Металдан Жасалған Портативті Сақиналы Қорап: Сызбадан Бастап Дайын Өнімге Дейінгі Сапа Бақылау Жолы
I. Жобаның алғы шарттары мен негізгі талаптары
- Тапсырыс берушінің талабы: жаңа құрал сандықтары үшін бүгілетін және тасымалдауға ыңғайлы металл ұстауыштарды тапсырыс бойынша дайындау. Материал — 304 пищевой болат (коррозияға төзімді, магниттелмейтін), 180° бұрышқа тегіс бүгілуі тиіс, бетінің өңделуі айна тәрізді полировкалау болуы керек, көтеретін салмағы ≥30 кг, тұз бұрқырау сынағынан өтуі тиіс (коррозияға төзімділік деңгейі ≥48 сағат)

II. Негізгі өңдеу технологиясы мен іске асыру процесі
- Бұл ұстауышты өңдеу төрт негізгі кезеңнен тұрады, әрқайсысы өнімнің сапасы мен өндірістік тиімділігін қамтамасыз ету үшін металл өңдеу технологиясына дәлме-дәл сәйкес келеді:
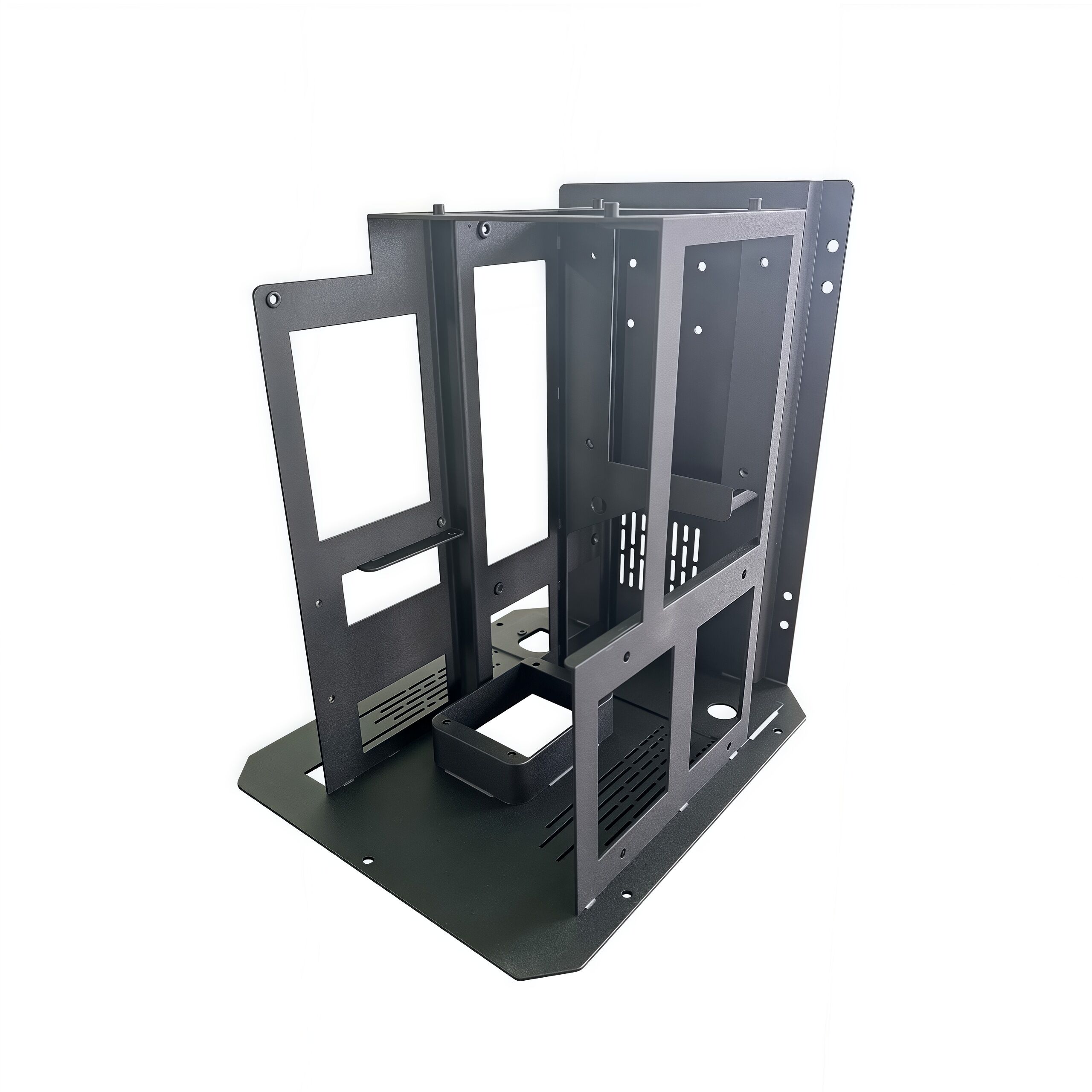
1. Шикізаттың алдын ала өңделуі мен бөлшектердің пішінделуі
- Алдымен ұлттық стандарт GB/T 3280-2015 талаптарына сәйкес келетін 304SS табақшалар шикізат ретінде таңдалады.
- Орнату Пластинасының Пішінделуі: Дәлме-дәл тесіп шығару технологиясы қолданылады. Пайдаланушы үлгісі арқылы бір рет ғана тесіп шығару арқылы пластикалық болаттан орнату пластинасының сыртқы пішіні, бұранда тесіктері мен айналу осін орнату ойықтары жасалады. Тесіп шығару процесі кезінде цементтелген карбид қалыптар пайдаланылады және CNC тесіп шығару престің дәлме-дәл орналасуымен үйлестіріледі, бұл әрбір серияның орнату пластинасы тесіктерінің ауытқуы техникалық шарттарға сай болуын қамтамасыз етеді.
-
Сақлауыштың рамасын формалау: «CNC серіппе орамы + бекіту термиялық өңдеу» кешенді үдерісі қолданылады. 1-қадам: Түзету машинасы арқылы болат табақшаның түзулігін түзету, орам кезінде біркелкі жүктеме болуын қамтамасыз ету; 2-қадам: CNC серіппе орама станогын пайдаланып, болат табақшаны алдын ала белгіленген U-тәрізді контур параметрлеріне сәйкес тікелей орап пішіндеу және орама үдерісі кезінде спираль бұрышы мен кернеуді дәл бақылау; 3-қадам: Дереу серіппені бекіту термиялық өңдеуін жүргізу. Температураны және уақытты дәл бақылау арқылы сақлауыш тұрақты U-тәрізді серіппе құрылымын қалыптастырады және сенімді серпімді қайтару қасиетіне ие болады. Пішінделгеннен кейін шеттерін тегістеу арқылы үстірттіктерді жойып, сүйір қырлардың монтаждықшылардың қолына сызық салуын болдырмау керек.

2. Жинақтау және функционалдық тексеру
- Жинақтау байланысының негізгі мәні - тұтқаның үздіксіз бүгілуі мен тұрақты бекітілуін қамтамасыз ету. U-тәрізді раманы орнату пластинасының айналу осі құрылымына бекіту үшін дәлдеткіш заклепка технологиясы қолданылады. Алдымен айналу осіне болат серіппелі демпферді орнатыңыз, содан кейін пневматикалық заклепка пистолетін қолданып φ3мм болат заклепканы алдын ала белгіленген тесікке дәл енгізіңіз, заклепкалаудан кейін бекіту бөлшектерінің сенімді бекітілуі мен деформацияланбауын қамтамасыз етіңіз.
- Жинақтаудан кейін сериялық функционалдық қадамдау жүргізіледі. Әрбір тұтқа үшін бүгу біркелкілігін (бұғатталмау, дабылдау дыбыстарының болмауы) тексеру үшін қолмен 10 рет ашу мен жабуды орындау қажет, сонымен қатар жабылғаннан кейін орнату пластинасымен сәйкестендіру саңылауы стандарттарға сай болуын қамтамасыз ету керек.

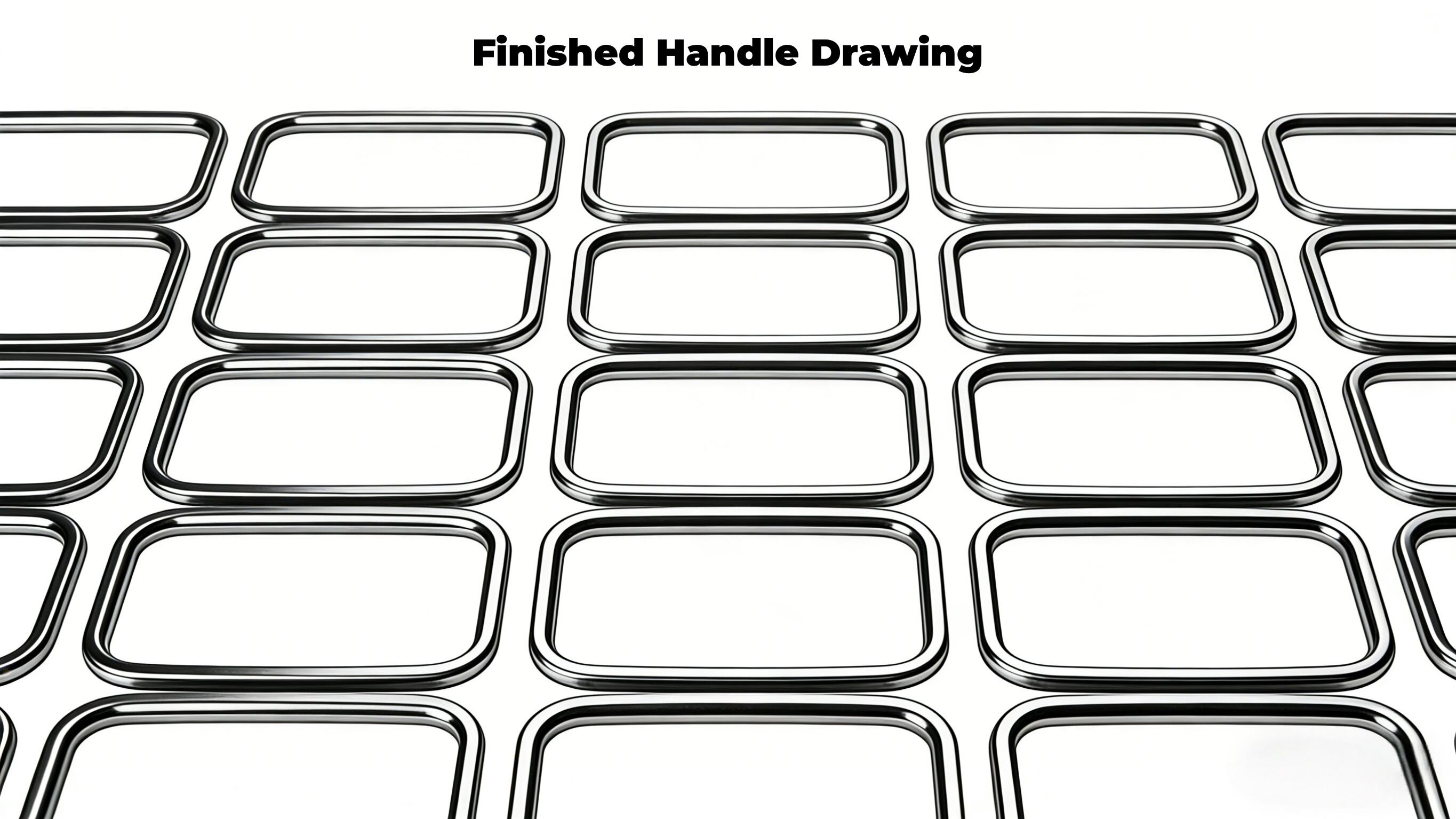
3. Бетін өңдеу (Негізгі сапа кепілдігі)
- Айна эффектісі мен коррозияға төзімділік талаптарын қанағаттандыру үшін бетін өңдеу үш кезеңде жүргізіледі:
- Алдын-ала тегістеу: Тұтқаның бетіндегі тот басқан қабат, маркирлеу іздері мен жалғау элементтерінің қалдықтарын алып тастау үшін дөңгелек әйнекпен жабдықталған әдептеп тегістеу станогын қолданыңыз.
-
Нақты тегістеу: U-тәрізді раманың бұрыштары мен орнату пластинасының шеттері сияқты ерекше бөлшектерді тегістеуге көңіл бөліңіз соңында тегіс және кемшіліксіз нәтиже алу үшін.
-
Б оң F аяқтау :Соңында тазалау мата дөңгелегі қолданылды және зерде деңгейіндегі полирлеу пастасымен бірге қолданылып, айна сияқты эффектіге қол жеткізілді.

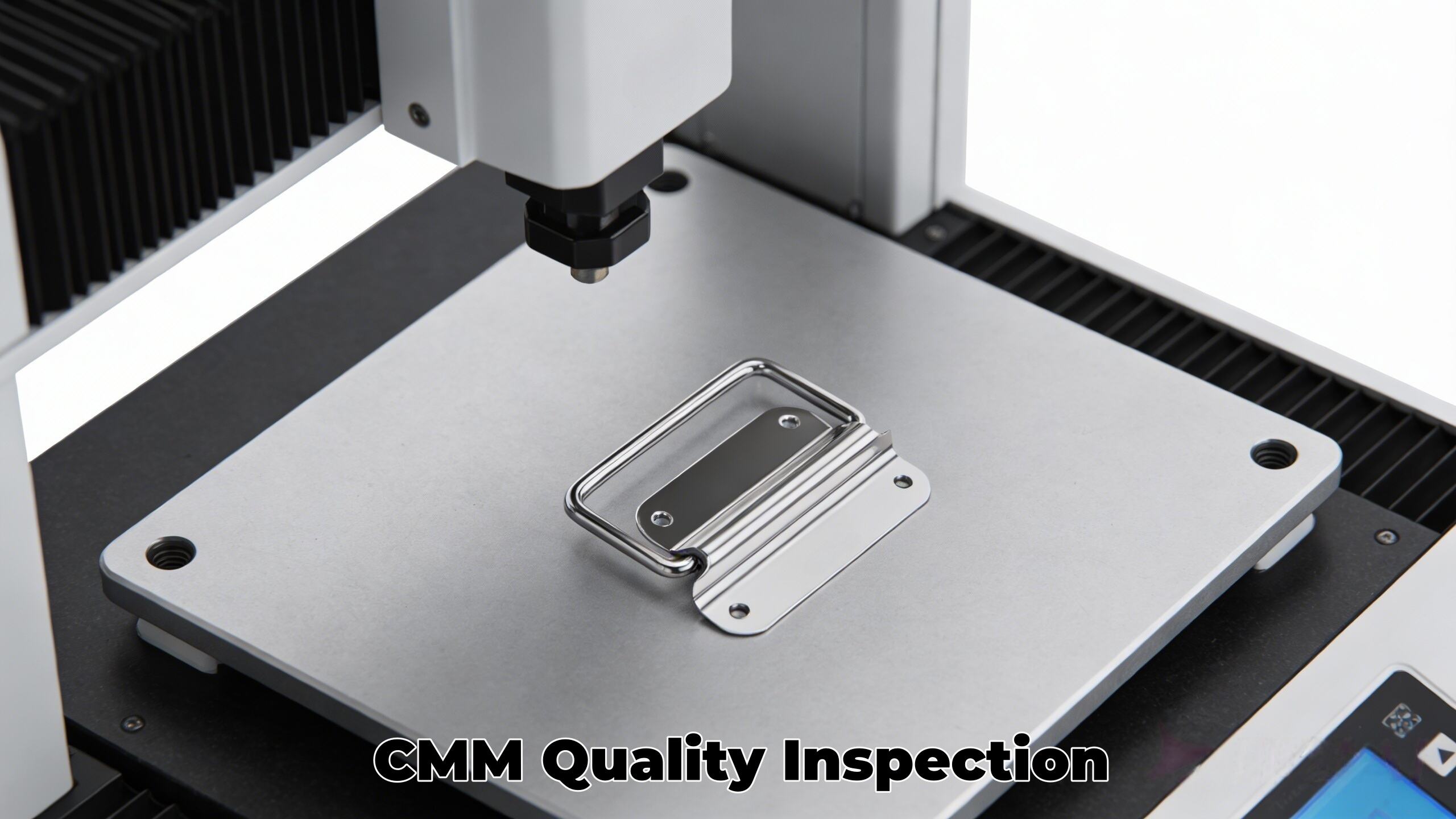
4. Дайын өнімнің тексерілуі мен зауыт сараптамасы
Әрбір өнім партиясы талаптарға сай болатындай етіп, толық сынақ стандартын белгілеңіз:
- Өлшемдердің дәлдігін тексеру: Орнату пластинасының тесік орындарын және тұтқа рамасының өлшемдерін анықтау үшін координаттық өлшеу машинасын (CMM) қолданыңыз.
- Өнімділікті сынақтан өткізу: Өнімдердің 10% -ын кездейсоқ таңдап алып, жүк көтергіштікке (30 кг салмақты 24 сағат бойы, деформация болмауы, сынбауы) және тұз бұрқылығына (бейтарап тұз бұрқылығы ортасында 48 сағат, бетінде тат немесе қаптаманың күйреуі болмауы) сынақтан өткізу;
- Сыртқы түрін тексеру: Әрбір өнімді бетінің қаптамасы біркелкі, сызықтары болмауы, көпіршіктері болмауы және айна эффекті стандартқа сай болуы үшін біртіндеп қолмен тексеру.

III. Қорытынды
Бұл 304 маркалы болаттан жасалған қақпақшалы тұтқаны өңдеу жобасында шөмілу, CNC иілу, дәлдиірек бекіту және электролиттік хромдау сияқты негізгі метал өңдеу технологияларының дәл қолданылуы арқылы, сонымен қатар мақсатты техникалық оптимизациялармен материал қасиеттерінен туындайтын өңдеу қиындықтары сәтті шешілді. Соңында жеткізілген өнімдер дәлдік, өнімділік және сыртқы түрі бойынша клиенттің қатаң талаптарын қанағаттандырып қана қоймай, бүкіл процестегі сапа бақылау арқылы клиенттің сенімін де қамтамасыз етті. Қазіргі уақытта бұл тұтқалар сериялы түрде клиенттің медициналық жабдықтарының рамасына қолданылады және нарықтан оң пікірлер келеді.
Біз әртүрлі металл өнімдерін тапсырыс бойынша өңдеу мүмкіндігіне иеміз және әртүрлі материалдарға (болат, көміртегілі болат, мыс, жез ,алюминий қорытпасы және т.б.), әдістер мен қажетті функционалды талаптар тұтынушының сұранымына сай. Өндіріс толығымен ашық, сапасы бақыланатын, жеткізу мерзімі кепілденген.