Onze klant, een merk dat gespecialiseerd is in hoogwaardige huishoudelijke producten, wilde een naadloos, ééndelig gevormd roestvrijstalen wijnglas ontwikkelen voor licht luxe-consumentengroepen in Europa, Amerika en Rusland.
We hebben uiteindelijk een gecombineerd proces toegepast van meervoudige dieptrekking (diepe stempeling) in één stuk + lokale coining + spiegelpolijsten om aan alle eisen van de klant te voldoen.
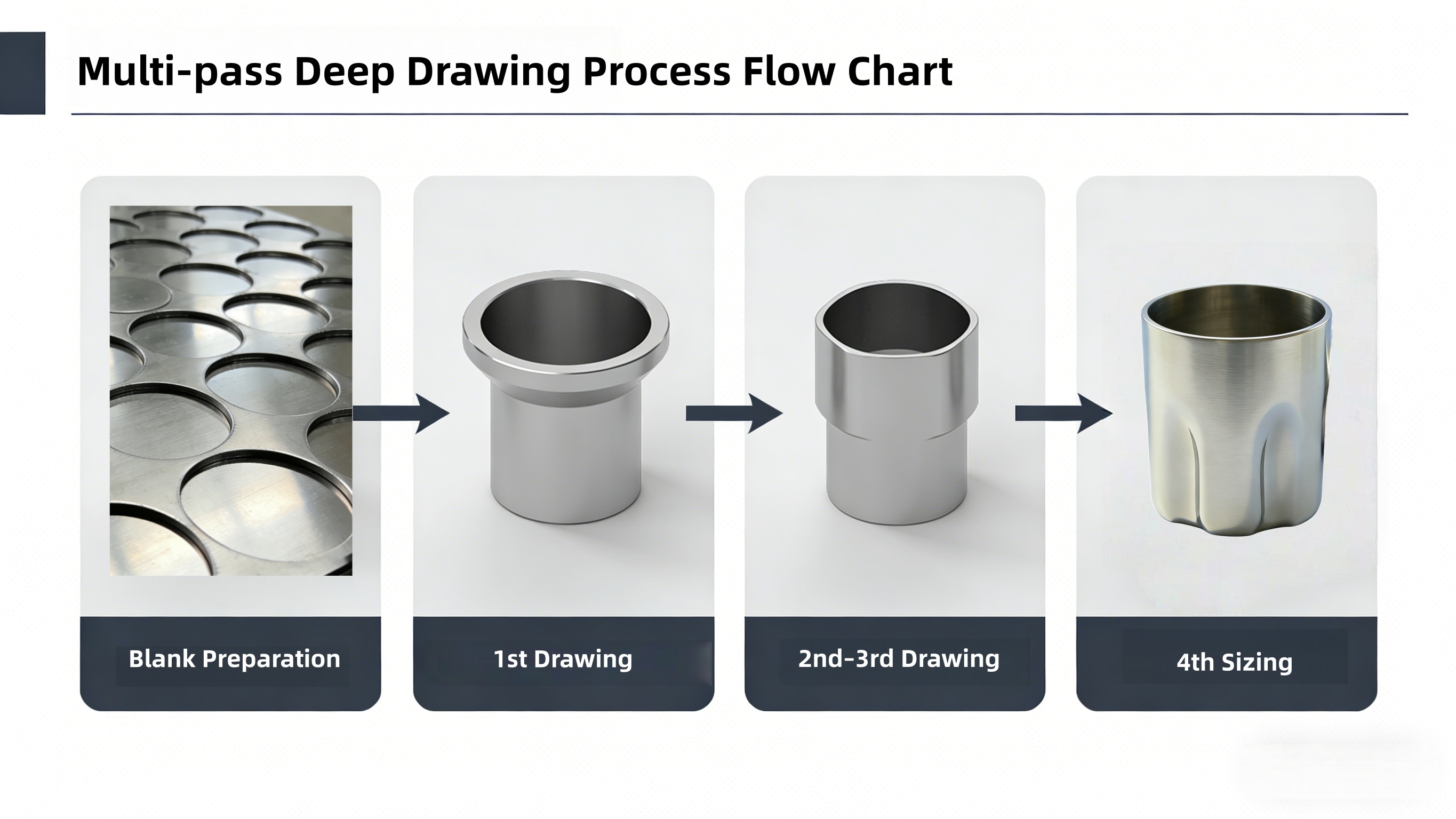
In plaats van het traditionele buis-hydrovormproces zijn we begonnen met platte roestvrijstalen platen en hebben het koplichaam gevormd via 4 opeenvolgende dieptrekpassen . De details van elke procedure en de opgeloste problemen zijn als volgt: In de fase van de grondplaatvoorbereiding hebben wij geselecteerd 2mm-dikke 304-roestvrijstalen platen, die we in ronde stukken met een diameter van 120 mm hebben geponst en waarvan we de randen hebben ontbramen om spanningconcentratie aan de randen te voorkomen en scheuren tijdens de volgende dieptrekking te voorkomen. Bij de eerste dieptrekpassage gebruikten we een matrijs met een grote afrondingsstraal om het grondplaatje voorzichtig in een ondiepe kop met een hoogte van 40 mm te trekken, waarbij de dieptrekcoëfficiënt op 0,55 werd gehandhaafd om de initiële spanning te verminderen en plotselinge scheuring van het materiaal te voorkomen. Om de plastische vervormbaarheid van het materiaal voor de volgende dieptrekking te herstellen, voerden we na de eerste dieptrekpassage een oplossingsglansverharding uit bij 1050 °C, gevolgd door snelle waterkoeling om werkverharding effectief te elimineren. Bij de tweede tot en met derde dieptrekpassage verkleinden we geleidelijk de afrondingsstraal van de matrijs en trokken de kop tot de uiteindelijke hoogte van 65mm, waarbij de dieptrekcoëfficiënt bij elke passage op 0,7 werd gehandhaafd. Door de vervorming gelijkmatig te verdelen, zorgden we ervoor dat het verschil in wanddikte binnen 0.2ten slotte, in de vierde vormgevende pas, gebruikten we een vormmal met een golvende contour en vormden we via hydraulische persstempeling nauwkeurig het speciaal gevormde gebogen oppervlak van het bekertje, waardoor veerkrachtigheid (springback) van het bekertje werd voorkomen en de ontworpen golvende vorm perfect werd weergegeven.

Nadat het hoofdlichaam van het bekertje was gevormd, gebruikten we een aangepaste precisiemal voor lokale stempeling van de bodem van het bekertje:

Om een hoogwaardig visueel effect te bereiken en aan de voedselveiligheidsnormen te voldoen, hebben we een drietrapspolijstproces :

Na drie ronden matrijsiteratie en procesoptimalisatie hebben we met succes roestvrijstalen wijnglaasmonsters geleverd die aan alle eisen voldoen:
Met 10+ jaren expertise bij precisie-metaalvorming beheersen we kernprocessen zoals meervoudig dieptrekken, plaatselijk stempelen en interne hogedrukvorming. Wij realiseren ééndelige vorming van vlakke platen naar naadloze speciaalvormige onderdelen, waardoor we perfect de problemen oplossen van onvoldoende sterkte en lekkagerisico’s veroorzaakt door traditionele lasprocessen, en daarmee een betrouwbare partner zijn voor hoogwaardige op maat gemaakte metalen onderdelen.
Wij bieden een een oplossing op maat van productontwerpoptimalisatie, matrijzenontwikkeling en proefproductie in kleine series tot grootschalige massaproductie:
Alle metalen materialen worden geselecteerd metalen materialen van hoge kwaliteit het productieproces volgt strikt het ISO9001-kwaliteitsmanagementsysteem en de eindproducten voldoen aan internationale kwaliteitscertificeringen zoals de EU-CE- en Amerikaanse ANSI-certificering, waardoor zij voldoen aan de toegangsvereisten voor buitenlandse markten en buitenlandse kopers geruststellen.
Cangzhou Deeplink is een op China gebaseerde OEM-fabrikant die gespecialiseerd is in op maat gemaakte plaatmetaalbewerking, precieze metaalponsen, lasersnijden, CNC-bewerking en dieptrekken. ISO 9001-gecertificeerd. Snelle levering wereldwijd.
Het westelijke gebied van de economische ontwikkelingszone van het district Nanpi, stad Cangzhou, provincie Hebei
Auteursrecht © 2025 door Cangzhou Deeplink International Supply Chain Co., Ltd. Privacybeleid