Klien kami, sebuah merek yang mengkhususkan diri dalam produk rumah tangga kelas atas, berencana mengembangkan sebuah gelas anggur stainless steel tanpa sambungan, dibentuk satu bagian yang ditujukan bagi kelompok konsumen light luxury di Eropa, Amerika, dan Rusia.
Akhirnya kami mengadopsi proses gabungan berupa pembentukan satu kesatuan melalui deep drawing bertahap (stamping dalam) + coining lokal + polishing cermin untuk sepenuhnya memenuhi persyaratan klien.
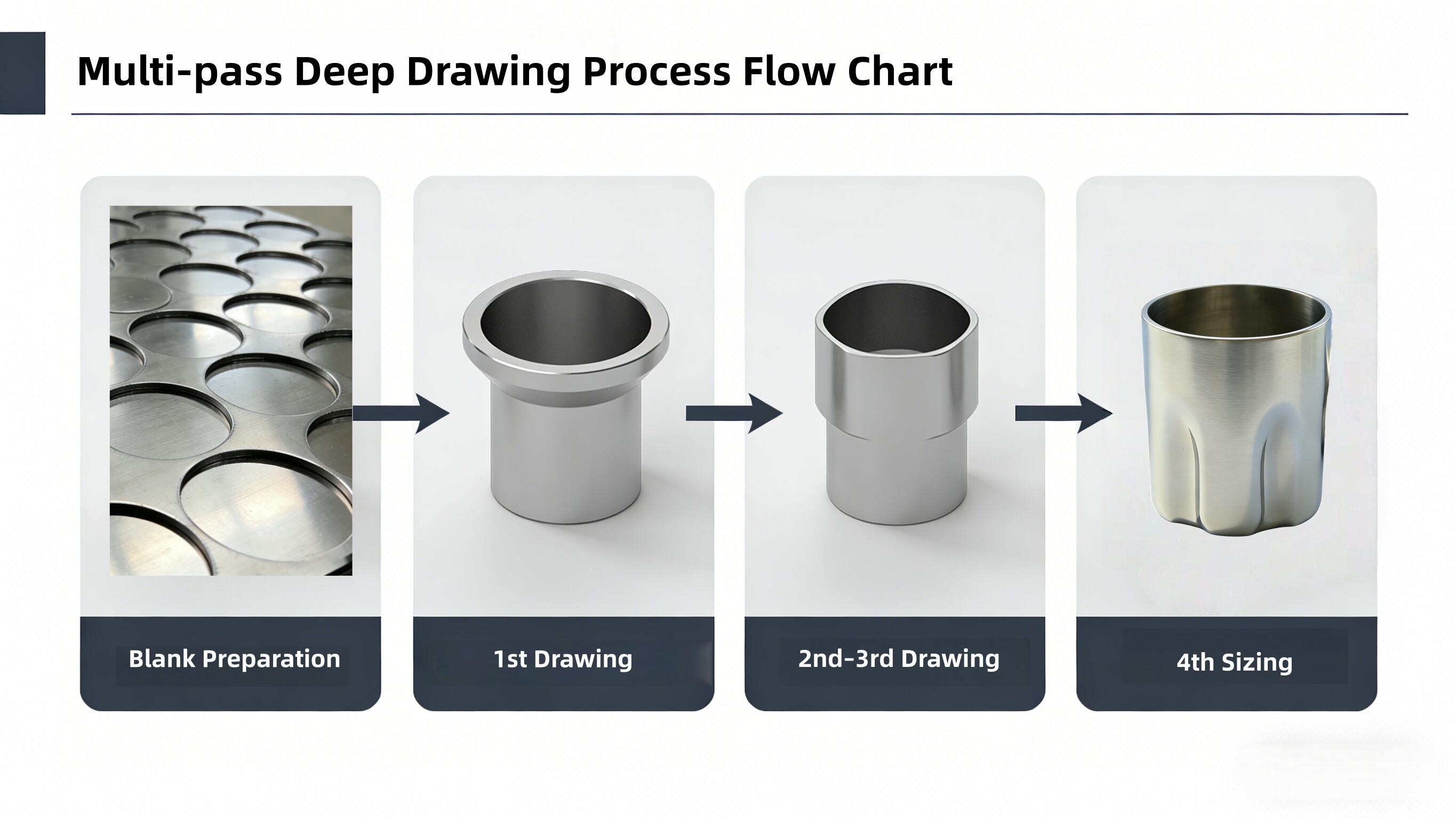
Alih-alih menggunakan proses hydroforming tabung konvensional, kami memulai dari lembaran datar baja tahan karat dan menyelesaikan pembentukan badan cangkir melalui 4 tahap deep drawing progresif . Rincian masing-masing prosedur serta permasalahan yang teratasi adalah sebagai berikut: Pada tahap persiapan blank, kami memilih 2lembaran baja tahan karat 304 setebal mm, dipotong menjadi kepingan bulat berdiameter 120 mm, lalu dibuang burr-nya pada tepiannya untuk menghindari konsentrasi tegangan di tepi dan mencegah retak selama proses drawing berikutnya. Pada tahap drawing pertama, kami menggunakan cetakan dengan jari-jari lengkung besar (large-fillet mold) untuk menarik kepingan awal menjadi cangkir dangkal setinggi 40 mm, dengan koefisien drawing dikendalikan pada nilai 0.55 guna melepaskan tegangan awal serta mencegah terjadinya robekan instan pada material. Untuk memulihkan plastisitas material guna proses deep drawing berikutnya, kami melakukan perlakuan solution annealing pada suhu 1050°C setelah drawing pertama, diikuti pendinginan cepat dengan air guna secara efektif menghilangkan efek work hardening. Pada tahap drawing kedua hingga ketiga, kami secara bertahap mengurangi jari-jari lengkung cetakan, sehingga dinding cangkir ditarik hingga mencapai tinggi akhir sebesar 65mm, dengan koefisien drawing dikendalikan pada nilai 0.7 untuk setiap tahap. Dengan mendistribusikan deformasi secara merata, kami memastikan perbedaan ketebalan dinding berada dalam batas 0.2mm. Akhirnya, pada proses pembentukan ke-4, kami menggunakan cetakan pembentuk dengan kontur bergelombang dan secara presisi membentuk permukaan melengkung berbentuk khusus pada badan cangkir melalui proses coining dengan press hidrolik, sehingga mencegah terjadinya springback pada cangkir serta memulihkan secara sempurna bentuk bergelombang yang telah dirancang.

Setelah badan cangkir utama terbentuk, kami menggunakan cetakan presisi khusus untuk coining lokal pada dasar cangkir:

Untuk mencapai efek visual kelas atas dan memenuhi standar keamanan pangan, kami menerapkan sebuah proses poles tiga tahap :

Setelah tiga putaran iterasi cetakan dan optimalisasi proses, kami berhasil menyerahkan sampel gelas anggur stainless steel yang memenuhi seluruh persyaratan:
Dengan 10+ tahun pengalaman dalam pembentukan logam presisi, kami menguasai proses inti seperti deep drawing multi-tahap, coining lokal, dan pembentukan tekanan tinggi internal. Kami mewujudkan pembentukan satu-bagian dari benda kerja datar menjadi komponen berbentuk khusus tanpa sambungan, sehingga menyelesaikan secara sempurna permasalahan kekuatan yang tidak memadai dan risiko kebocoran akibat proses pengelasan konvensional, menjadikan kami mitra terpercaya untuk komponen logam kustom kelas atas.
Kami menyediakan solusi satu atap yang disesuaikan mulai dari optimalisasi desain produk, pengembangan cetakan, produksi percobaan dalam jumlah kecil hingga produksi massal skala besar:
Semua bahan logam dipilih secara selektif bahan Logam Berkualitas Tinggi . Proses produksi secara ketat mengikuti sistem manajemen mutu ISO9001, dan produk jadi lulus sertifikasi mutu internasional seperti CE Uni Eropa dan ANSI Amerika Serikat, memenuhi persyaratan akses pasar luar negeri serta memberikan jaminan bagi pembeli di luar negeri.
Cangzhou Deeplink menyediakan stamping logam presisi, fabrikasi lembaran logam, dan solusi komponen hardware untuk manufaktur kelas atas global. Layanan rantai pasok penuh kami memastikan pengiriman cepat, kerajinan halus, dan kualitas stabil. Hubungi kami untuk penawaran kustom!
Wilayah Barat Zona Pengembangan Ekonomi Kabupaten Nanpi, Kota Cangzhou, Provinsi Hebei
Hak Cipta © 2025 oleh Cangzhou Deeplink International Supply Chain Co., Ltd. Kebijakan Privasi