Біздің клиентіміз — жоғары сапалы тұрмыстық тауарларды мамандандырып шығаратын бренд, ол біртұтас, бір бөліктен тұратын асбестті болаттан жасалған шарап ыдысын әзірлеуді мақсат етті еуропа, Америка және Ресейдегі жеңіл люкс тұтынушы топтарына бағытталған.
Біз соңында клиенттің талаптарын толық қанағаттандыру үшін көп ретті терең тарту (терең штамптау) арқылы біртұтас пішімдеу + жергілікті штамптау + айналық жылтырату комбинирленген процесті қабылдадық.
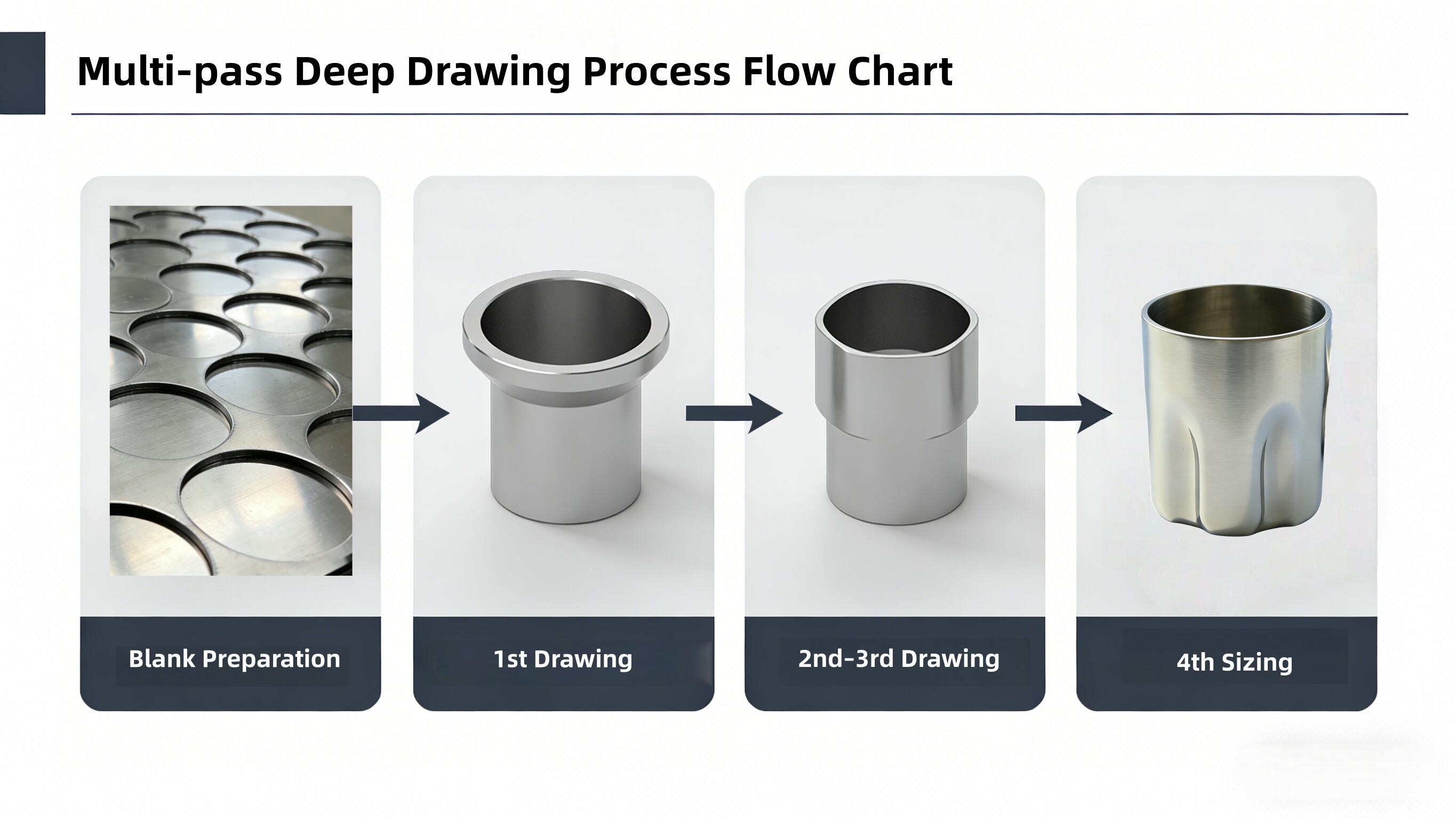
Дәстүрлі трубалық гидроформдау процесінің орнына біз бастапқыда штамптау үшін аустенитті болаттан жасалған жазық заготовкаларды таңдадық және ыдыс денесінің пішінделуін 4 реттік терең тарту өтісі арқылы орындадық. Әрбір операцияның ерекшеліктері мен шешілген мәселелер төменде келтірілген: Заготовканы дайындау сатысында біз таңдадық 2мм қалыңдықтағы 304 маркалы шымыр болаттан жасалған парақтар, оларды диаметрі 120 мм болатын дөңгелек бөліктерге кесіп алып, кейінгі тарту кезінде қырлардағы тәжірибелік кернеудің шоғырлануын болдырмау үшін және трещиналардың пайда болуын алдын алу үшін қырлардың шеттерін тегістедік. Бірінші тарту өтісінде бастапқы тартуды 40 мм биіктіктегі терең емес стаканға дейін жүзеге асыру үшін үлкен радиусты калып қолдандық; бұл бастапқы кернеуді босатуға және материалдың сәттік жыртылуын болдырмауға мүмкіндік берді, сонымен қатар тарту коэффициентін 0,55-ке бақылауға мүмкіндік берді. Кейінгі терең тарту үшін материалдың пластиктілігін қалпына келтіру мақсатында бірінші тартудан кейін 1050°C температурада ерітіндіге шығару өңдеуін жүргіздік, одан кейін жұмыс қаттылығын тиімді түрде жою үшін тез сумен салқындату жүргіздік. Екінші мен үшінші тарту өтістерінде калыптың радиусын постепенно азайтып, стаканның денесін соңғы биіктікке дейін тарттық, әрбір өтісте тарту коэффициентін 0,7-ге бақыладық. Деформацияны тең бөліп беру арқылы қабырғаның қалыңдығы айырымын 65мм шегінде ұстадық, деформация тең бөлінген кезде қабырға қалыңдығы айырымы 0.2мм. Соңында, 4-ші пішіндеу өтісінде біз толқынды контурлы пішіндеу калыбын қолданып, гидравликалық престе монеталық әдіспен стаканның денесінің арнайы пішіндегі иілген бетін дәл пішіндедік; бұл стаканның серпімділігін (springback) болдырмаған және жобаланған толқынды пішінді идеалды түрде қалпына келтірген.

Стаканның негізгі денесі пішіндегеннен кейін біз стаканның табанын орындықтық түрде монеталау үшін таңдалған дәлдік калыбын қолдандық:

Жоғары сапалы көрініс әсерін қамтамасыз ету үшін және тамақ қауіпсіздігі стандарттарын орындау үшін біз 3 кезеңді полировка процесін :

Калыптың 3 рет қайталануы мен технологиялық процестің оптимизациялануынан кейін біз барлық талаптарға сай болатын, асылбұршақ болатын шарап стакандарының үлгілерін сәтті тапсырдық:
-мен 10 жылдан астам кеңейтілген білімі бар дәл метал пішіндеуде біз көп ретті терең тарту, жергілікті штамптау және ішкі жоғары қысыммен пішіндеу сияқты негізгі процестерді меңгердік. Біз жазық шикізаттан бастап бірбөлікті, қосылмасыз арнайы пішінді бөлшектерге дейін пішіндеуді іске асырамыз; бұл дәстүрлі дәнекерлеу процестерінен туындайтын беріктіктің жеткіліксіздігі мен сорылу қаупі проблемаларын толық шешеді, сондықтан біз жоғары сапалы қажеттілікке ие метал бөлшектерді жасауда сенімді серіктес болып табылады.
Біз барлық-бір ғимаратты таңдау өнімнің дизайн оптимизациясынан, формалардың дамуына және шағын топтар бойынша сынақ өндірісінен бастап, ірі масштабды сериялық өндіріске дейін:
Барлық металл материалдары таңдалады жоғары сапалы металл материалдар . Өндіріс процесі ISO9001 сапа басқару жүйесіне қатаң сәйкес келеді, ал дайын өнімдер Еуропалық Одақтың CE және Американың ANSI сертификаттары сияқты халықаралық сапа сертификаттарын сәтті өтеді, олар шетелдік нарықтарға шығу талаптарын қанағаттандырады және шетелдік сатып алушыларға сенім қалыптастырады.
Цанчжоу Deeplink әлемдік білікті өндіріс үшін дәл метал өрнектеу, жұқа металл конструкциялар мен фурнитура шешімдерін ұсынады. Толық тізбекті қызметтеріміз жылдам жеткізуді, ұқыпты шеберлікті және тұрақты сапаны қамтамасыз етеді. Арнайы ұсыныстар үшін бізбен байланысыңыз!
Хэбэй провинциясы, Цанчжоу қаласы, Наньпи ауданының Экономикалық даму аймағының Батыс аймағы
© 2025 Cangzhou Deeplink International Supply Chain Co., Ltd. Құқығы сақталған Жеке деректерді қорғау саясаты