Clientul nostru, o marcă specializată în produse casnice de înaltă calitate, intenționa să dezvolte un pahar din oțel inoxidabil fără sudură, format într-o singură bucată destinat grupurilor de consumatori din segmentul luxului ușor din Europa, America și Rusia.
Am adoptat în final un proces combinat de formare într-o singură piesă prin tragere profundă în mai multe treceri (stampare profundă) + calibrare locală + lustruire în oglindă pentru a satisface în totalitate cerințele clientului.
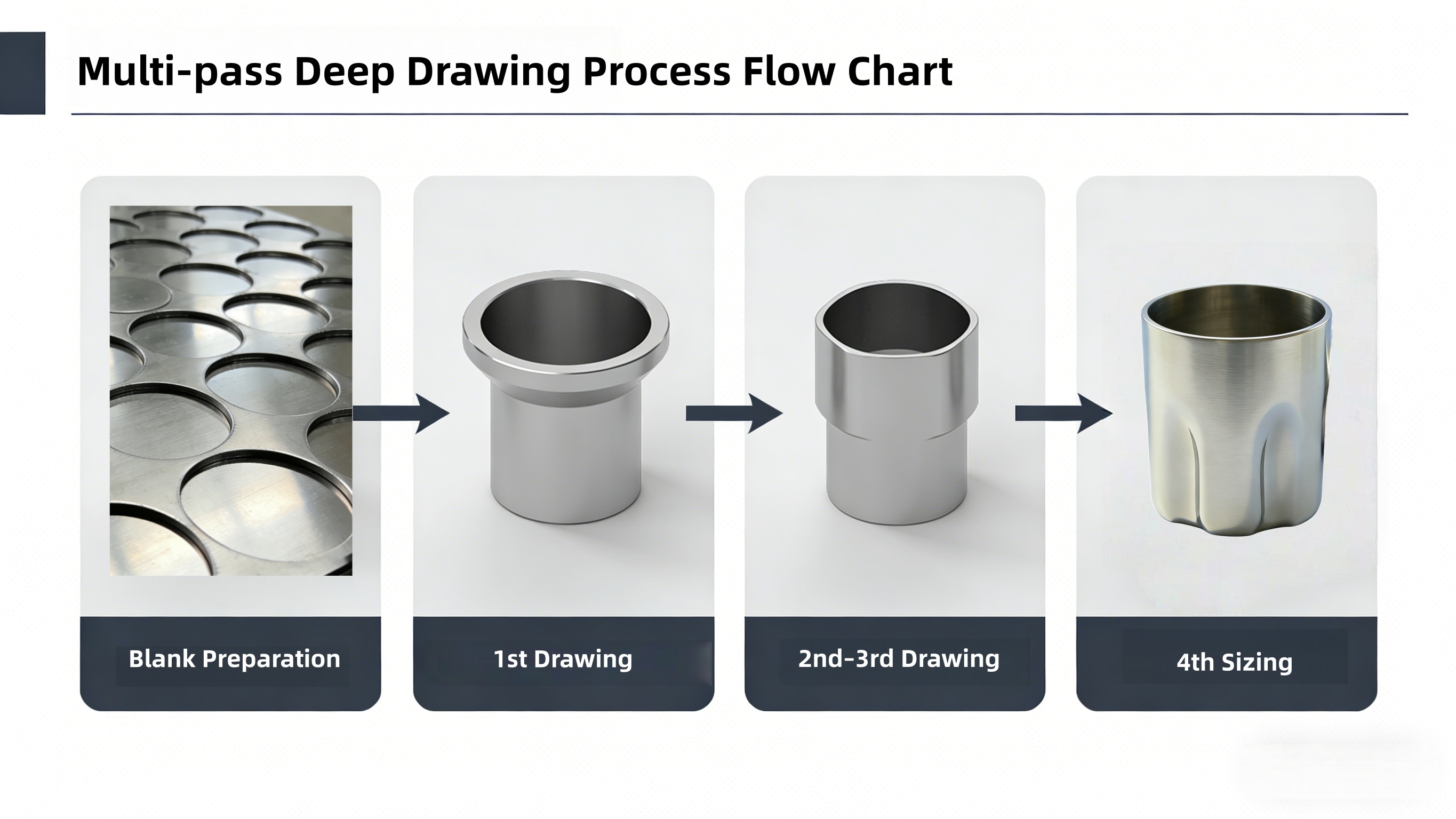
În locul procesului tradițional de hidroformare a tuburilor, am început cu semifabricate plane din oțel inoxidabil și am realizat formarea corpului paharului prin 4 treceri progresive de tragere profundă . Detaliile fiecărei etape și problemele rezolvate sunt următoarele: În etapa pregătirii semifabricatelor, am selectat 2foi din oțel inoxidabil 304 cu grosimea de mm, tăiate în piese rotunde cu diametrul de 120 mm și degroșate la margini pentru a evita concentrarea tensiunilor la margini și a preveni fisurarea în timpul etapelor ulterioare de tragere. În prima etapă de tragere, am utilizat o matriță cu rază mare de racordare pentru a trage inițial semifabricatul într-un vas superficial cu înălțimea de 40 mm, controlând coeficientul de tragere la valoarea de 0,55 pentru a reduce tensiunile inițiale și a preveni ruperea instantanee a materialului. Pentru a restabili plasticitatea materialului în vederea tragerei profunde ulterioare, am efectuat o recoacere de soluționare la 1050 °C după prima etapă de tragere, urmată de răcire rapidă în apă, pentru a elimina eficient durificarea prin deformare. 65mm, coeficientul de tragere fiind menținut la valoarea de 0,7 în fiecare etapă. Prin distribuirea uniformă a deformării, am asigurat ca diferența de grosime a pereților să se încadreze în 0.2în final, în cea de-a 4-a trecere de calibrare, am utilizat o matriță de calibrare cu contur ondulat și am format cu precizie suprafața curbă specială a corpului paharului prin calibrare hidraulică, evitând revenirea elastică a paharului și restabilind perfect forma ondulată proiectată.

După ce corpul principal al paharului a fost format, am utilizat o matriță de precizie personalizată pentru calibrarea locală a fundului paharului:

Pentru a obține un efect vizual de înaltă calitate și pentru a respecta standardele de siguranță alimentară, am implementat un proces de lustruire în 3 etape :

După 3 runde de iterație a matriței și optimizare a procesului, am livrat cu succes eșantioane de pahare pentru vin din oțel inoxidabil care îndeplinesc toate cerințele:
Cu 10+ ani de experiență în formarea precisă a pieselor metalice, stăpânim procese esențiale, cum ar fi tragerea profundă în mai multe etape, calibrarea locală și formarea internă cu presiune ridicată. Realizăm formarea într-o singură piesă, pornind de la semifabricate plane până la piese fără sudură cu forme speciale, rezolvând perfect problemele de rezistență insuficientă și riscurile de scurgere cauzate de procesele tradiționale de sudură, ceea ce ne face un partener de încredere pentru piese metalice personalizate de înaltă calitate.
Ofrecem un soluție personalizată unică de la optimizarea proiectării produsului, dezvoltarea matrițelor și producția experimentală în serii mici până la producția în masă la scară largă:
Toate materialele metalice sunt selectate materiale metalice de înaltă calitate procesul de producție urmează în mod strict sistemul de management al calității ISO9001, iar produsele finite obțin certificări internaționale de calitate, cum ar fi CE UE și ANSI american, îndeplinind cerințele de acces pe piețele externe și oferind siguranță cumpărătorilor străini.

Cangzhou Deeplink este un producător OEM cu sediul în China, specializat în fabricație personalizată de metal de tablă, ștanțare metalică de precizie, tăiere cu laser, prelucrare CNC și tragere adâncă. Certificat ISO 9001. Livrare rapidă în întreaga lume.
Zona de Dezvoltare Economică din Vest a Județului Nanpi, Orașul Cangzhou, Provincia Hebei
Drepturi de autor © 2025 de Cangzhou Deeplink International Supply Chain Co., Ltd. Politica de confidențialitate