Vores kunde, et mærke specialiseret i high-end husholdningsprodukter, havde til hensigt at udvikle et sømløst, étdelstilformet rustfrit stålvinglas til de lette luksusforbrugere i Europa, USA og Rusland.
Vi valgte endeligt en kombineret proces bestående af flertrins dybtrækning (dyb stansning) i én stykke + lokal prægning + spejlpolering for at fuldt ud opfylde kundens krav.
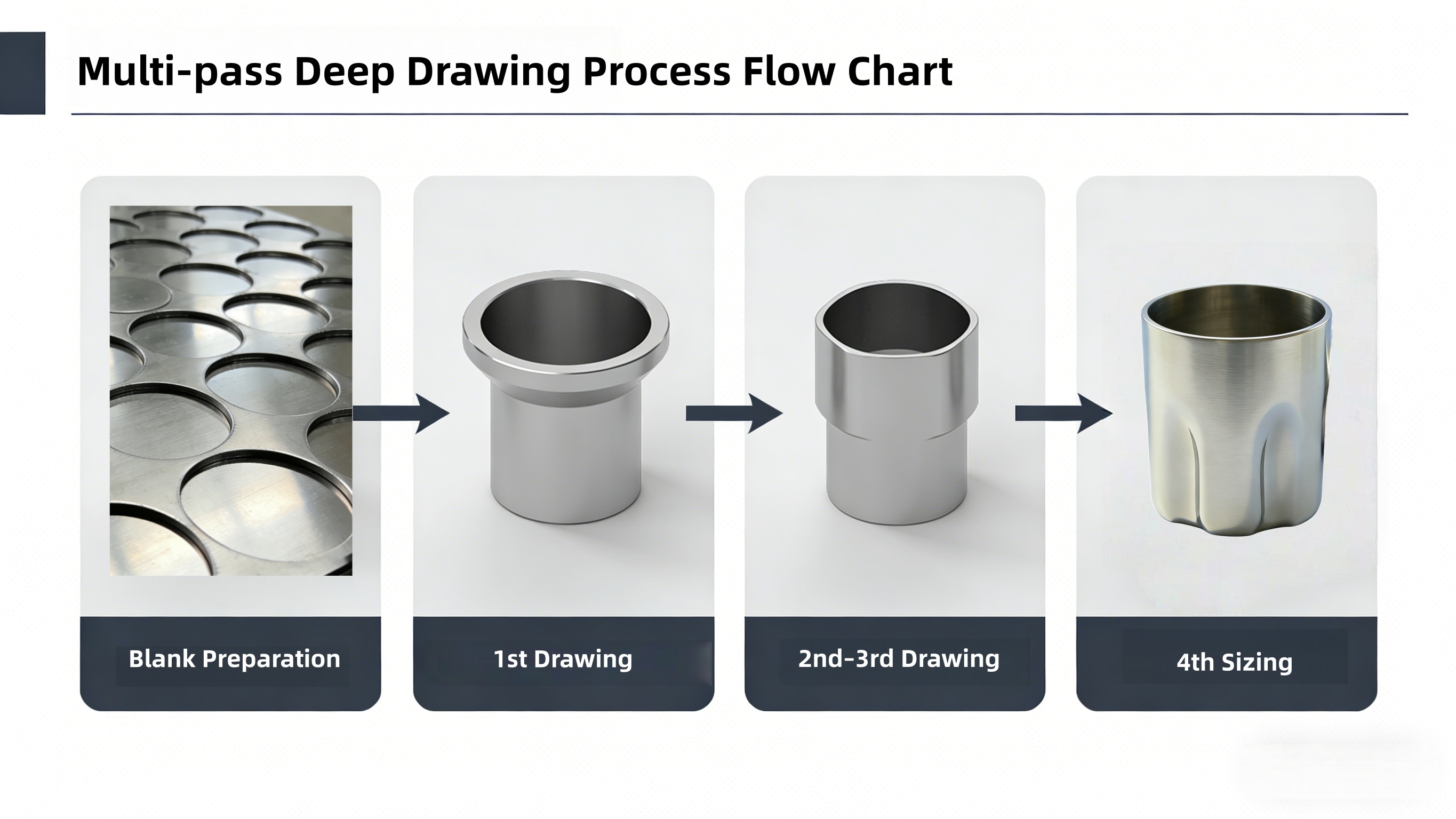
I stedet for den traditionelle rørhydroformningsproces startede vi med flade blanker i rustfrit stål og udførte dannelsen af kopkroppen via 4 progressive trin af dybtrækning . Detaljerne om hver procedure samt de løste problemer er som følger: I forberedelsesfasen for blankerne valgte vi 2mm tykke ark af rustfrit stål, type 304, som blev udstanset til runde plader med en diameter på 120 mm, og kanterne blev afgrædet for at undgå spændingskoncentration ved kanterne og forhindre revner under efterfølgende dybtrækning. I den første dybtrækningsgang anvendte vi en form med store rundinger for at trække det udstansede stykke til en lav kop med en højde på 40 mm, idet trækningskoefficienten blev holdt på 0,55 for at reducere de indledende spændinger og forhindre øjeblikkelig revning af materialet. For at genoprette materialets plasticitet til den efterfølgende dybtrækning udførte vi en løsningsglødning ved 1050 °C efter den første dybtrækning, efterfulgt af hurtig vandafkøling for effektivt at fjerne koldforhærdning. I den anden til tredje dybtrækningsgang reducerede vi gradvist formens rundinger og trak koppens væg op til den endelige højde på 65mm, idet trækningskoefficienten i hver gang blev holdt på 0,7. Ved at fordele deformationen jævnt sikrede vi, at vægtykkelsesforskellen lå inden for 0.2endelig, i den 4. formningspas, brugte vi en formemold med en bølget kontur og formede præcist den specialformede buede overflade af kopkroppen via hydraulisk presstempel, hvilket undgik springback af koppens krop og perfekt gengav den designede bølgede form.

Efter at den primære kopkrop var dannet, brugte vi en brugerdefineret præcisionsmold til lokal stempling af kopbunden:

For at opnå en high-end visuel effekt og opfylde fødevaresikkerhedsstandarderne, implementerede vi en 3-trins poleringsproces :

Efter 3 runder af formiteration og procesoptimering leverede vi med succes prøver af rustfrit stål vinglas, der opfyldte alle krav:
Med 10+ års ekspertise inden for præcisionsmetalformning behersker vi kerneprocesser såsom flertrins dybtrækning, lokal prægning og intern højtryksformning. Vi opnår én-styks-formning fra plane råmaterialer til sømløse specialformede dele og løser dermed perfekt problemerne med utilstrækkelig styrke og utæthedsrisici, som skyldes traditionelle svejseprocesser – hvilket gør os til en pålidelig partner for high-end metaldele efter kundens specifikationer.
Vi giver en en enkelt løsning til kundens behov fra produktudviklingsoptimering, formudvikling og småseriemæssig prøveproduktion til storstilet masseproduktion:
Alle metalmaterialer vælges omhyggeligt. metallmaterialer af høj kvalitet produktionsprocessen følger strengt ISO 9001-kvalitetsstyringssystemet, og færdige produkter opfylder internationale kvalificeringskrav som EU’s CE-mærkning og den amerikanske ANSI-standard, hvilket opfylder adgangskravene til udenlandske markeder og giver udenlandske købere fuld tillid.
Cangzhou Deeplink er en OEM-producent med base i Kina, der specialiserer sig i brugerdefineret pladefremstilling, præcisionsmetalstansning, laserudskæring, CNC-fremstilling og dybtræk. Certificeret i henhold til ISO 9001. Hurtig levering verden over.
Det vestlige område af den økonomiske udviklingszone i Nanpi-kommunen, byen Cangzhou, provinsen Hebei
Copyright © 2025 af Cangzhou Deeplink International Supply Chain Co., Ltd. Privatlivspolitik