Ang aming kliyente, isang brand na nakatutok sa mataas na kalidad na mga produkto para sa tahanan, ay nais na mag-develop ng isang walang sira na baso para sa alak na gawa sa stainless steel na nabuo sa isang piraso na nakatuon sa mga consumer group na nasa kategoryang light luxury sa Europa, Amerika, at Russia.
Sa wakas, tinanggap namin ang isang pinagsamang proseso ng maramihang pagguhit nang malalim (malalim na pagpapandurog) na pagbuo ng isang piraso + lokal na pagpapandurog + pagpapakinis na parang salamin upang lubos na tupdin ang mga kinakailangan ng kliyente.
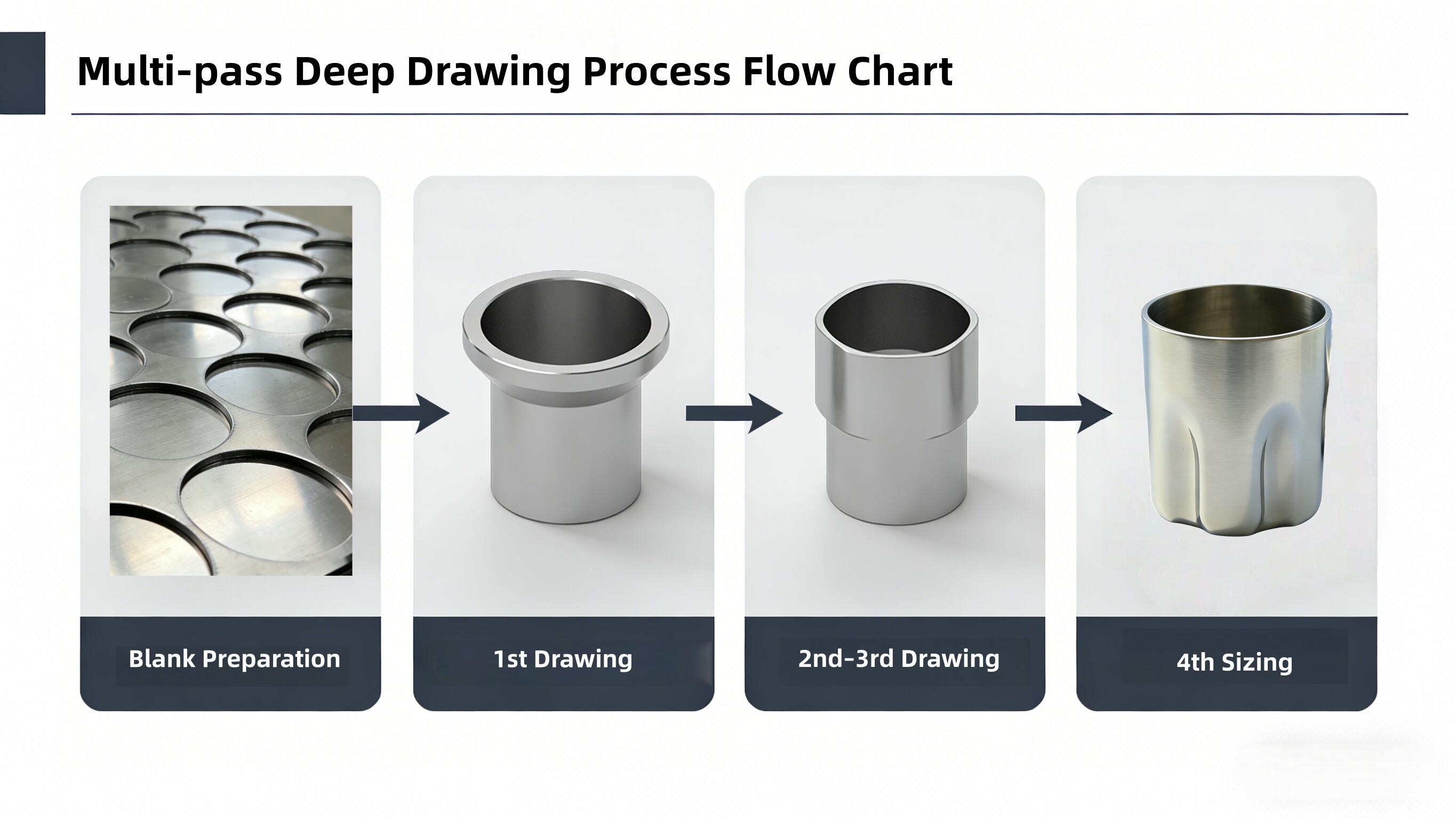
Imbes na gamitin ang tradisyonal na proseso ng hydroforming ng tubo, nagsimula kami sa mga patag na blankong stainless steel at natapos ang pagbuo ng katawan ng tasa sa pamamagitan ng 4 na progresibong pagguhit nang malalim . Ang mga detalye ng bawat hakbang at mga suliraning nasagot ay narito: Sa yugto ng paghahanda ng blanko, pumili kami ng 2mga sheet na gawa sa bakal na may katatagan laban sa karat na klase 304 na may kapal na mm, pinutol ang mga ito nang bilog na may diameter na 120 mm, at inalis ang mga burr sa gilid upang maiwasan ang pagkakasentro ng stress sa mga gilid at maiwasan ang pagsira habang isinasagawa ang susunod na proseso ng pagguhit. Sa unang pagguhit, gumamit kami ng isang hugis-bilugang mold na may malaking radius upang unang i-guhit ang blank papasok sa isang maliit na cup na may taas na 40 mm, kung saan kinontrol ang coefficient ng pagguhit sa 0.55 upang maibuhos ang paunang stress at maiwasan ang biglang pagputol ng materyal. Upang ibalik ang plastisidad ng materyal para sa susunod na proseso ng malalim na pagguhit, isinagawa namin ang solution annealing sa temperatura na 1050°C matapos ang unang pagguhit, kasunod ng mabilis na paglamig gamit ang tubig upang epektibong alisin ang work hardening. Sa ikalawang hanggang ikatlong pagguhit, unti-unting binawasan namin ang radius ng mold, at ginuhit ang katawan ng cup patungo sa panghuling taas na 65mm, kung saan ang drawing coefficient ay kinontrol sa 0.7 sa bawat pagguhit. Sa pamamagitan ng pantay na pagbabahagi ng deformation, siniguro namin na ang pagkakaiba sa kapal ng pader ay nasa loob ng 0.2mm. Sa huling hakbang ng pagbuo (ika-4 na pagpapabuo), ginamit namin ang isang hugis-porma na mold na may alon-alon na kontur at eksaktong nabuo ang espesyal na kurba na ibabaw ng katawan ng tasa gamit ang hydraulic press coining, upang maiwasan ang springback ng tasa at ganap na maibalik ang disenyo ng alon-alon na hugis.

Matapos nabuo ang pangunahing katawan ng tasa, ginamit namin ang isang pasadyang presisyong mold para sa lokal na coining ng ilalim ng tasa:

Upang makamit ang mataas na antas ng visual na epekto at tumugon sa mga pamantayan sa kaligtasan ng pagkain, ginamit namin ang isang tatlong yugtong proseso ng pagpapaganda :

Matapos ang tatlong ulit na pag-uulit ng hulma at optimisasyon ng proseso, matagumpay naming inihatid ang mga sample ng baso para sa alak na gawa sa stainless steel na sumusunod sa lahat ng kinakailangan:
Kasama ang 10+ taon ng eksperto sa presisyong pagbuo ng metal, kami ay bihasa sa mga pangunahing proseso tulad ng maramihang pagguhit nang malalim, lokal na pagpapandak, at panloob na pagbuo gamit ang mataas na presyon. Nakakamit namin ang pagbuo sa isang yunit mula sa patag na blanko hanggang sa mga bahaging espesyal na hugis nang walang sira, na lubos na nalulutas ang mga suliranin tulad ng kawalan ng sapat na lakas at panganib ng pagbubuga na dulot ng tradisyonal na proseso ng pagwelding, kaya kami ay isang mapagkakatiwalaang kasosyo para sa mga pasadyang bahaging metal ng mataas na antas.
Nagbibigay kami ng isang solusyon na pinapaandar sa isang lugar mula sa pag-optimize ng disenyo ng produkto, pag-unlad ng hulma, eksperimentong produksyon sa maliit na bilang hanggang sa malawakang produksyon sa malaking dami:
Lahat ng metal na materyales ay pinipili high-quality Metal Materials . Ang proseso ng produksyon ay sumusunod nang mahigpit sa ISO9001 na sistema ng pamamahala ng kalidad, at ang mga natapos na produkto ay nagpapasa ng internasyonal na sertipikasyon sa kalidad tulad ng EU CE at American ANSI, na nakakatugon sa mga kinakailangan para sa pagpasok sa mga dayuhang merkado at nagbibigay-katiyakan sa mga dayuhang bumibili.
Nagbibigay ang Cangzhou Deeplink ng tumpak na metal stamping, pagawa ng sheet, at mga solusyon sa hardware para sa pandaigdigang mataas na kalidad na manufacturing. Ang aming mga full-chain serbisyo ay nagsisiguro ng mabilis na paghahatid, kahusayan sa paggawa, at matatag na kalidad. Makipag-ugnay sa amin para sa mga pasadyang quote!
Ang Kanlurang Bahagi ng Economic Development Zone ng Nanpi County, Cangzhou City, Hebei Province
Karapatan sa Pagmamay-ari © 2025 ng Cangzhou Deeplink International Supply Chain Co., Ltd. Patakaran sa Pagkakapribado