Contexte du projet
Un fabricant d'équipements industriels nécessitait une production en série de supports de fixation pour armoires de contrôle automatisées. Ces supports doivent résister à une utilisation prolongée dans des environnements industriels humides, exigeant une excellente résistance structurelle et une grande résistance à la corrosion. Après comparaison de plusieurs fournisseurs, le client a finalement choisi de collaborer avec nous.
Exigences techniques
-
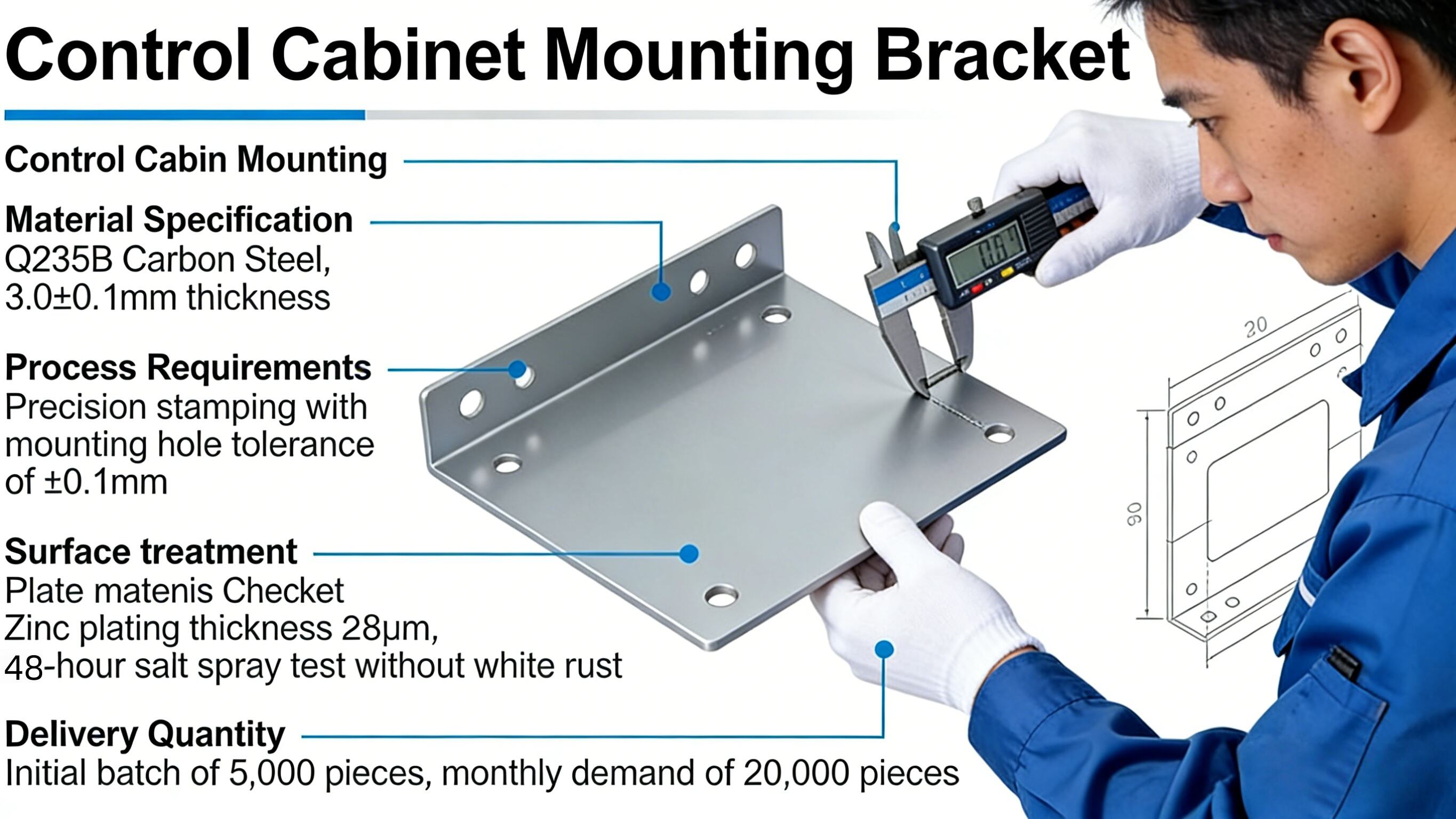
Nom du produit : Support de fixation pour armoire de commande
-
Spécification des matériaux : Acier au carbone Q235B, épaisseur 3,0 ± 0,1 mm
-
Exigences de processus : Formage par poinçonnage de précision, tolérance des trous de fixation ± 0,1 mm
-
Traitement de surface : Épaisseur du zingage ≥ 8 μm, test de brouillard salin de 48 heures sans rouille blanche
-
Quantité de livraison : Lot initial de 5 000 pièces, demande mensuelle de 20 000 pièces
Flux de processus détaillé
Inspection des matières premières
-
Utiliser un spectromètre pour effectuer une analyse compositionnelle des tôles en acier au carbone, en veillant à la conformité avec la norme Q235B normes.
- Effectuer des mesures d'épaisseur en plusieurs points afin de garantir l'uniformité du matériau.
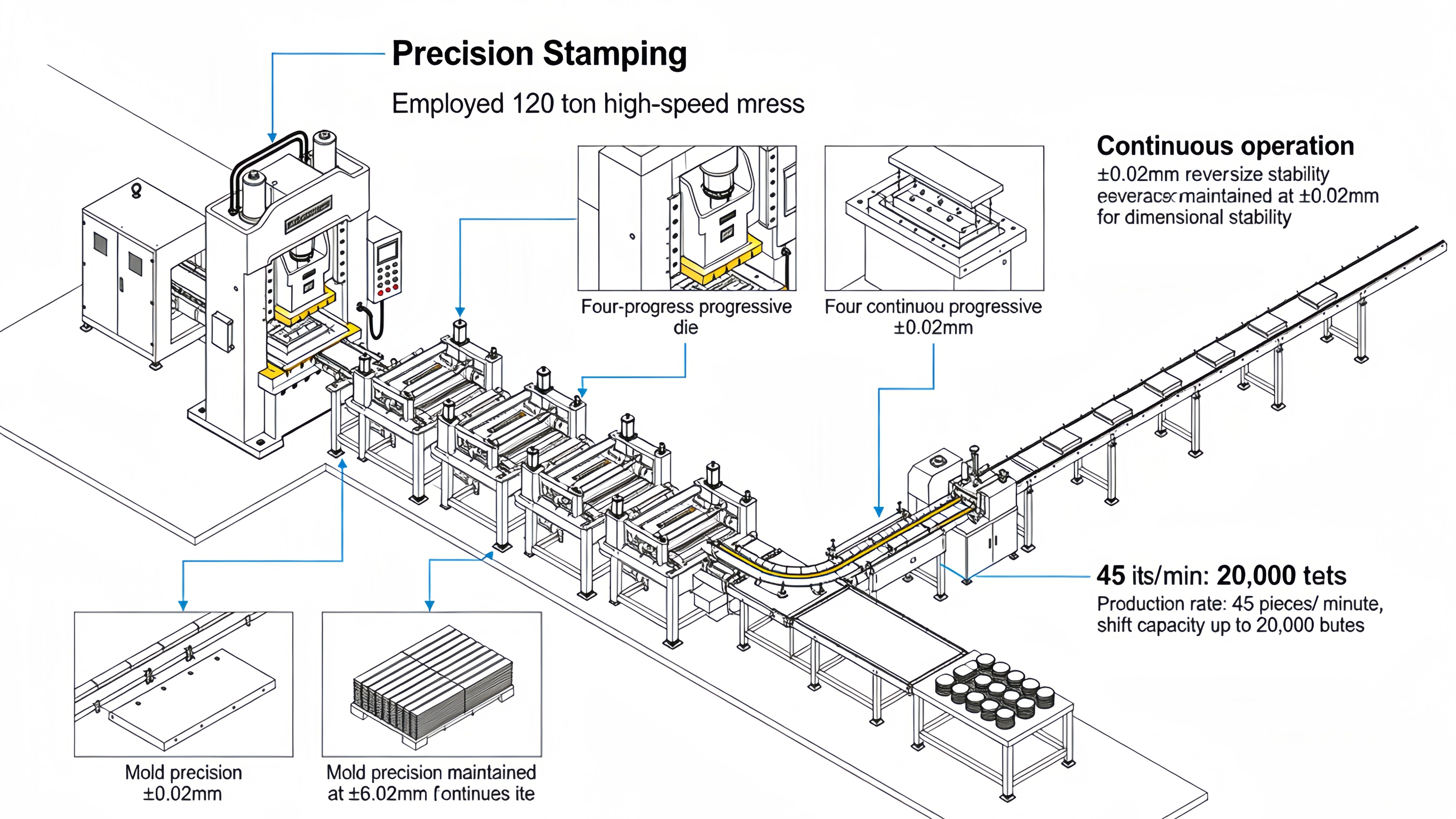
Formage par estampage de précision
- Utiliser une presse haute vitesse de 120 tonnes équipée d'une matrice progressive à quatre étages pour un fonctionnement continu.
- La précision de la matrice atteint ±0,1 mm, assurant la stabilité dimensionnelle du produit.
-
Cycle de production : 25 pièces par minute, capacité de production par poste pouvant atteindre 10 000 pièces.
Traitement de surface par galvanisation
-
Subir un processus de prétraitement rigoureux :
-
Désengraissage : Agent de dégraissage alcalin, température 60 °C, durée 5 minutes.
-
Pâte à crêpes : Concentration d'acide chlorhydrique à 18 %, température ambiante, durée de 15 minutes.
-
Plaquage au zinc : Température du bain de zinc à 450 °C, temps d'immersion de 2 minutes.
-
Passivation : Traitement de passivation au chromate pour améliorer les performances anti-corrosion.

Mesures d'Assurance Qualité
Inspection en cours de processus
-
Inspection du premier exemplaire : Effectuer une inspection complète des dimensions avant le début de chaque poste.
-
Système d'inspection tournante : Prélever un échantillon et vérifier horairement les dimensions critiques.
-
Comparaison avec la dernière pièce : Conserver le dernier produit de chaque série de production comme référence pour la traçabilité de la qualité.
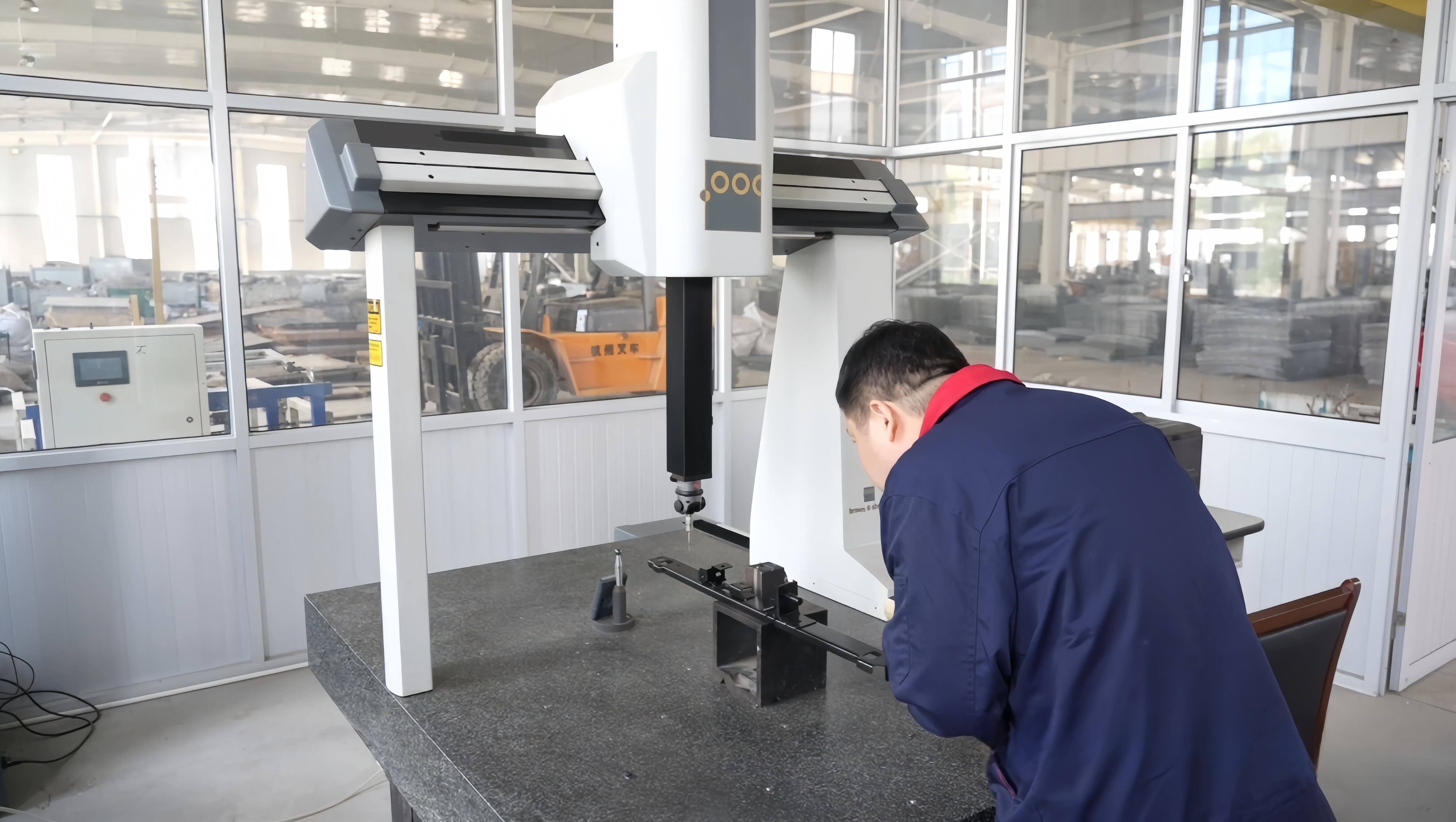
Test des produits finis
- Utiliser une machine de mesure tridimensionnelle (CMM) pour contrôler la précision des trous de fixation.
- Utiliser un jauge d'épaisseur de revêtement de zinc pour effectuer des mesures d'épaisseur multipoints.
- Soumettre régulièrement des échantillons à des institutions tierces pour des tests de corrosion au brouillard salin.
Résultats finaux et retour client
Les supports galvanisés présentent une surface uniforme bleu-blanc avec un revêtement dense et régulier. Lors de l'acceptation, le client a particulièrement souligné les caractéristiques suivantes du produit :
- Qualité excellente du revêtement, sans défauts tels que manques de galvanisation ou écaillage.
- La précision des trous de fixation répond entièrement aux exigences.
- Stabilité structurelle élevée.
Nos avantages en fabrication
À travers ce cas, nous avons démontré nos compétences professionnelles dans la fabrication de composants en acier au carbone :
- Expertise mature dans le procédé de galvanisation au zinc.
- Système rigoureux de contrôle qualité.
- Garantie fiable des délais de livraison.
- Maîtrise compétitive des coûts.
Nous sommes spécialisés dans la fourniture de services de fabrication métallique fiables et économiques à nos clients. Pour tous besoins relatifs, n'hésitez pas à nous contacter afin d'obtenir une proposition de solution et un devis.