موکل ما، برندی متخصص در محصولات خانگی لوکس، قصد داشت یک لیوان شراب ضدزنگ یکپارچه و بدون درز را برای گروههای مصرفکننده لوکس سبک در اروپا، آمریکا و روسیه توسعه دهد.
در نهایت، ما از ترکیبی از فرآیندهای زیر استفاده کردیم: تشکیل یکقطعهای با کشش عمیق چندمرحلهای (پرس عمیق) + شکلدهی موضعی (کوینینگ) + پولیش آینهای تا نیازمندیهای مشتری بهطور کامل برآورده شود.
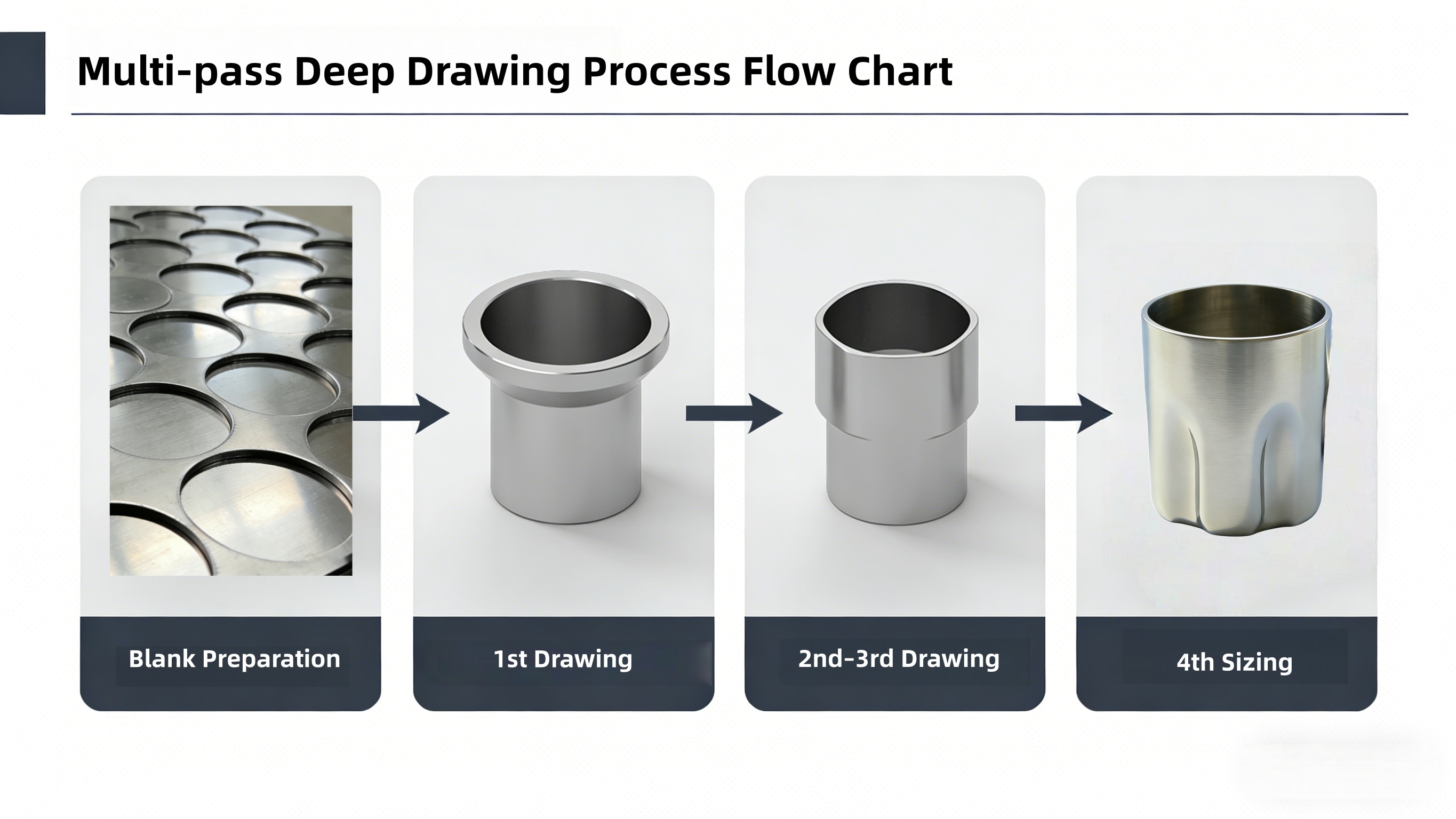
بهجای فرآیند سنتی هیدروفرمینگ لولهای، ما از تیغههای تخت فولاد ضدزنگ شروع کردیم و تشکیل بدنهی لیوان را از طریق ۴ مرحله کشش عمیق پیشرونده انجام دادیم. جزئیات هر مرحله و مشکلات حلشده در ادامه آمده است: در مرحله آمادهسازی تیغه، ما انتخاب کردیم 2ورقههای فولاد ضدزنگ ۳۰۴ با ضخامت میلیمتر، که به صورت دایرهای با قطر ۱۲۰ میلیمتر برشخورده و لبههای آنها پرداخت شده تا از تمرکز تنش در لبهها جلوگیری شده و از ترکخوردن در فرآیند کشش بعدی جلوگیری گردد. در اولین مرحله کشش، از قالبی با شعاع گردی بزرگ استفاده کردیم تا ورق را ابتدا به صورت یک ظرف کوتاه با ارتفاع ۴۰ میلیمتر کشیده و ضریب کشش را در سطح ۰٫۵۵ کنترل نماییم تا تنش اولیه کاهش یافته و از پارگی لحظهای مواد جلوگیری شود. برای بازگرداندن قابلیت تغییر شکل پلاستیک مواد جهت کشش عمیق بعدی، پس از اولین مرحله کشش، عملیات آنیل محلولسازی در دمای ۱۰۵۰ درجه سانتیگراد انجام شد و سپس خنکسازی سریع با آب اعمال گردید تا سختی ناشی از کار (Work Hardening) بهطور مؤثر از بین برود. در مراحل دوم تا سوم کشش، شعاع گردی قالب بهتدریج کاهش یافت و بدنه ظرف تا ارتفاع نهایی 65میلیمتر کشیده شد، در حالی که ضریب کشش در هر مرحله در سطح ۰٫۷ کنترل شد. با توزیع یکنواخت تغییر شکل، اختلاف ضخامت دیواره در محدودهی 0.2در نهایت، در چهارمین مرحلهٔ شکلدهی، از قالبی با حالت موجدار برای شکلدهی سطح منحنی خاص بدنهٔ لیوان استفاده کردیم؛ این کار با فرآیند ضربهزنی هیدرولیکی (کوینینگ) انجام شد تا از بازگشت الاستیک لیوان جلوگیری شود و شکل موجدار طراحیشده بهطور دقیق بازیابی گردد.

پس از شکلگیری اصلی بدنهٔ لیوان، از یک قالب دقیق سفارشی برای کوینینگ محلی کف لیوان استفاده کردیم:

برای دستیابی به اثر بصری لوکس و رعایت استانداردهای ایمنی غذایی، ما یک فرآیند صیقلدهی سه مرحلهای :

پس از سه دور تکرار قالب و بهینهسازی فرآیند، ما نمونههای لیوان شراب از جنس فولاد ضدزنگ را با موفقیت تحویل دادیم که تمامی الزامات را برآورده میکنند:
با ۱۰+ سال تخصص در شکلدهی دقیق فلزی، ما فرآیندهای اصلی از جمله کشش عمیق چندمرحلهای، زدن محلی (کوینینگ) و شکلدهی فشار بالای داخلی را تسلط کامل داریم. ما شکلدهی یکپارچه از ورق تخت به قطعات بدون درز با اشکال خاص را محقق میسازیم و بهطور کامل مشکلات ناشی از فرآیندهای جوشکاری سنتی — از جمله مقاومت ناکافی و خطر نشت — را حل میکنیم؛ بنابراین ما شریک قابل اعتمادی برای قطعات فلزی سفارشی سطح بالا هستیم.
ما یک راهحل سفارشی یک مرجع از بهینهسازی طراحی محصول، توسعه قالب و تولید آزمایشی با حجم کم تا تولید انبوه در مقیاس بزرگ:
تمام مواد فلزی انتخاب شدهاند مواد فلزی با کیفیت . فرآیند تولید بهطور دقیق از سیستم مدیریت کیفیت ISO9001 پیروی میکند و محصولات نهایی گواهیهای کیفی بینالمللی از جمله CE اتحادیه اروپا و ANSI آمریکا را کسب کردهاند و نیازمندیهای ورود به بازارهای خارجی را برآورده میکنند و خریداران خارجی را مطمئن میسازند.

شرکت چانگژو دیپلینک یک تولیدکننده OEM مستقر در چین است که در زمینه ساخت سفارشی ورقهای فلزی، نورد دقیق فلزات، برش لیزری، ماشینکاری با کنترل عددی و کشش عمیق تخصص دارد. این شرکت دارای گواهی ISO 9001 است و تحویل سریع به سراسر جهان ارائه میدهد.
منطقه توسعه اقتصادی غربی شهرستان نانپی، شهر قانگژو، استان هبئی
حق تکثیر © 2025 توسط شرکت بینالمللی زنجیره تأمین Cangzhou Deeplink سیاست حفظ حریم خصوصی