et les rainures de fixation de l'axe rotatif. Lors du poinçonnage, des moules en carbure métallique sont employés, combinés à un positionnement précis de la presse à poinçonner CNC, afin de garantir que l'écart de position des trous pour chaque série de plaques de fixation respecte les spécifications.
-
Formage du cadre de poignée : Un procédé intégré de « bobinage CNC + traitement thermique de stabilisation » est adopté. Étape 1 : redresser la planéité de la tôle d'acier inoxydable à l'aide d'une machine à redresser afin d'assurer une force uniforme pendant le bobinage ; Étape 2 : utiliser une machine à bobiner CNC pour enrouler directement la tôle d'acier inoxydable selon les paramètres prédéfinis de contour en U, et contrôler précisément l'angle d'hélice et la tension durant le processus de bobinage ; Étape 3 : effectuer immédiatement un traitement thermique de stabilisation du ressort. Grâce à un contrôle précis de la température et du temps, la poignée acquiert une structure de ressort en U stable, avec une performance fiable de remise en place élastique par pliage. Après formage, les extrémités sont meulées pour éliminer les bavures et éviter que des arêtes vives n'écorchent les installateurs.

2. Assemblage et mise au point fonctionnelle
- Le cœur de la liaison d'assemblage consiste à assurer le pliage fluide et la connexion stable de la poignée. Une technologie de rivetage de précision est utilisée pour fixer le cadre en forme de U et la structure de l'arbre rotatif de la plaque de montage. Tout d'abord, installer un amortisseur à ressort en acier inoxydable sur l'arbre rotatif, puis utiliser un pistolet à rivets pneumatique pour insérer avec précision le rivet en acier inoxydable de φ3 mm dans la position du trou prévue, en garantissant l'absence de jeu ou de déformation après le rivetage.
- Après assemblage, un débogage fonctionnel par lot est effectué. Chaque poignée doit être ouverte et fermée manuellement 10 fois afin de tester la fluidité du pliage (aucun blocage, aucun bruit anormal), tout en s'assurant que le jeu d'ajustement avec la plaque de montage respecte les spécifications une fois fermée.

3. Traitement de surface (Lien principal d'assurance qualité)
- Afin de répondre aux exigences du client en matière d'effet miroir et de résistance à la corrosion, le traitement de surface est mis en œuvre en trois étapes :
- Polissage grossier : Utiliser une machine à polir avec meule pour effectuer un polissage initial de toute la poignée afin d'éliminer l'écaille d'oxyde superficielle, les marques d'estampage et les bavures résiduelles de rivetage.
-
Polissage fin : Se concentrer sur le polissage des pièces détaillées telles que les coins du cadre en U et les bords de la plaque de fixation afin d'obtenir finalement un effet lisse et sans défaut.
-
B droit F inish :Enfin, une meule en tissu abrasif a été utilisée en combinaison avec une pâte à polir de niveau micron pour obtenir un effet miroir.

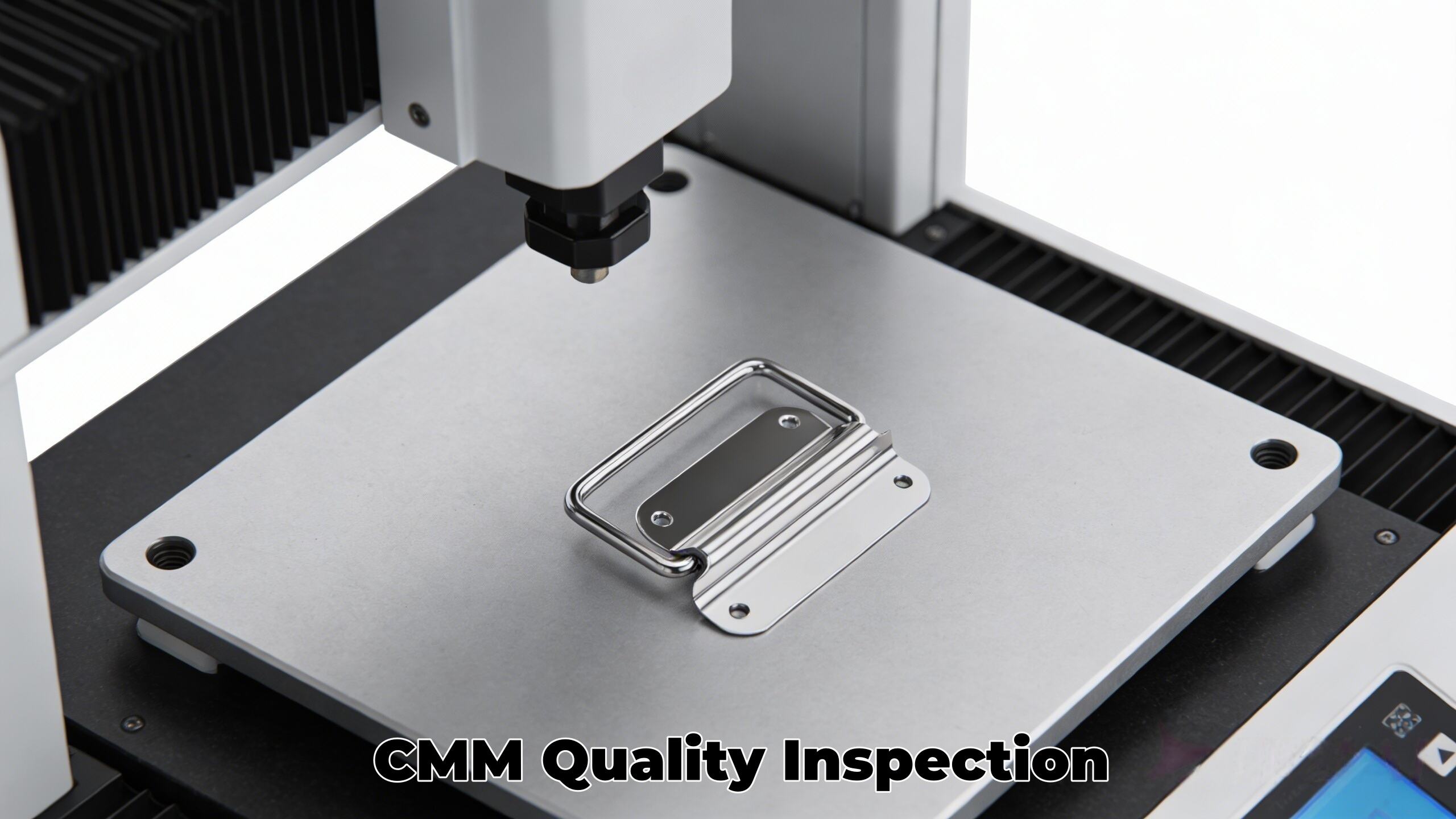
4. Inspection du produit fini et acceptation en usine
Établir une norme de test complète afin de garantir que chaque lot de produits réponde aux exigences :
- Inspection de la précision dimensionnelle : Utiliser une machine de mesure tridimensionnelle (CMM) pour détecter les positions des trous sur la plaque de fixation ainsi que les dimensions du cadre de la poignée.
- Essais de performance : sélectionner aléatoirement 10 % des produits pour un test de résistance à la charge (charger un poids de 30 kg pendant 24 heures, sans déformation ni fracture) et un test de brouillard salin (48 heures dans un environnement de brouillard salin neutre, sans rouille ni écaillage du revêtement en surface) ;
- Inspection visuelle : inspecter manuellement chaque produit un par un afin de garantir un revêtement de surface uniforme, sans rayures, sans bulles, et que l'effet miroir réponde aux normes.

III. Résumé
Dans ce projet de traitement de poignée pliable en acier inoxydable 304, les difficultés liées aux caractéristiques du matériau ont été résolues avec succès grâce à l'application précise de technologies clés de transformation des métaux telles que l'estampage, le cintrage CNC, le rivetage de précision et le chromage électrolytique, combinées à des optimisations techniques ciblées. Les produits finalement livrés répondent non seulement aux exigences strictes du client en matière de précision, de performance et d'apparence, mais ont également gagné sa confiance grâce à une maîtrise rigoureuse de la qualité tout au long du processus. Actuellement, cette série de poignées est largement utilisée dans le châssis des équipements médicaux du client, obtenant un retour positif sur le marché.
Nous disposons d'une capacité de traitement sur mesure pour divers produits métalliques et pouvons nous adapter à différents matériaux (acier inoxydable, acier au carbone, cuivre, laiton ,en alliage d'aluminium, etc.), des processus et des exigences fonctionnelles selon les besoins du client. La production est entièrement transparente, avec une qualité maîtrisée et un délai de livraison garanti.