Prosjektbakgrunn
En produsent av industriutstyr hadde behov for serieproduksjon av festekonsoller for montering av automatiske kontrollskap. Disse brakettene må tåle langvarig bruk i fuktige industrielle miljøer, med krav om utmerket strukturell styrke og korrosjonsmotstand. Etter å ha sammenlignet flere leverandører valgte kunden til slutt å samarbeide med oss.
Tekniske krav
-
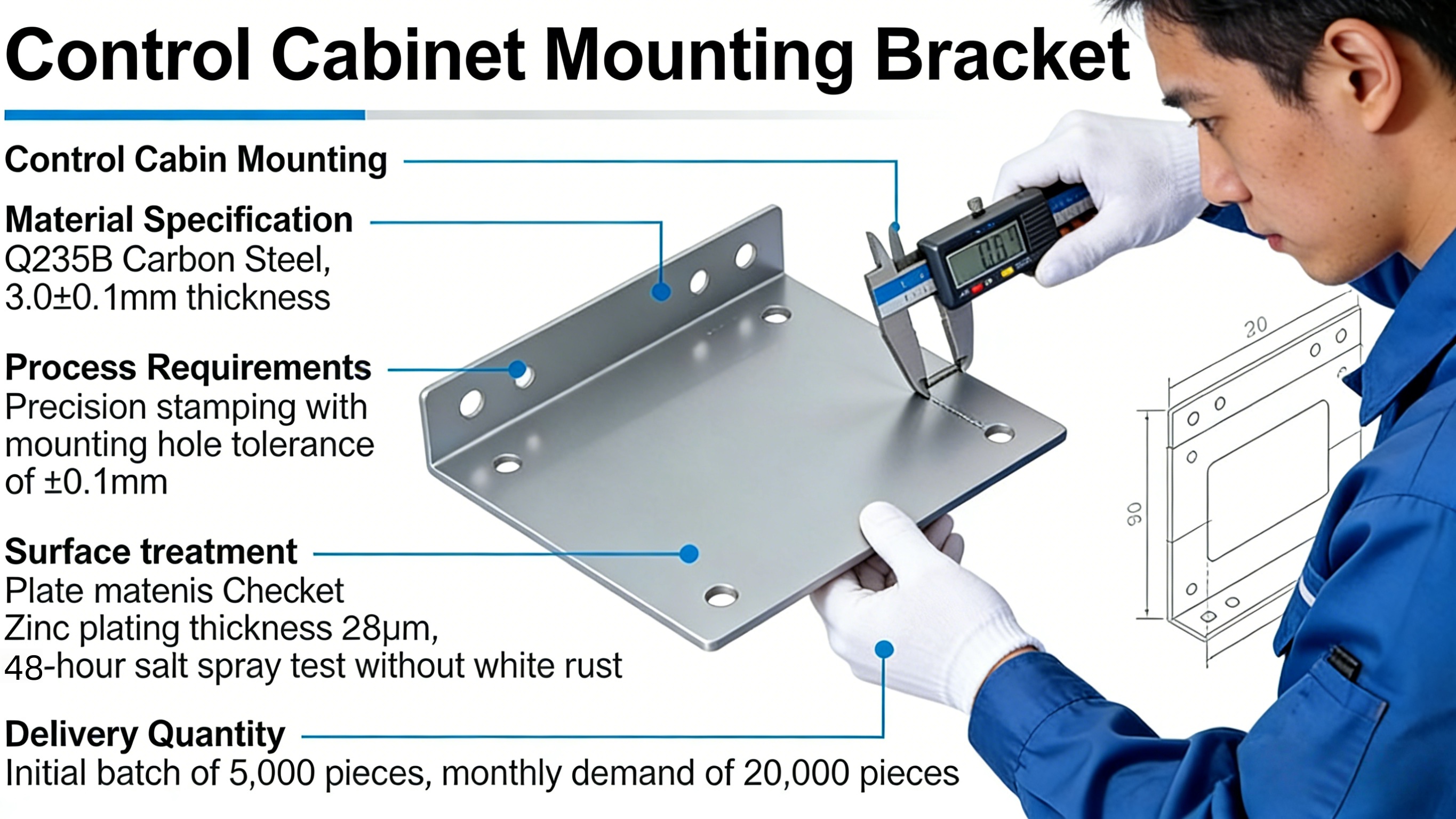
Produktnavn : Monteringsbrakett for kontrollskap
-
Materiale specificasjon : Q235B karbonstål, tykkelse 3,0±0,1 mm
-
Prosesskrav : Presisjonsstansing, toleranse for monteringshull ±0,1 mm
-
Overflatebehandling : Tykkelse på sinkplating ≥8 μm, 48-timers saltsprøyteprøve uten hvit rust
-
Leveringsmengde : Første parti på 5 000 enheter, månedlig etterspørsel på 20 000 enheter
Detaljert prosessflyt
Råmaterialeinspeksjon
-
Bruk et spektrometer til å gjennomføre sammensningsanalyse av karbonstålplater for å sikre overholdelse av Q235B standarder.
- Utfør tykkelsesmålinger på flere punkter for å garantere materielluniformitet.
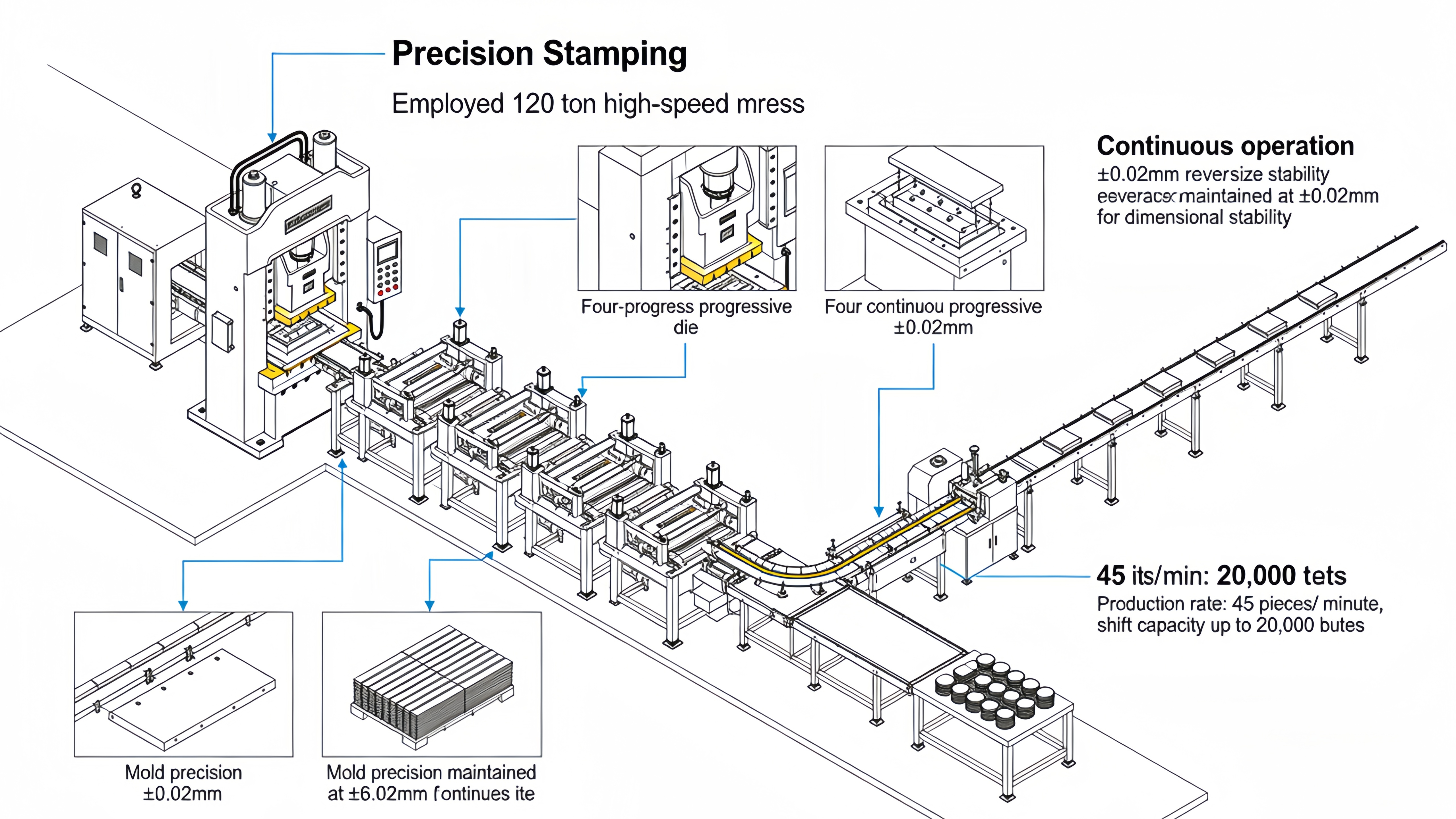
Presisjonsstansing og formasjon
- Bruk en 120-tonns høyhastighetspresse med firetrinns progresiv dør for kontinuerlig drift.
- Døynøyaktighet oppnår ±0,1 mm, noe som sikrer produktets dimensjonelle stabilitet.
-
Produksjonsyklus: 25 enheter per minutt, vaktproduksjonskapasitet på opptil 10 000 enheter.
Overflatebehandling med sinkplating
-
Gå gjennom en streng forbehandlingsprosess:
-
Fjerning av olje/fett : Alkalisk rengjøringsmiddel, temperatur 60 °C, tid 5 minutter.
-
Veksling : Saltsyrekonsentrasjon 18 %, romtemperatur, tid 15 minutter.
-
Sinkbelegg : Sinkbadtemperatur 450 °C, neddykkingstid 2 minutter.
-
Passivasjon : Kromatpassivering for å forbedre korrosjonsbestandighet.

Kvalitetssikringsforanstaltninger
Inspeksjon under prosessen
-
Førstevarekontroll : Utfør fullstendig måling av alle dimensjoner før hver skift starter.
-
Patruljekontrollsystem : Ta prøver og kontroller kritiske dimensjoner hver time.
-
Sammenligning med siste del : Behold den siste produserte enheten fra hver produksjonssekvens som referanse for kvalitetssporing.
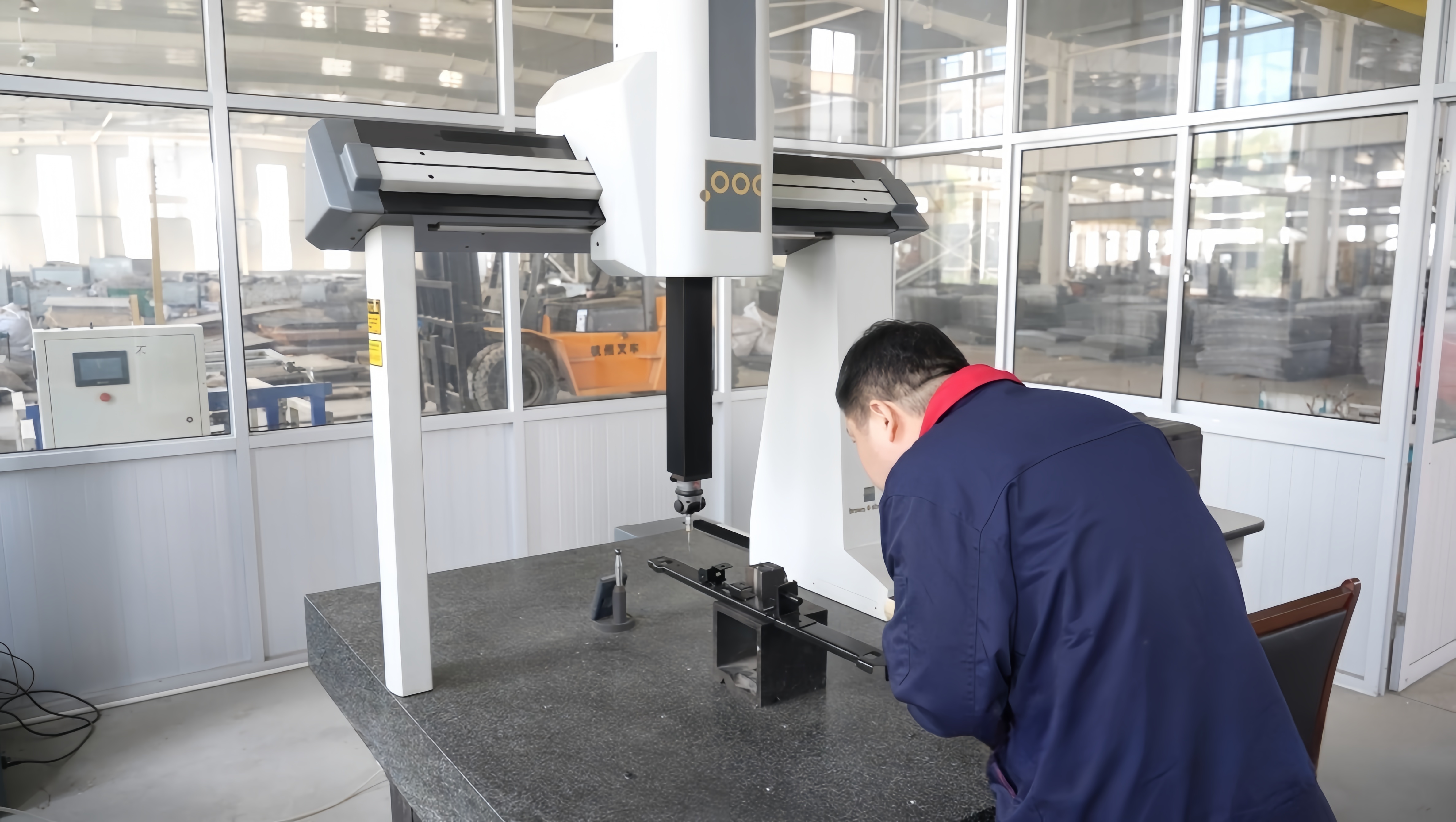
Ferdigprodukttesting
- Bruk en koordinatmålemaskin (CMM) til å kontrollere nøyaktigheten av festehull.
- Bruk et måleredskap for sinkbeleggstykkelse til måling av tykkelse på flere punkter.
- Send regelmessig prøver til tredjepartsinstitusjoner for saltvannsspray-korrosjonstesting.
Endelige resultater og kundetilbakemelding
Sinkbelagte festeklammer har en jevn blåhvitt overflate med et tett og jevnt belegg. Under godkjenning roste kunden spesielt følgende produktegenskaper:
- Utmerket beleggskvalitet, uten defekter som manglende belegg eller skalling.
- Nøyaktighet i monteringshull som fullt ut oppfyller kravene.
- Sterk strukturell stabilitet.
Våre produksjonsfordeler
Gjennom dette tilfellet har vi demonstrert våre profesjonelle evner innen produksjon av komponenter i karbonstål:
- Moden ekspertise i sinkplateringsprosessen.
- Strikt kvalitetskontrollsistem.
- Pålitelig leveringstidsgaranti.
- Konkurransedyktig kostnadskontroll.
Vi spesialiserer oss på å tilby kunder pålitelig kvalitet og kostnadseffektive tjenester innen metallproduksjon. For relaterte behov, ta gjerne kontakt med oss for et løsningsforslag og tilbud.