Nosso cliente, uma marca especializada em produtos domésticos de alta qualidade, pretendia desenvolver uma taça de vinho em aço inoxidável sem costura, formada em uma única peça direcionada aos consumidores dos segmentos de luxo acessível na Europa, América e Rússia.
Adotamos, por fim, um processo combinado de estampagem profunda em múltiplas etapas (estampagem profunda) com conformação monobloco + repuxo local + polimento espelhado para atender plenamente aos requisitos do cliente.
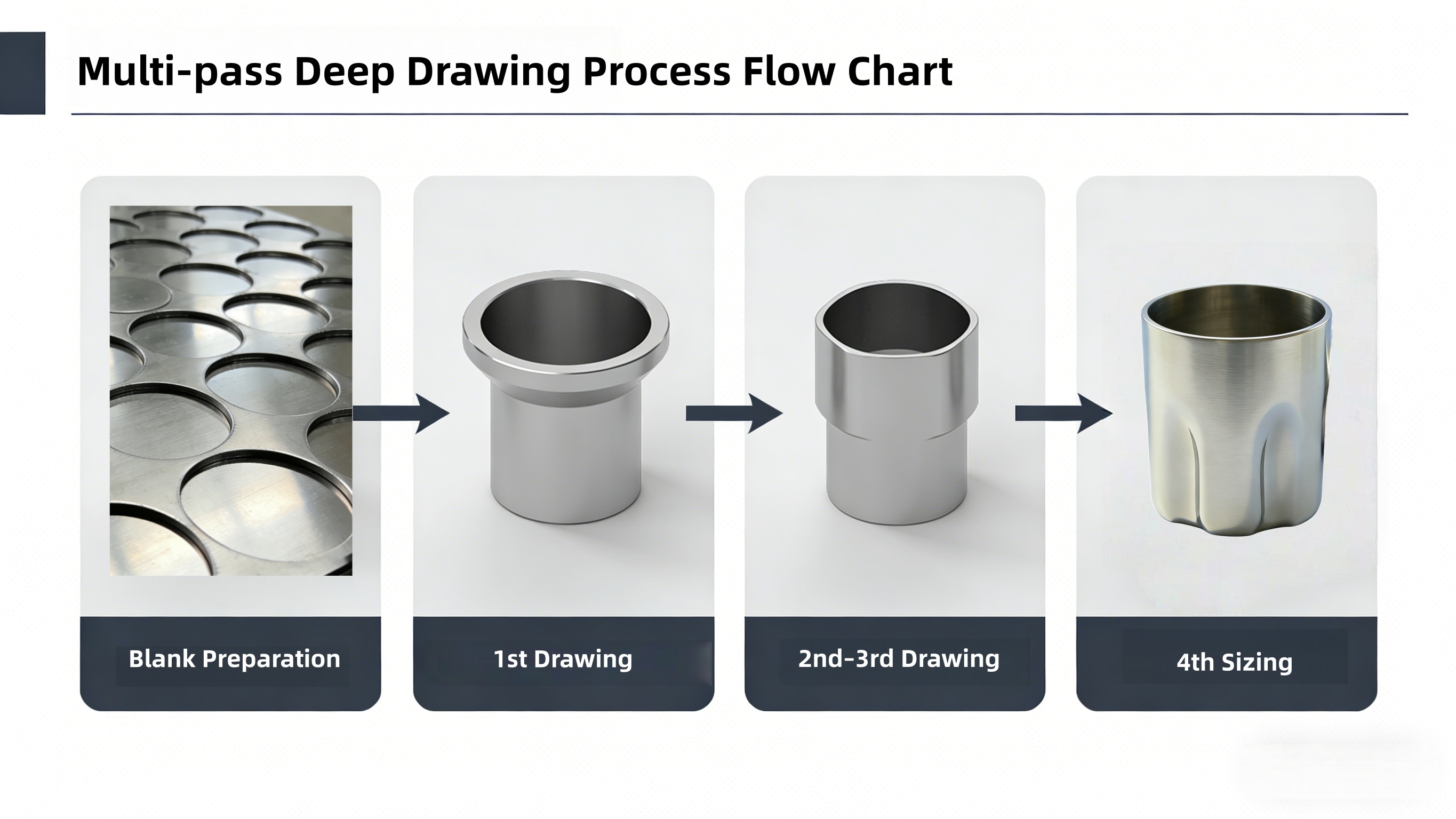
Em vez do processo tradicional de hidroformação de tubos, iniciamos com chapas planas de aço inoxidável e concluímos a conformação do corpo da xícara por meio de 4 etapas progressivas de estampagem profunda . Os detalhes de cada procedimento e os problemas resolvidos são os seguintes: Na fase de preparação da chapa, selecionamos 2folhas de aço inoxidável 304 com espessura de mm, recortadas em peças redondas com diâmetro de 120 mm, e desburradas nas bordas para evitar concentração de tensões nessas bordas e prevenir trincas durante a estampagem subsequente. Na 1ª passagem de estampagem, adotamos um molde com raio de concordância grande para estampar inicialmente a chapa em uma taça rasa com altura de 40 mm, controlando o coeficiente de estampagem em 0,55 para aliviar as tensões iniciais e evitar o rasgamento instantâneo do material. Para restaurar a plasticidade do material para a estampagem profunda subsequente, realizamos uma têmpera de solução a 1050 °C após a 1ª estampagem, seguida de resfriamento rápido em água, eliminando eficazmente o encruamento. Nas 2ª e 3ª passagens de estampagem, reduzimos gradualmente o raio de concordância do molde, estampando o corpo da taça até a altura final de 65mm, com o coeficiente de estampagem controlado em 0,7 em cada passagem. Ao distribuir uniformemente a deformação, garantimos que a diferença de espessura da parede ficasse dentro de 0.2mm. Finalmente, na 4ª passagem de conformação, utilizamos um molde de conformação com contorno ondulado e conformamos com precisão a superfície curva em formato especial do corpo do copo por meio de cunhagem hidráulica, evitando o retorno elástico (springback) do copo e restaurando perfeitamente a forma ondulada projetada.

Após a conformação principal do corpo do copo, utilizamos um molde de precisão personalizado para a cunhagem local do fundo do copo:

Para alcançar um efeito visual de alta qualidade e atender aos padrões de segurança alimentar, implementamos um processo de polimento em três etapas :

Após três rodadas de iteração de moldes e otimização de processo, entregamos com sucesso amostras de taças de vinho em aço inoxidável que atendem a todos os requisitos:
Com mais de 10 anos de expertise na conformação precisa de metais, dominamos processos essenciais, como estampagem profunda em múltiplas etapas, cunhagem local e conformação interna por alta pressão. Realizamos a moldagem monobloco, partindo de chapas planas até peças especiais sem costuras, resolvendo perfeitamente os problemas de resistência insuficiente e riscos de vazamento causados pelos processos tradicionais de soldagem, tornando-nos um parceiro confiável para peças metálicas personalizadas de alto desempenho.
Oferecemos uma solução personalizada de uma só vez desde a otimização do projeto do produto, o desenvolvimento de moldes e a produção experimental em pequenos lotes até a fabricação em larga escala:
Todos os materiais metálicos são selecionados materiais metálicos de alta qualidade o processo produtivo segue rigorosamente o sistema de gestão da qualidade ISO 9001, e os produtos acabados obtêm certificações internacionais de qualidade, tais como a CE da União Europeia e a ANSI norte-americana, atendendo aos requisitos de acesso aos mercados externos e oferecendo tranquilidade aos compradores internacionais.
A Cangzhou Deeplink é um fabricante OEM com sede na China, especializado em fabricação personalizada de chapas metálicas, estampagem precisa de metais, corte a laser, usinagem CNC e conformação profunda. Certificada ISO 9001. Entrega rápida em todo o mundo.
A área oeste da Zona de Desenvolvimento Econômico do Condado de Nanpi, Cidade de Cangzhou, Província de Hebei
Direitos Autorais © 2025 por Cangzhou Deeplink International Supply Chain Co., Ltd. Política de Privacidade