Notre client, une marque spécialisée dans les produits domestiques haut de gamme, souhaitait développer un verre à vin en acier inoxydable sans soudure et monobloc destiné aux consommateurs des segments « luxe léger » en Europe, en Amérique et en Russie.
Nous avons finalement adopté un procédé combiné comprenant le formage monobloc par emboutissage profond en plusieurs passes (estampage profond) + le frappage local + le polissage miroir afin de répondre pleinement aux exigences du client.
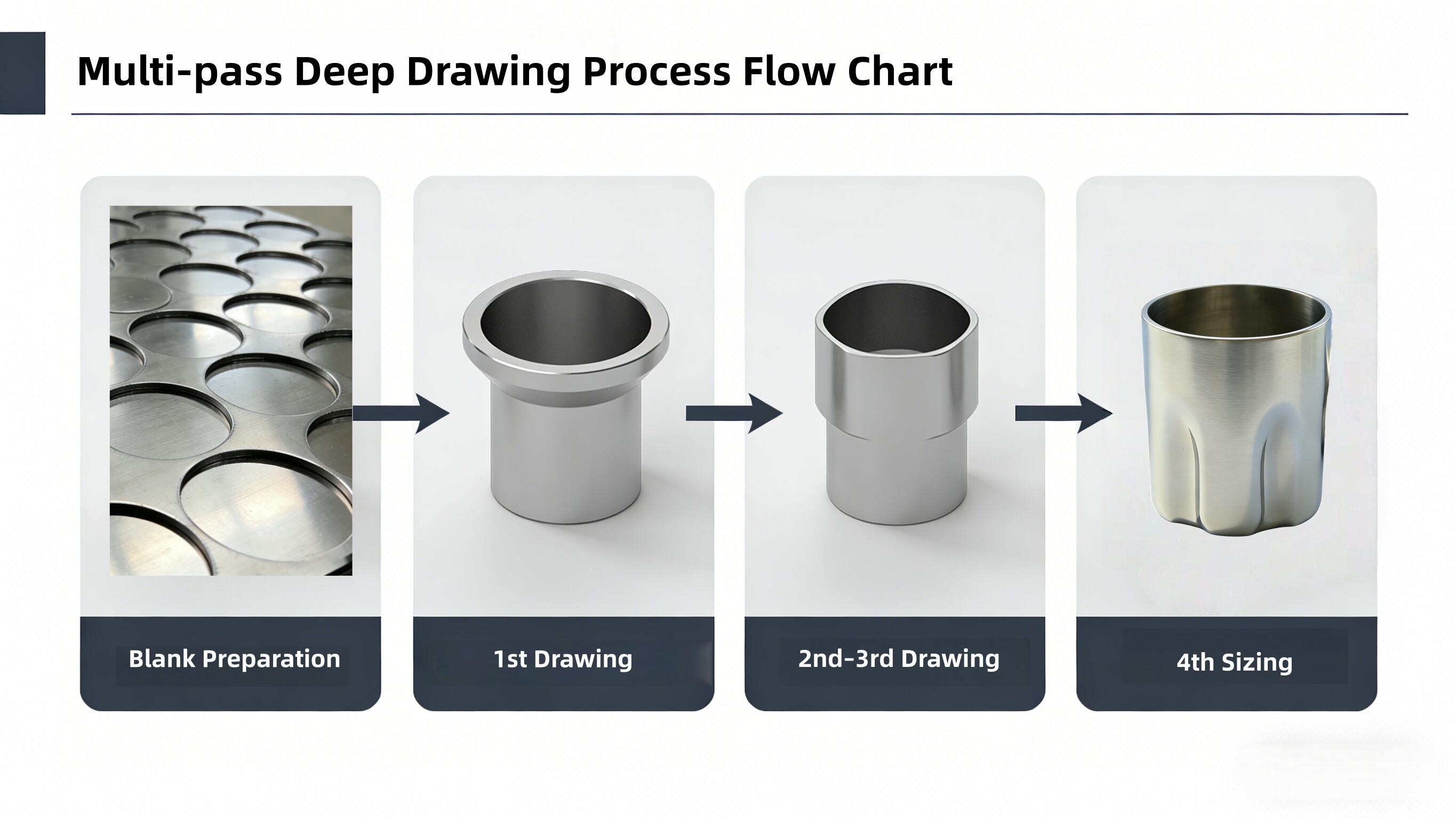
Plutôt que d’utiliser le procédé traditionnel d’hydroformage de tube, nous sommes partis de tôles planes en acier inoxydable et avons réalisé le formage du corps de la tasse par 4 passes progressives d’emboutissage profond . Les détails de chaque étape ainsi que les problèmes résolus sont les suivants : À l’étape de préparation des flans, nous avons sélectionné 2feuilles d'acier inoxydable 304 d'une épaisseur de mm, découpées en pièces rondes de 120 mm de diamètre, puis ébavurées sur les bords afin d'éviter la concentration de contraintes aux bords et de prévenir toute fissuration lors de l'emboutissage ultérieur. Lors du premier passage d'emboutissage, nous avons utilisé un outillage à grand rayon de congé pour emboutir initialement la tôle sous forme d’un godet peu profond de 40 mm de hauteur, en maîtrisant le coefficient d’emboutissage à 0,55 afin de relâcher les contraintes initiales et d’éviter tout déchirement instantané du matériau. Afin de restaurer la plasticité du matériau pour les opérations d’emboutissage profond suivantes, nous avons procédé à un recuit de solution à 1050 °C après le premier emboutissage, suivi d’un refroidissement rapide à l’eau pour éliminer efficacement l’écrouissage. 65mm, le coefficient d’emboutissage étant maintenu à 0,7 à chaque passage. En répartissant uniformément la déformation, nous avons garanti que l’écart d’épaisseur de paroi restait dans les limites de 0.2enfin, lors de la 4e passe de formage, nous avons utilisé un moule de formage à contour ondulé et formé précisément, par emboutissage hydraulique en coinage, la surface courbe spéciale du corps de la tasse, évitant ainsi le retour élastique de la tasse et restituant parfaitement la forme ondulée conçue.

Après avoir formé le corps principal de la tasse, nous avons utilisé un moule de précision personnalisé pour le coinage local du fond de la tasse :

Pour obtenir un effet visuel haut de gamme et répondre aux normes de sécurité alimentaire, nous avons mis en œuvre une procédure de polissage en trois étapes :

Après trois itérations du moule et des optimisations de procédé, nous avons livré avec succès des échantillons de verres à vin en acier inoxydable répondant à toutes les exigences :
Avec plus de 10 ans d'expertise dans le domaine du formage précis des métaux, nous maîtrisons des procédés clés tels que le repoussage profond multi-passes, le poinçonnage local et le formage à haute pression interne. Nous réalisons un formage monobloc, allant depuis la tôle plate jusqu’à des pièces spéciales sans soudure, résolvant ainsi parfaitement les problèmes de résistance insuffisante et de risques de fuite liés aux procédés traditionnels de soudage, ce qui fait de nous un partenaire fiable pour la fabrication sur mesure de pièces métalliques haut de gamme.
Nous offrons une solution personnalisée en un seul endroit de l’optimisation de la conception produit, au développement des moules, en passant par la production pilote en petites séries jusqu’à la fabrication de grande série :
Tous les matériaux métalliques sont soigneusement sélectionnés matériaux métalliques de haute qualité le processus de production suit strictement le système de management de la qualité ISO 9001, et les produits finis obtiennent des certifications de qualité internationales telles que la CE européenne et l’ANSI américain, répondant ainsi aux exigences d’accès aux marchés étrangers et rassurant les acheteurs internationaux.
Cangzhou Deeplink fournit des solutions précises d'emboutissage métallique, de tôlerie et de quincaillerie pour la fabrication haut de gamme mondiale. Nos services intégrés assurent une livraison rapide, une excellente qualité artisanale et une stabilité de qualité. Contactez-nous pour obtenir un devis personnalisé !
La zone ouest de la zone de développement économique du comté de Nanpi, ville de Cangzhou, province du Hebei
Droits d'auteur © 2025 par Cangzhou Deeplink International Supply Chain Co., Ltd. Politique de confidentialité