Vår kund, ett varumärke som specialiserar sig på högkvalitativa hushållsprodukter, avsåg att utveckla ett sömlöst, enstyckigt format vinglas av rostfritt stål riktat mot konsumentgrupper inom den lätta lyxsegmentet i Europa, USA och Ryssland.
Vi valde slutligen en kombinerad process av flerpass djupdragning (djupstansning) i ett stycke + lokal prägling + spegelpolering för att fullt ut uppfylla kundens krav.
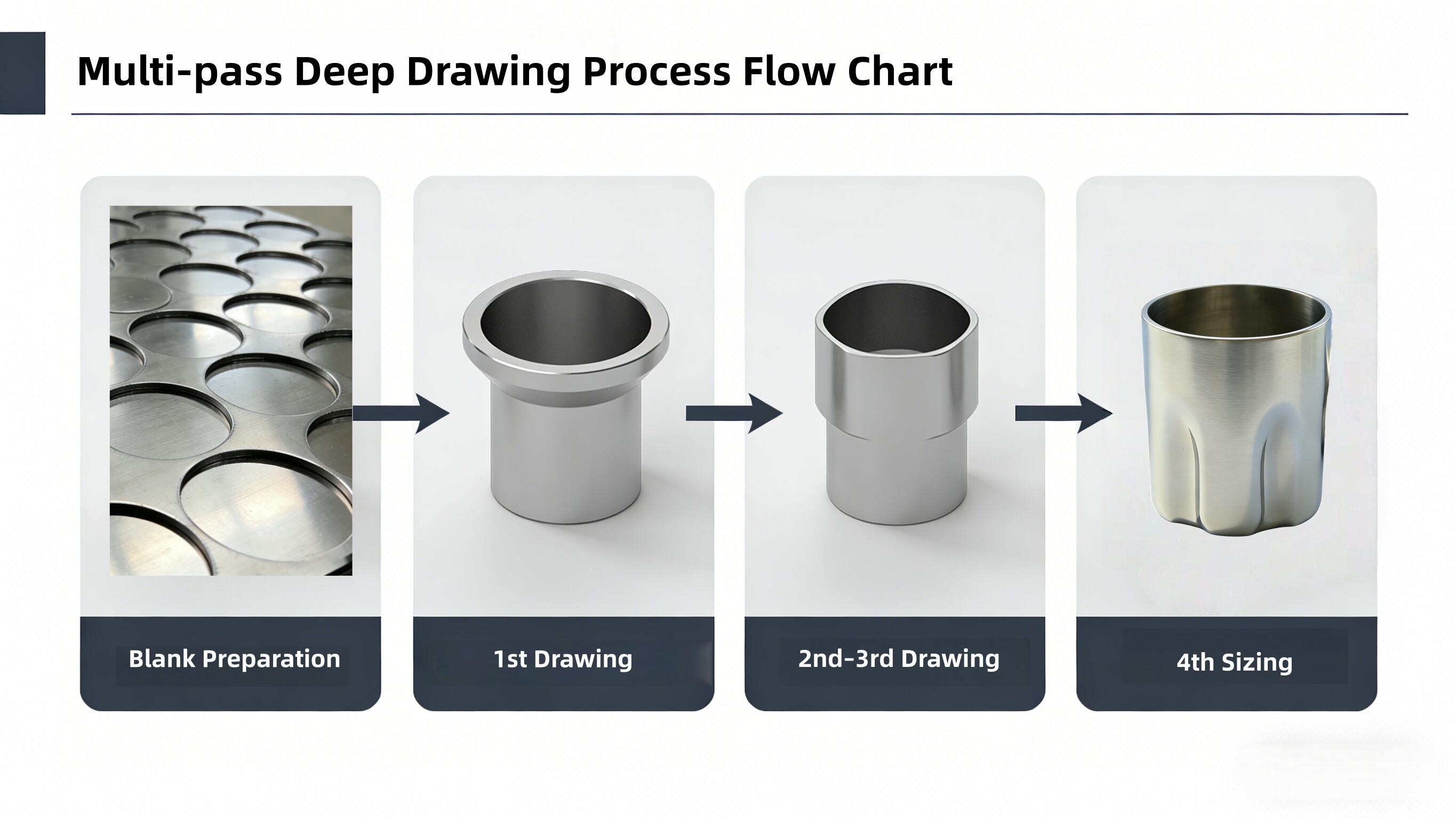
I stället for den traditionella rörs hydroformningsprocessen utgick vi från platta blankor i rostfritt stål och genomförde formningen av kopparkroppen via 4 progressiva pass av djupdragning . Detaljerna för varje steg och de lösta problemen är följande: I förberedelsesteget för blankorna valde vi 2mm-tjocka plåtar av rostfritt stål 304, klippte ut dem till runda skivor med en diameter på 120 mm och avrundade kanterna för att undvika spänningskoncentration vid kanterna och förhindra sprickbildning under efterföljande dragning. Vid den första dragningen använde vi en form med stort rundningsradie för att initialt dra ut blanken till en grunt bägare med en höjd av 40 mm, där dragkoefficienten reglerades till 0,55 för att lindra den initiala spänningen och förhindra ögonblicklig rivning av materialet. För att återställa materialets plasticitet inför efterföljande djupdragning utförde vi lösningsglödgning vid 1050 °C efter den första dragningen, följt av snabb vattenkylning för att effektivt eliminera kallförhärtningsverkan. Vid den andra till tredje dragningen minskade vi gradvis formens rundningsradie och drog bägarkroppen till den slutliga höjden av 65mm, där dragkoefficienten reglerades till 0,7 vid varje dragning. Genom att jämnt fördela deformationen säkerställde vi att väggtjockleksvariationen låg inom 0.2slutligen, i den fjärde formningspasset, använde vi en formningsform med en vågformad kontur och formade exakt den specialformade böjda ytan på kopparns kropp med hjälp av hydraulisk prägling, vilket undvek återböjning av koppen och perfekt återställde den designade vågformen.

Efter att huvudkroppen på koppen hade formatits använde vi en anpassad precisionform för lokal prägling av kopparns botten:

För att uppnå en högkvalitativ visuell effekt och uppfylla livsmedelssäkerhetskraven har vi implementerat en trestegspoleringprocess :

Efter tre omgångar med formiterering och processoptimering levererade vi framgåsrikt provexemplar av vinglas av rostfritt stål som uppfyllde alla krav:
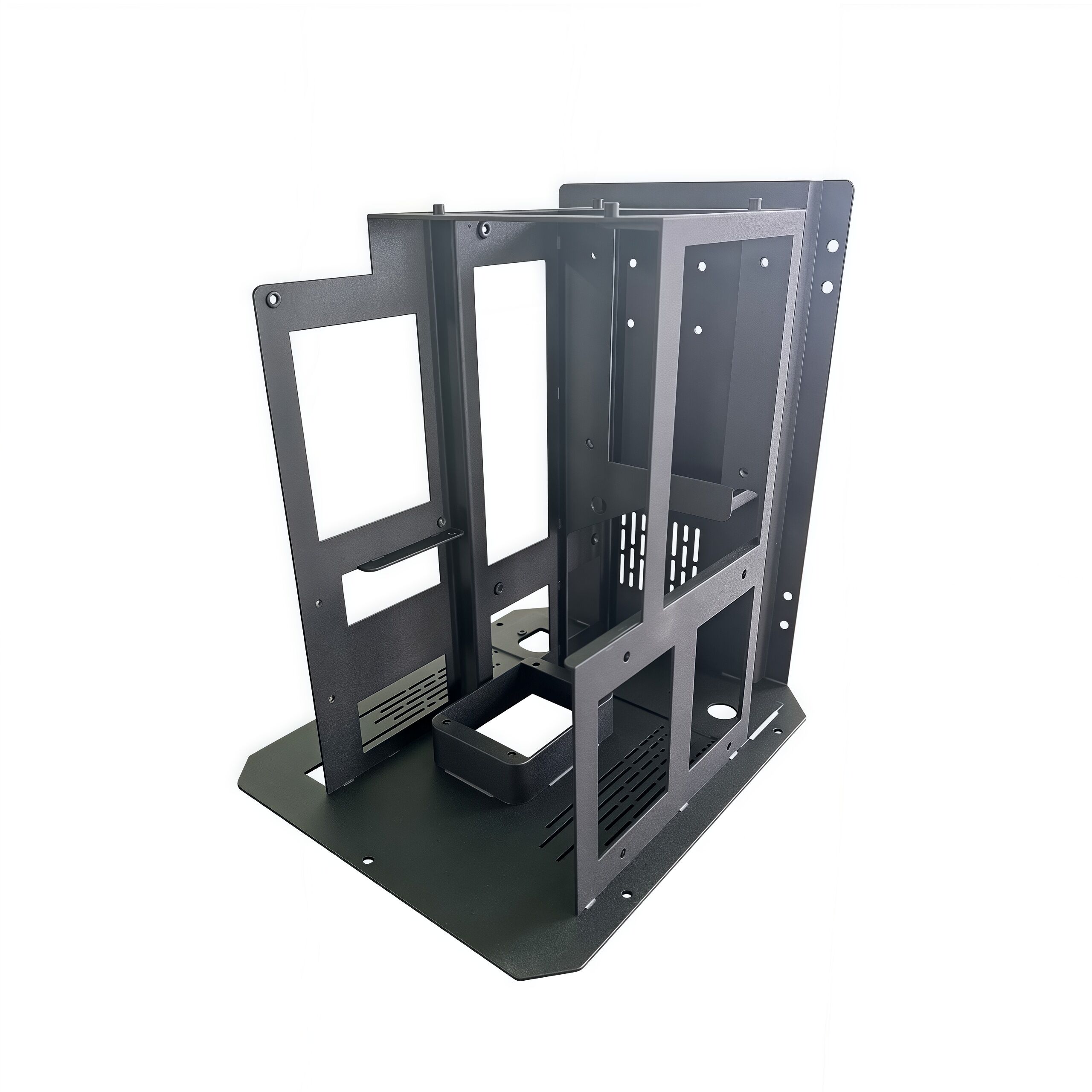
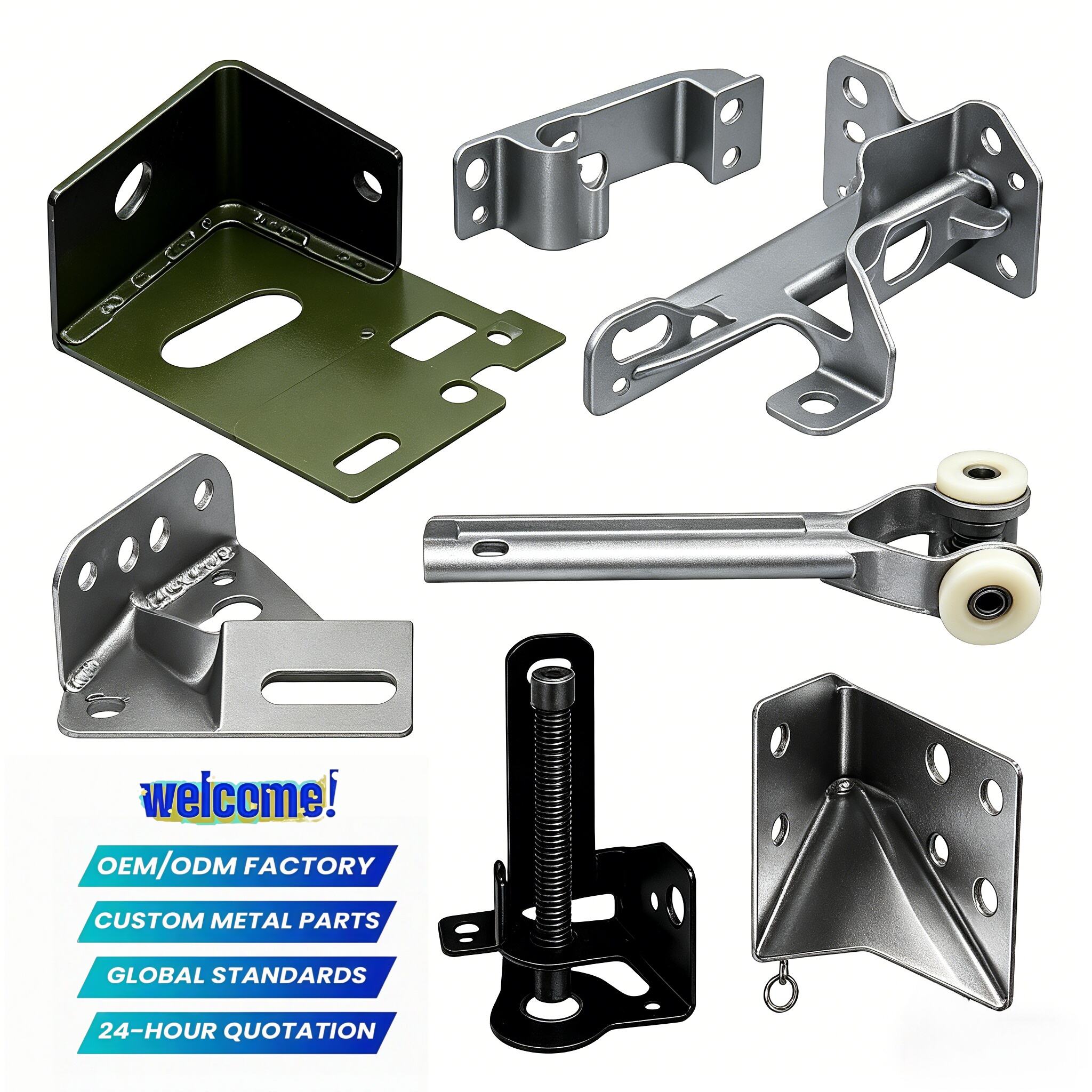
Med 10+ års expertis inom precisionssmide av metall behärskar vi kärnprocesser såsom flerpassdjupdragning, lokal prägling och intern högtrycksformning. Vi uppnår enstegsformning från platta blanketter till sömlösa specialformade delar, vilket löser problemen med otillräcklig hållfasthet och läckningsrisker som orsakas av traditionella svetsprocesser – vilket gör oss till en pålitlig partner för högkvalitativa anpassade metallkomponenter.
Vi ger en enstaka lösningar som är anpassade till dig från produktutveckling och designoptimering, formutveckling och småserieprovproduktion till storsskalig massproduktion:
Alla metallmaterial är utvalda metallmaterial av hög kvalitet produktionsprocessen följer strikt kvalitetsledningssystemet ISO 9001, och färdiga produkter godkänns av internationella kvalitetscertifieringar såsom EU:s CE-märkning och amerikanska ANSI, vilket uppfyller kraven för marknadsinträde i utlandet och ger utländska köpare trygghet.
Cangzhou Deeplink levererar precision i metallstansning, plåtproduktion och hårdvarulösningar till global högkvalitativ tillverkning. Våra fullständiga kedjetjänster säkerställer snabb leverans, exquisit hantverk och stabil kvalitet. Kontakta oss för skräddarsydda offertförfrågningar!
Västra delen av den ekonomiska utvecklingszonen i Nanpi-county, Cangzhou-stad, provinsen Hebei
Copyright © 2025 av Cangzhou Deeplink International Supply Chain Co., Ltd. Integritetspolicy