Pelanggan kami, sebuah jenama yang mengkhusus dalam produk rumah bermutu tinggi, bercadang untuk membangunkan sebuah gelas wain keluli tahan karat tanpa sambungan, dibentuk dalam satu bahagian yang ditujukan kepada kelompok pengguna mewah ringan di Eropah, Amerika dan Rusia.
Akhirnya kami menggunakan gabungan proses berikut: pembentukan satu-bahagian melalui penarikan dalam berulang-ulang (pengecap dalam berulang-ulang) + percetakan tempatan + penggilapan cermin untuk sepenuhnya memenuhi keperluan pelanggan.
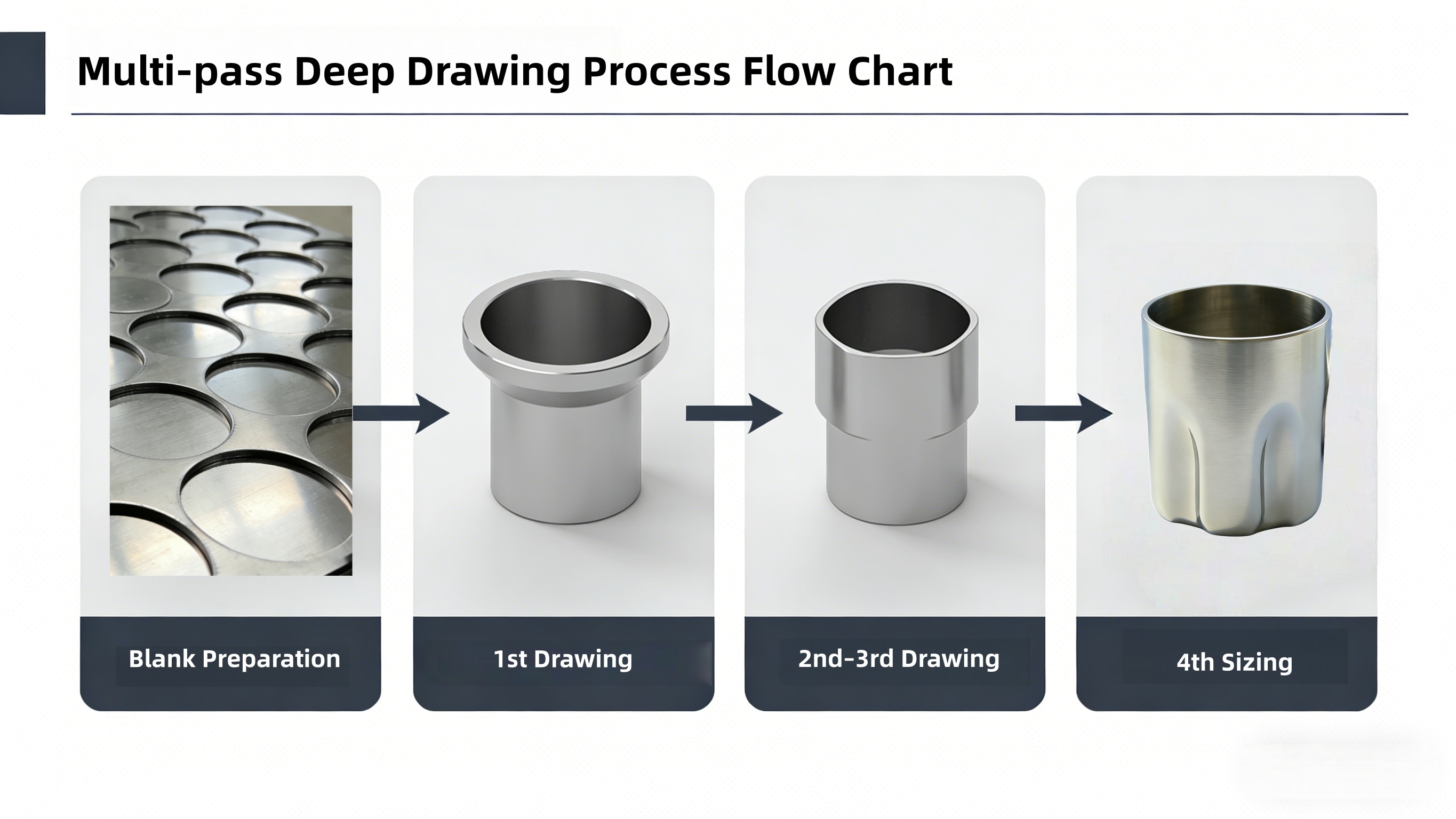
Daripada menggunakan proses pembentukan hidroform tiub tradisional, kami bermula dengan kepingan rata keluli tahan karat dan menyelesaikan pembentukan badan cawan melalui 4 langkah penarikan dalam progresif . Butiran setiap prosedur dan masalah yang diselesaikan adalah seperti berikut: Pada peringkat penyediaan kepingan, kami memilih 2kepingan keluli tahan karat 304 setebal mm, dipotong menjadi kepingan bulat berdiameter 120 mm, dan tepinya dikeluarkan sebarang pinggir tajam (deburred) untuk mengelakkan pemusatan tegasan di tepi serta mencegah retakan semasa proses penarikan seterusnya. Dalam laluan penarikan pertama, kami menggunakan acuan berjejari besar (large-fillet mold) untuk menarik kepingan tersebut secara awal ke dalam bentuk cawan cetek setinggi 40 mm, dengan pekali penarikan dikawal pada 0.55 bagi melepaskan tegasan awal dan mencegah koyak mendadak bahan. Untuk memulihkan keplastikan bahan bagi proses penarikan mendalam seterusnya, kami menjalankan proses pemanasan larut (solution annealing) pada suhu 1050°C selepas laluan penarikan pertama, diikuti dengan pendinginan cepat menggunakan air bagi menghilangkan sepenuhnya kesan pengerasan akibat kerja (work hardening). Dalam laluan penarikan kedua hingga ketiga, kami secara beransur-ansur mengurangkan jejari acuan, menarik badan cawan hingga mencapai ketinggian akhir sebanyak 65mm, dengan pekali penarikan dikawal pada 0.7 bagi setiap laluan. Dengan mengagihkan deformasi secara sekata, kami memastikan perbezaan ketebalan dinding berada dalam had 0.2akhirnya, dalam laluan pembentukan ke-4, kami menggunakan acuan pembentukan dengan kontur berombak dan membentuk permukaan melengkung khas badan cawan secara tepat melalui proses pengetipan hidraulik, mengelakkan fenomena springback pada cawan serta memulihkan bentuk berombak yang direka secara sempurna.

Setelah badan cawan utama dibentuk, kami menggunakan acuan ketepatan khusus untuk pengetipan setempat pada dasar cawan:

Untuk mencapai kesan visual mewah dan memenuhi piawaian keselamatan makanan, kami melaksanakan suatu proses pengilat tiga peringkat :

Selepas tiga pusingan penyesuaian acuan dan pengoptimuman proses, kami berjaya menghantar sampel gelas wain keluli tahan karat yang memenuhi semua keperluan:
Dengan 10+ tahun kecekapan dalam pembentukan logam ketepatan, kami menguasai proses utama seperti penarikan dalam berbilang laluan, percetakan tempatan dan pembentukan tekanan tinggi dalaman. Kami merealisasikan pembentukan satu-bahagian dari bahan rata kepada komponen berbentuk khas tanpa sambungan, menyelesaikan secara sempurna masalah kekuatan tidak mencukupi dan risiko kebocoran yang disebabkan oleh proses pengimpalan tradisional, menjadikan kami rakan yang boleh dipercayai untuk komponen logam tersuai tahap tinggi.
Kami menawarkan penyelesaian khusus satu-henti daripada pengoptimuman rekabentuk produk, pembangunan acuan dan pengeluaran percubaan kelompok kecil hingga pengeluaran pukal berskala besar:
Semua bahan logam dipilih secara teliti bahan Logam Berkualiti Tinggi proses pengeluaran secara ketat mengikut sistem pengurusan kualiti ISO9001, dan produk siap lulus sijil kualiti antarabangsa seperti CE EU dan ANSI Amerika Syarikat, memenuhi keperluan akses ke pasaran luar negara serta memberi keyakinan kepada pembeli di luar negara.
Cangzhou Deeplink ialah sebuah pengilang OEM berpangkalan di China yang mengkhusus dalam pembuatan logam lembaran suai, pengetipan logam tepat, pemotongan laser, pemesinan CNC dan penarikan mendalam. Bersijil ISO 9001. Penghantaran pantas ke seluruh dunia.
Bahagian Barat Zon Pembangunan Ekonomi Daerah Nanpi, Bandar Cangzhou, Provinsi Hebei
Hak Cipta © 2025 oleh Cangzhou Deeplink International Supply Chain Co., Ltd. Dasar Privasi