ลูกค้าของเรา ซึ่งเป็นแบรนด์ที่เชี่ยวชาญด้านผลิตภัณฑ์สำหรับครัวเรือนระดับพรีเมียม มีเป้าหมายที่จะพัฒนา แก้วไวน์สแตนเลสไร้รอยต่อแบบขึ้นรูปเป็นชิ้นเดียว เพื่อเจาะกลุ่มผู้บริโภคในตลาดไลท์ลักซ์ชัวรีในยุโรป อเมริกา และรัสเซีย
ในที่สุด เราได้เลือกใช้กระบวนการแบบผสมผสาน ดังนี้ การขึ้นรูปแบบดึงลึกหลายขั้นตอน (การขึ้นรูปแบบตีลึก) แบบชิ้นเดียว + การขึ้นรูปแบบกดเฉพาะจุด + การขัดเงาแบบกระจก เพื่อให้สอดคล้องกับข้อกำหนดของลูกค้าอย่างสมบูรณ์
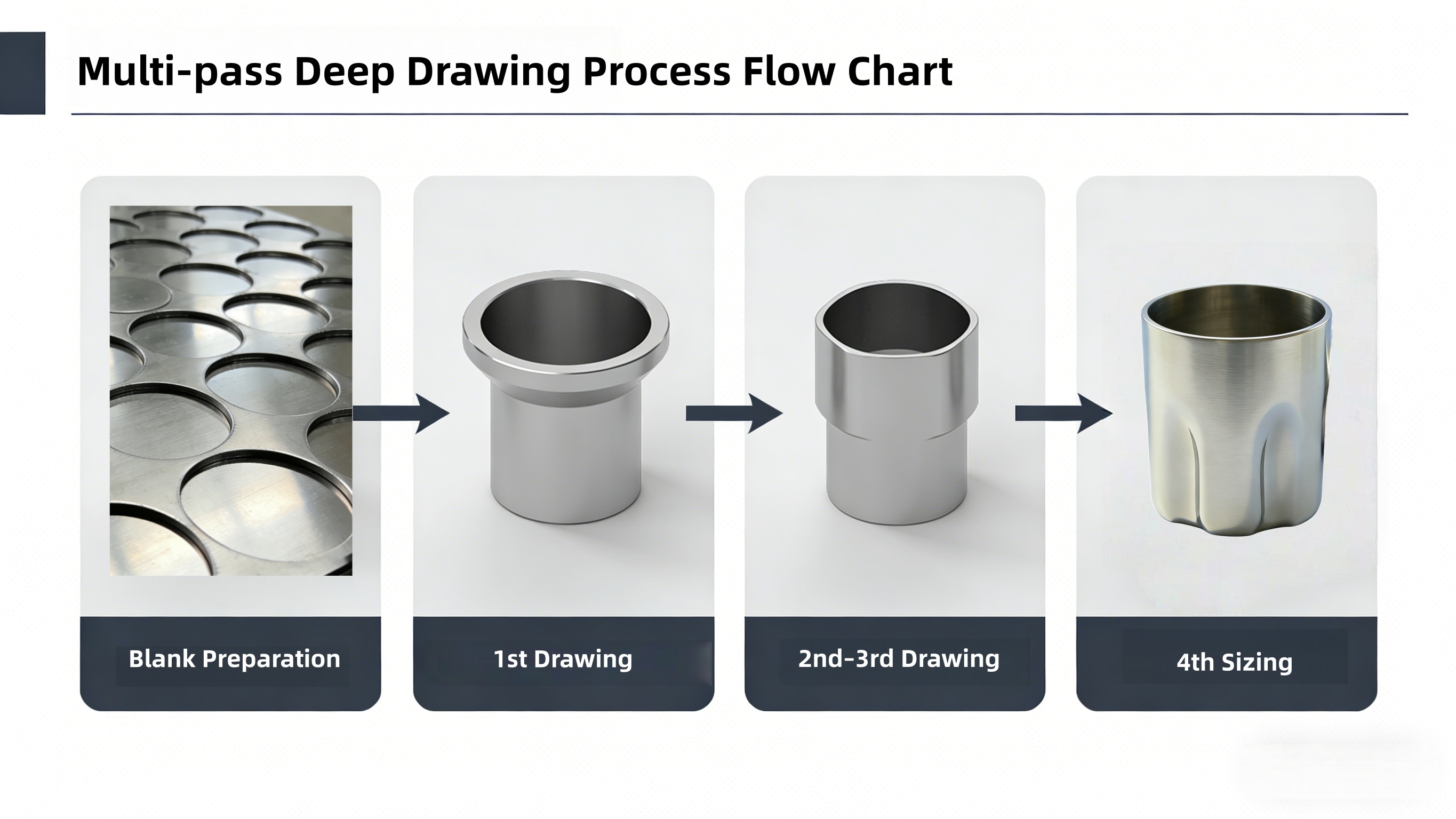
แทนที่จะใช้กระบวนการไฮโดรฟอร์มท่อแบบดั้งเดิม เราเริ่มต้นจากแผ่นสแตนเลสแบบแบน และขึ้นรูปตัวถ้วยผ่านกระบวนการ การดึงลึกแบบค่อยเป็นค่อยไป 4 ขั้นตอน โดยรายละเอียดของแต่ละขั้นตอนและปัญหาที่แก้ไขได้มีดังนี้: ในขั้นตอนการเตรียมแผ่นวัตถุดิบ เราได้เลือก 2แผ่นสแตนเลสเกรด 304 หนา mm ตัดเป็นชิ้นกลมที่มีเส้นผ่านศูนย์กลาง 120 มม. แล้วขจัดเศษคมรอบขอบเพื่อป้องกันการสะสมแรงเครียดที่ขอบและป้องกันการแตกร้าวในขั้นตอนการดึงต่อไป ในขั้นตอนการดึงครั้งที่ 1 เราใช้แม่พิมพ์ที่มีรัศมีโค้งใหญ่เพื่อดึงแผ่นวัตถุดิบให้เป็นถ้วยตื้นสูง 40 มม. โดยควบคุมสัมประสิทธิ์การดึงไว้ที่ 0.55 เพื่อลดแรงเครียดเริ่มต้นและป้องกันไม่ให้วัสดุฉีกขาดทันที ในการฟื้นฟูความเหนียวของวัสดุสำหรับการดึงลึกในขั้นตอนถัดไป เราได้ทำการอบชุบแบบโซลูชัน (solution annealing) ที่อุณหภูมิ 1050°C หลังการดึงครั้งที่ 1 แล้วตามด้วยการระบายความร้อนอย่างรวดเร็วด้วยน้ำ เพื่อกำจัดภาวะแข็งตัวจากการขึ้นรูป (work hardening) ได้อย่างมีประสิทธิภาพ ในการดึงครั้งที่ 2 ถึงครั้งที่ 3 เราค่อยๆ ลดรัศมีโค้งของแม่พิมพ์ลง และดึงตัวถ้วยให้บรรลุความสูงสุดสุดท้ายที่ 65มม. โดยควบคุมสัมประสิทธิ์การดึงไว้ที่ 0.7 ต่อแต่ละขั้นตอน การกระจายการเปลี่ยนรูปอย่างสม่ำเสมอทำให้ความแตกต่างของความหนาของผนังอยู่ภายใน 0.2มม. สุดท้าย ในขั้นตอนการขึ้นรูปครั้งที่ 4 เราใช้แม่พิมพ์ขึ้นรูปที่มีขอบเขตเป็นลอนคลื่น และขึ้นรูปผิวโค้งพิเศษของตัวถ้วยอย่างแม่นยำด้วยกระบวนการกดขึ้นรูปแบบไฮดรอลิก (coining) ซึ่งช่วยหลีกเลี่ยงปรากฏการณ์สปริงแบ็ก (springback) ของถ้วย และคืนรูปลอนคลื่นตามแบบที่ออกแบบไว้ได้อย่างสมบูรณ์แบบ

หลังจากที่ขึ้นรูปตัวถ้วยหลักเสร็จสมบูรณ์แล้ว เราใช้ แม่พิมพ์ความแม่นยำแบบเฉพาะเจาะจง เพื่อกดขึ้นรูปเฉพาะจุดบริเวณก้นถ้วย:

เพื่อให้ได้ผลลัพธ์ด้านภาพที่หรูหราและเป็นไปตามมาตรฐานความปลอดภัยสำหรับอาหาร เราจึงใช้กระบวนการขัดเงาแบบ 3 ขั้นตอน :

หลังจากดำเนินการปรับแต่งแม่พิมพ์สามรอบและปรับปรุงกระบวนการอย่างต่อเนื่อง เราสามารถส่งตัวอย่างแก้วไวน์สแตนเลสที่ตรงตามข้อกำหนดทั้งหมดได้สำเร็จ:
ด้วย มีความเชี่ยวชาญมากกว่า 10 ปี ในกระบวนการขึ้นรูปโลหะแบบแม่นยำ เราเชี่ยวชาญกระบวนการหลักต่างๆ เช่น การดึงลึกแบบหลายขั้นตอน (multi-pass deep drawing), การขึ้นรูปแบบกดเฉพาะจุด (local coining) และการขึ้นรูปด้วยแรงดันสูงภายใน (internal high-pressure forming) เราสามารถขึ้นรูปชิ้นส่วนรูปร่างพิเศษแบบไร้รอยต่อจากแผ่นวัตถุดิบเรียบเป็นชิ้นเดียว แก้ไขปัญหาความแข็งแรงไม่เพียงพอและเสี่ยงต่อการรั่วซึมซึ่งเกิดจากกระบวนการเชื่อมแบบดั้งเดิมได้อย่างสมบูรณ์แบบ ทำให้เราเป็นพันธมิตรที่เชื่อถือได้สำหรับชิ้นส่วนโลหะแบบกำหนดเองระดับพรีเมียม
เราให้บริการ การแก้ไขแบบครบวงจร ตั้งแต่การปรับปรุงการออกแบบผลิตภัณฑ์ การพัฒนาแม่พิมพ์ การผลิตทดลองในปริมาณน้อย ไปจนถึงการผลิตจำนวนมาก:
วัสดุโลหะทั้งหมดผ่านการคัดเลือกอย่างเข้มงวด วัสดุโลหะคุณภาพสูง กระบวนการผลิตปฏิบัติตามระบบการจัดการคุณภาพ ISO9001 อย่างเคร่งครัด และผลิตภัณฑ์สำเร็จรูปผ่านการรับรองคุณภาพระดับนานาชาติ เช่น เครื่องหมาย CE ของสหภาพยุโรป และมาตรฐาน ANSI ของสหรัฐอเมริกา ซึ่งสอดคล้องกับข้อกำหนดการเข้าสู่ตลาดต่างประเทศ และสร้างความมั่นใจให้แก่ผู้ซื้อในต่างประเทศ
บริษัท ฉางโจว ดีพลิงค์ เป็นผู้ผลิตอุปกรณ์ดั้งเดิม (OEM) ที่ตั้งอยู่ในประเทศจีน ซึ่งเชี่ยวชาญด้านการผลิตแผ่นโลหะตามแบบเฉพาะ การขึ้นรูปโลหะด้วยความแม่นยำสูง การตัดด้วยเลเซอร์ การกลึงด้วยเครื่องจักรซีเอ็นซี และการดึงลึก (Deep Drawing) ได้รับการรับรองมาตรฐาน ISO 9001 ส่งมอบสินค้าอย่างรวดเร็วทั่วโลก
เขตพัฒนาเศรษฐกิจบริเวณตะวันตกของอำเภอหนานผี เมืองฉางโจว มณฑลเหอเป่ย
สงวนลิขสิทธิ์ © 2025 โดยบริษัท Cangzhou Deeplink International Supply Chain Co., Ltd. นโยบายความเป็นส่วนตัว