Naš stranki, blagu, specializiranem za visokokakovostne gospodinjske izdelke, je bilo namenjeno razviti brezšivno čašo za vino iz nerjavnega jekla, izdelano kot enodelna oblika za potrošnike v skupini svetle luksuznosti v Evropi, ZDA in Rusiji.
Končno smo sprejeli kombiniran proces večkratnega globokega vlečenja (globoko stiskanje) z enodelnim oblikovanjem + lokalno kovanjem + ogledalnim lakanjem za popolno izpolnitev zahtev stranke.
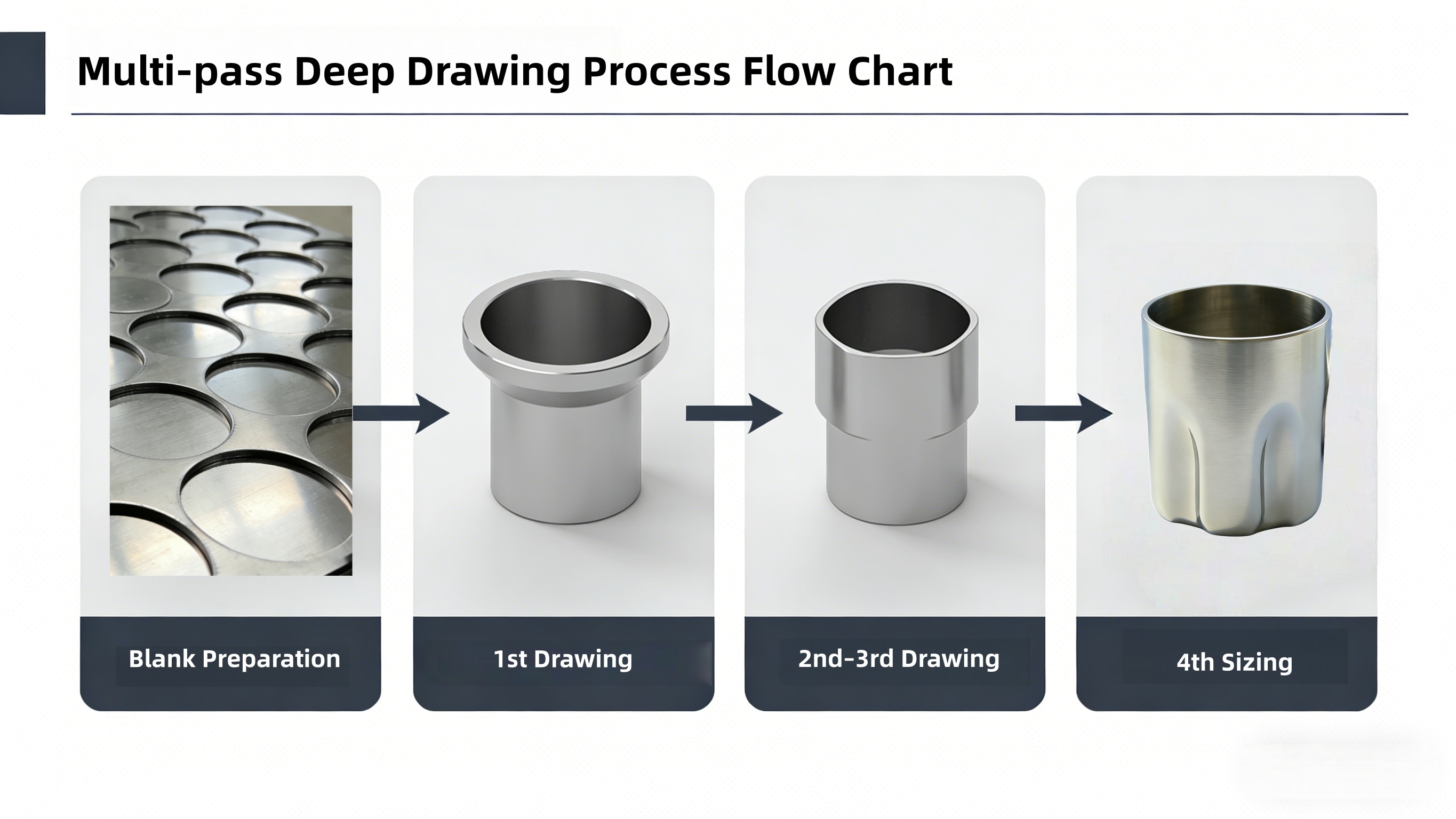
Namesto tradicionalnega procesa hidrooblikovanja cevi smo začeli z ravnimi ploščami iz nerjavnega jekla in oblikovanje telesa skodelice dokončali z štirimi zaporednimi fazami globokega vlečenja . Podrobnosti vsake faze ter rešeni problemi so naslednji: V fazi priprave izhodiščne plošče smo izbrali 2listi iz nerjavnega jekla, debeli mm, izdelani iz jekla razreda 304, izrezani v krožne ploščice s premerom 120 mm in zaobljeni na robovih, da se izognemo koncentraciji napetosti na robovih ter preprečimo razpoke med nadaljnjim vlečenjem. V prvem koraku vlečenja smo uporabili kalup z velikim zaobljenjem, da smo začeli vleči izvirno ploščico v plitko skodelico višine 40 mm, pri čemer smo kontrolirali koeficient vlečenja na 0,55, da smo sprostili začetne napetosti in preprečili trenutno raztrganje materiala. Da bi obnovili plastičnost materiala za nadaljnje globoko vlečenje, smo po prvem vlečenju izvedli rešilno žarjenje pri 1050 °C, nato pa hitro ohladili z vodo, kar učinkovito odpravi delovno trdoto. V drugem in tretjem koraku vlečenja smo postopoma zmanjševali zaobljenost kalupa in vlekli stene skodelice do končne višine 65mm, pri čemer smo koeficient vlečenja v vsakem koraku ohranili na 0,7. Z enakomernim porazdelitvijo deformacije smo zagotovili, da je razlika v debelini stene znotraj 0.2mm. Nazadnje smo v četrti oblikovalni fazi uporabili oblikovalno kalup z valovito konturo in s pomočjo hidravličnega stiskalnika za kovanje natančno oblikovali posebno ukrivljeno površino telesa skodelice, s čimer smo preprečili odskok skodelice in popolnoma obnovili načrtovano valovito obliko.

Po oblikovanju glavnega telesa skodelice smo uporabili prilagojen natančen kalup za lokalno kovanje dna skodelice:

Za doseganje visokokakovostnega vizualnega učinka in izpolnitev standardov varnosti hrane smo izvedli tristopenjski postopek poliranja :

Po treh krogih izboljšav kalupa in optimizacije procesa smo uspešno dobavili vzorce steklenic za vino iz nerjavnega jekla, ki izpolnjujejo vse zahteve:
Z več kot 10 let izkušenj v natančni kovinski oblikovanju; obvladujemo osnovne postopke, kot so večkratno globoko vlečenje, lokalno kovanje in notranje visokotlačno oblikovanje. Realiziramo izdelavo v enem kosu od ploščastih polizdelkov do brezšivnih posebnih oblikovanih delov, kar popolnoma rešuje težave z nedostatočno trdnostjo in tveganjem uhajanja, ki jih povzročajo tradicionalni varilni postopki, in nas tako naredi za zanesljivega partnerja pri izdelavi visokokakovostnih kovinskih delov po meri.
Ponujamo enoposredni prilagojeni rešitvi od optimizacije načrtovanja izdelka, razvoja kalupov in poskusne proizvodnje v majhnih serijah do velikoserijske množične proizvodnje:
Vsi kovinski materiali so izbrani visoko kakovostne kovinske materiale . Proizvodni proces strogo sledi sistemu upravljanja kakovosti ISO 9001, končni izdelki pa opravijo mednarodne certifikate kakovosti, kot so evropski CE in ameriški ANSI, kar izpolnjuje zahteve za dostop na tuje trge in zagotavlja zaupanje tujim kupcem.
Cangzhou Deeplink je kitajski OEM proizvajalec, specializiran za izdelavo ploščatih kovinskih delov po meri, natančno žigosanje kovin, lasersko rezanje, CNC obdelavo in globoko vlečenje. Certificiran po standardu ISO 9001. Hitra dostava po celem svetu.
Zahodno območje cone gospodarskega razvoja okrožja Nanpi, mesta Cangzhou, province Hebei
Avtorske pravice © 2025 Cangzhou Deeplink International Supply Chain Co., Ltd. Politika zasebnosti