Nasz klient, marka specjalizująca się w wysokiej klasy produktach domowych, zamierzała opracować bezszwową szklankę ze stali nierdzewnej do wina w jednej części skierowaną do grup konsumentów preferujących lekką luksusowość w Europie, Ameryce i Rosji.
Ostatecznie zastosowaliśmy połączenie procesów: wieloetapowe głębokie tłoczenie (głębokie stemplowanie) jednolitego kształtowania + lokalne kucie + polerowanie lustrzane w celu pełnego spełnienia wymagań klienta.
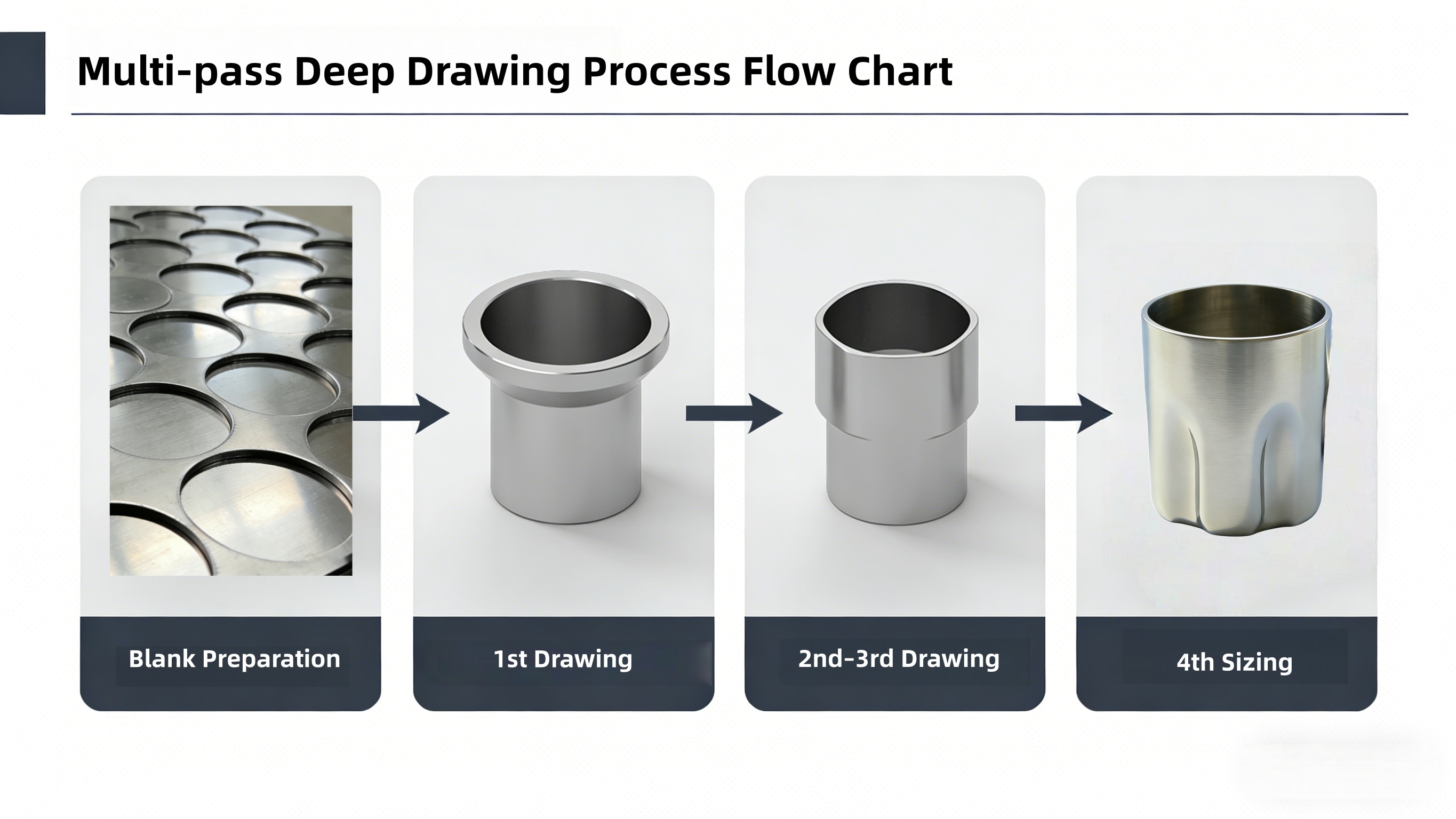
Zamiast tradycyjnego procesu hydroformowania rur, rozpoczęliśmy od płaskich blach ze stali nierdzewnej i ukończyliśmy kształtowanie korpusu kubka za pomocą 4 etapów progresywnego głębokiego tłoczenia . Szczegóły każdego etapu oraz rozwiązane problemy są następujące: Na etapie przygotowania blachy wybraliśmy 2arkusze ze stali nierdzewnej 304 o grubości mm, które zostały wycięte na okrągłe kawałki o średnicy 120 mm, a następnie zdeburrowane na krawędziach, aby uniknąć koncentracji naprężeń na brzegach i zapobiec pękaniu podczas kolejnych operacji tłoczenia. W pierwszym przejściu tłoczenia zastosowano matrycę z dużym promieniem zaokrąglenia, aby początkowo tłoczyć surowy element do płytkiego kubka o wysokości 40 mm, kontrolując współczynnik tłoczenia na poziomie 0,55 w celu rozładowania początkowych naprężeń oraz zapobieżenia natychmiastowemu rozerwaniu materiału. Aby przywrócić plastyczność materiału do kolejnych etapów głębokiego tłoczenia, po pierwszym tłoczeniu przeprowadzono odpuszczanie roztworowe w temperaturze 1050 °C, a następnie szybkie chłodzenie wodą, co skutecznie eliminuje utwardzenie przez odkształcenie. 65mm, przy czym współczynnik tłoczenia w każdym przejściu kontrolowano na poziomie 0,7. Poprzez równomierne rozprowadzanie odkształcenia zapewniono, że różnica grubości ścianki mieści się w granicach 0.2mm. Wreszcie w czwartej operacji kształtowania zastosowano formę kształtującą o falistym konturze i precyzyjnie ukształtowano specjalnie wygiętą powierzchnię bocznej ścianki kubka za pomocą kucia prasą hydrauliczną, unikając odprężenia się kubka oraz doskonałej reprodukcji zaprojektowanego falistego kształtu.

Po ukształtowaniu głównej części kubka zastosowano niestandardową precyzyjną formę do lokalnego kucia dna kubka:

Aby osiągnąć wysokiej klasy efekt wizualny i spełnić normy bezpieczeństwa żywności, zastosowaliśmy trzystopniowy proces polerowania :

Po trzech iteracjach formy i optymalizacji procesu dostarczyliśmy pomyślnie próbki kieliszków ze stali nierdzewnej spełniające wszystkie wymagania:
Z doświadczeniem ponad 10 lat w precyzyjnym formowaniu metalowym opanowaliśmy kluczowe procesy, takie jak wieloetapowe głębokie tłoczenie, lokalne kucie oraz wewnętrzne kształtowanie pod wysokim ciśnieniem. Realizujemy jednoetapowe formowanie z płytek płaskich do bezszwowych elementów niestandardowych, doskonale rozwiązując problemy związane z niewystarczającą wytrzymałością i ryzykiem przecieków wynikające z tradycyjnych metod spawania, co czyni nas niezawodnym partnerem w zakresie niestandardowych, wysokiej klasy części metalowych.
Zapewniamy kompleksowe rozwiązanie dostosowane do potrzeb od optymalizacji projektu produktu, rozwoju matryc i próbnej produkcji małych serii po masową produkcję przemysłową:
Wszystkie materiały metalowe są starannie dobierane wysokiej jakości materiały metalowe proces produkcyjny ściśle przestrzega systemu zarządzania jakością ISO 9001, a gotowe wyroby uzyskują międzynarodowe certyfikaty jakości, takie jak unijny CE oraz amerykański ANSI, spełniając wymagania dostępu na rynki zagraniczne i zapewniając bezpieczeństwo zakupów dla zagranicznych nabywców.
Cangzhou Deeplink to chiński producent OEM specjalizujący się w dostosowanej produkcji blach, precyzyjnym tłoczeniu metalu, cięciu laserowym, obróbce CNC oraz głębokim tłoczeniu. Certyfikowany zgodnie z normą ISO 9001. Szybka dostawa na całym świecie.
Zachodnia część Strefy Rozwoju Gospodarczego powiatu Nanpi, miasta Cangzhou, prowincja Hebei
Prawa autorskie © 2025 Cangzhou Deeplink International Supply Chain Co., Ltd. Polityka prywatności