Kovová prenosná rukoväť spracovaná v krabici: Cesta kontroly kvality od návrhu po finálny výrobok
I. Pozadie projektu a kľúčové požiadavky
- Požiadavka zákazníka: Prispôsobiť sériu skladacích a prenosných kovových rúčok pre ich nové súpravy náradia. Materiál je nehrdzavejúca oceľ 304 (odolná voči korózii a nemagnetická), vyžaduje sa hladké skladanie o 180°, zrkadlové leštenie ako povrchová úprava, nosnosť ≥30 kg a úspešné prejdenie soľným sprejom (trieda odolnosti voči korózii ≥48 hodín).

II. Kľúčová spracovateľská technológia a postup realizácie
- Spracovanie tejto rúčky je rozdelené do štyroch základných etáp, pričom každá presne zodpovedá technológii spracovania kovov, aby sa zabezpečila kvalita výrobku a efektivita výroby:
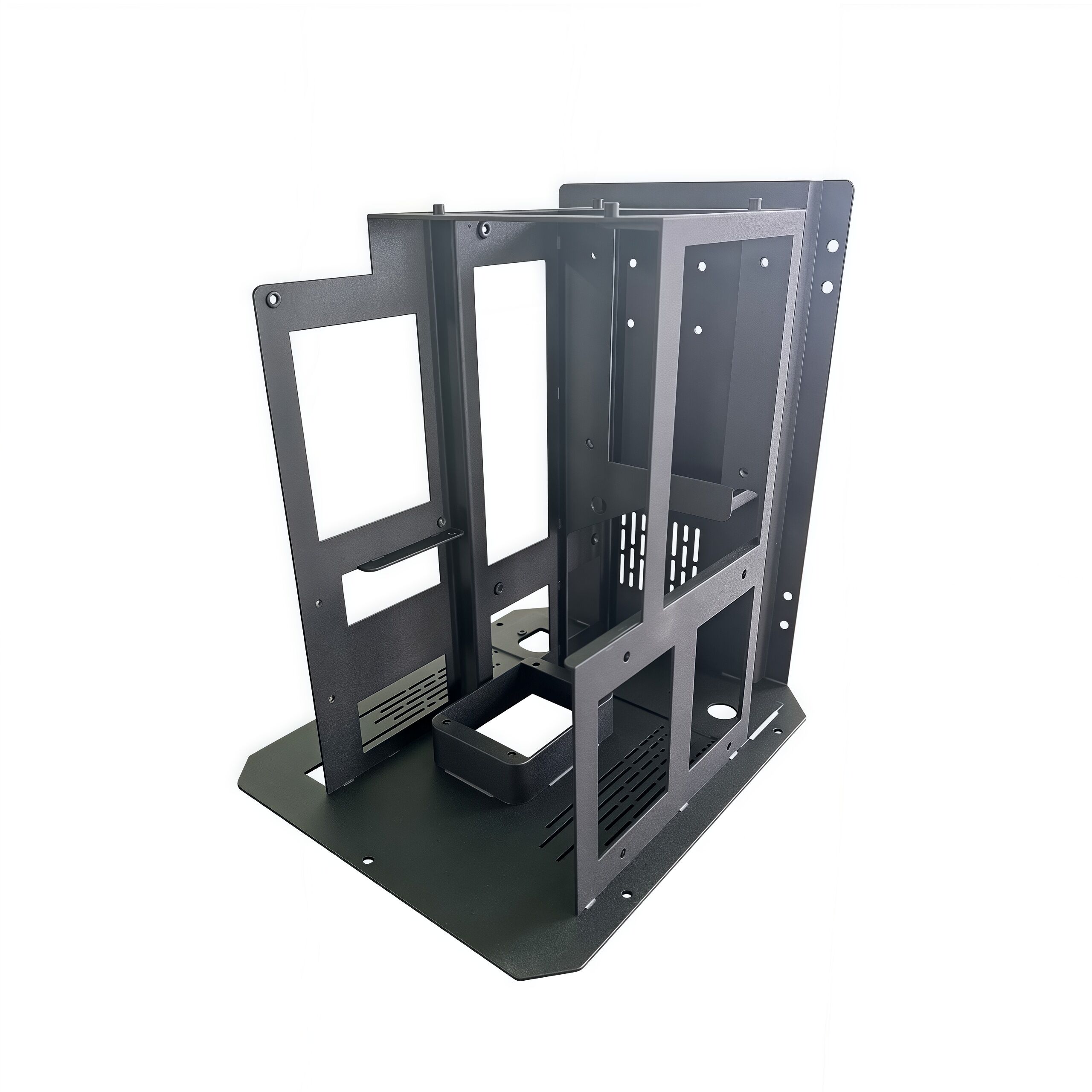
1. Predbežné spracovanie surovín a tvorba komponentov
- Najprv sa ako surovina vyberajú platne z ocele 304SS v súlade s normou GB/T 3280-2015.
- Tvorenie upínacej dosky: Používa sa technológia presného tvárnenia. Doska z nehrdzavejúcej ocele je razovaná naraz pomocou vlastného formy, čím sa dokončí tvorba vonkajšieho obrysu, otvorov pre skrutky a drážok pre upevnenie otočných hriadeľov. Počas procesu razovania sa používajú formy z tvrdého kovu v kombinácii s presným pozicionovaním CNC raziaceho lisu, aby sa zabezpečilo, že odchýlka polohy otvorov každej série upínacích dosiek spĺňa špecifikácie.
-
Tvorenie rámu držiaka: Používa sa integrovaný proces „CNC navíjanie pružiny + tepelné spracovanie na nastavenie“. Krok 1: Vyrovnanie rovnosti ocelej platne pomocou vyrovnávacieho stroja, aby sa počas navíjania zabezpečilo rovnomerné zaťaženie; Krok 2: Priame navinutie ocelej platne do tvaru pomocou CNC stroja na navíjanie pružín podľa prednastavených parametrov U-tvaru a presné riadenie uhla špirály a napätia počas procesu navíjania; Krok 3: Ihneď nato nasleduje tepelné spracovanie na nastavenie pružiny. Presnou kontrolou teploty a času sa vytvorí stabilná pružinová štruktúra tvaru písmena U s spoľahlivým elastickým návratom pri skladaní. Po tvorení sa okraje odlešujú, aby sa odstránili hrany a zabránilo sa poraneniu inštalatérov ostrými hranami.

2. Zmontovanie a funkčné ladenie
- Jadrom montážneho spoja je realizácia hladkého skladania a stabilného pripojenia rukoväte. Na upevnenie U-tvarového rámu a rotačnej hriadele stavby sa používa technológia presného nitovania. Najprv sa na rotačnú hriadeľ namontuje tlmič z nehrdzavejúcej ocele, potom sa pomocou pneumatickej nýtovej pištole presne natlačí nehrdzavejúci nýt φ3 mm do vopred určeného otvoru, čím sa zabezpečí žiadna voľnosť ani deformácia po nitovaní.
- Po zostavení sa vykonávajú dávkové funkčné ladenia. Každá rukoväť sa musí ručne otvoriť a zatvoriť 10-krát, aby sa otestovala hladkosť skladania (bez zaseknutia, bez neobvyklého hluku) a súčasne sa zabezpečilo, že medzera po zatvorení spĺňa špecifikácie.

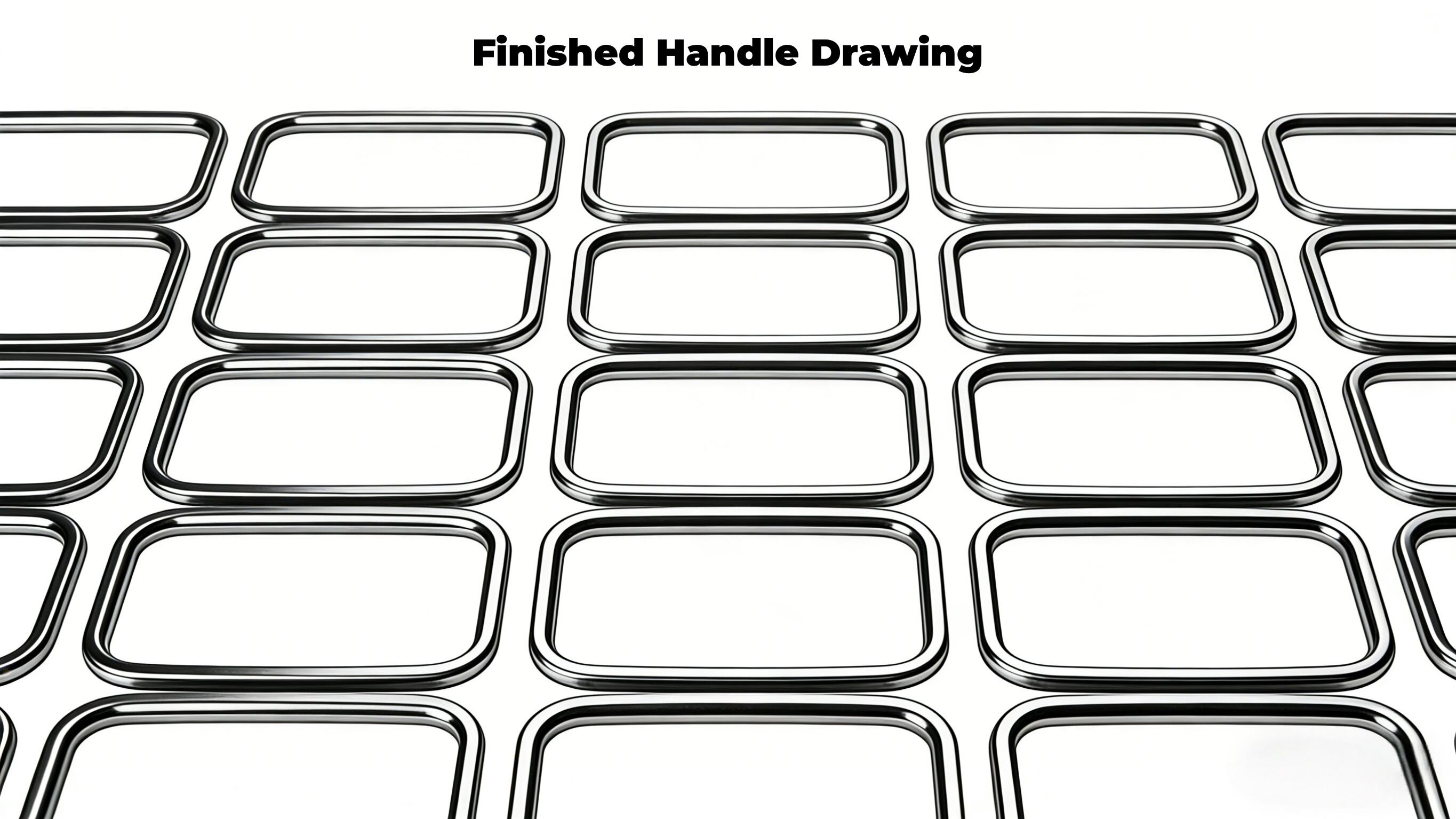
3. Povrchová úprava (kľúčový krok zabezpečenia kvality)
- Aby sme spĺňali požiadavky zákazníka na zrkadlový efekt a odolnosť voči korózii, povrchová úprava sa vykonáva v troch krokoch:
- Hrubé leštenie: Použite brúsny kotúčový stroj na hrubé leštenie celého držadla, aby ste odstránili povrchovú oxídovú vrstvu, značky zo strihu a zvyšné ostrihy z nitovania.
-
Jemné leštenie: Zamerte sa na leštenie detailných častí, ako sú rohy U-článku a hrany montážnej dosky aby ste nakoniec dosiahli hladký a dokonalý efekt.
-
B správne F inish :Nakoniec bol použitý textilný leštiaci kotúč v kombinácii s leštiacou pastou mikrometrovej jemnosti na dosiahnutie zrkadlového efektu.

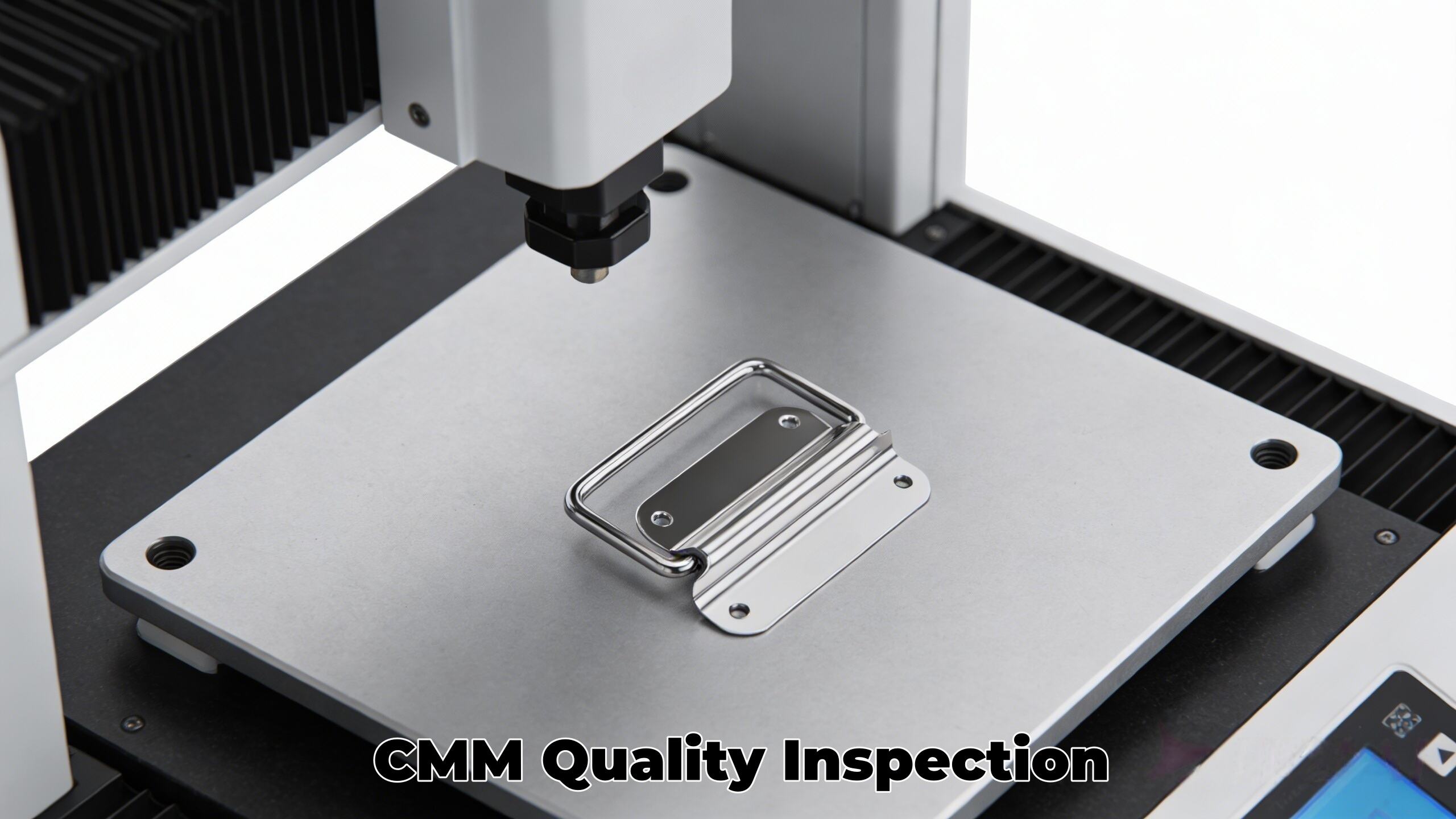
4. Kontrola hotového výrobku a prevzatie závodom
Zaveďte komplexný skúšobný štandard, ktorý zabezpečí, že každá várka výrobkov spĺňa požiadavky:
- Kontrola presnosti rozmerov: Použite súradnicový merací prístroj (CMM) na zistenie polôh dier na montážnej doske a rozmerov rámu držadla.
- Testovanie výkonu: Náhodne vyberte 10 % produktov na testovanie zaťaženia (zaťaženie 30 kg po dobu 24 hodín, bez deformácie, bez zlomeniny) a testovanie vo vodnom slanej spreji (48 hodín v neutrálnej slanej sprejovej atmosfére, bez hrdze alebo odlupovania povlaku na povrchu);
- Kontrola vzhľadu: Každý produkt individuálne skontrolujte ručne na rovnomerné povlakové potiahnutie, bez škrabancov, bez bublin a zrkadlový efekt musí spĺňať štandard.

III. Zhrnutie
V tomto projekte spracovania skladacieho kovového držiaka z nehrdznivého ocele 304 sme prostredníctvom presného využitia kľúčových technológií kovospracovania, ako sú kovanie, CNC ohýbanie, presné nitovanie a elektrolytické chrómovanie, spolu s cieľavými technickými optimalizáciami, úspešne vyriešili spracovateľské problémy spôsobené vlastnosťami materiálu. Dodané výrobky tak nielen spĺňajú prísne požiadavky zákazníka na presnosť, výkon a vzhľad, ale získali si aj dôveru zákazníka prostredníctvom kontroly kvality po celom procese. V súčasnosti sa táto séria držiakov hromadne používa vo výbave lekárskych prístrojov zákazníka a zaznamenáva dobré trhové ohlasy.
Máme možnosť vyrábať rôzne kovové výrobky na mieru a prispôsobiť sa rôznym materiálom (nerezová oceľ, uhlíková oceľ, meď, mosadz ,zliatiny hliníku atď.), procesy a funkčné požiadavky podľa potrieb zákazníka. Výroba je plne transparentná, s kontrolovateľnou kvalitou a zaručenou dodacou lehotou.