Биздин клиент — жогорку сапаттагы үй-бүлөлүк товарамдарга мамандашкан бренд, Европа, Америка жана Россиядагы жеңил люкс тутумундагы токойчулардын талаптарына ылайык түтүксүз, бир бөлүктүү нержиссиз болочок вино бокалын иштеп чыгарууну пландаштырган.
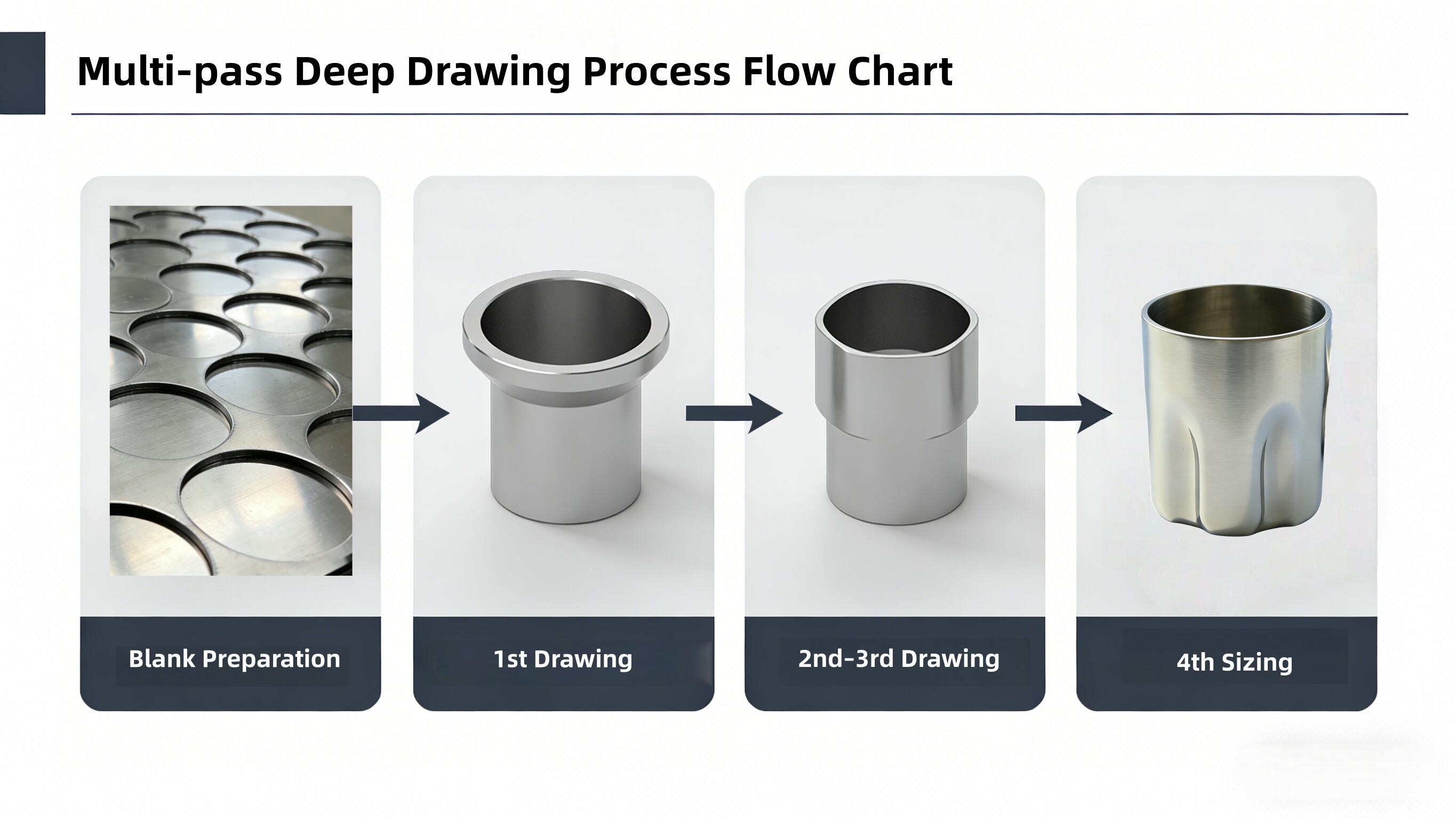
Биз акыркысында төмөнкү бириктирилген процессти колдондук: көп өтүштүү терең тартуу (терең штамповка) бир бүтүн формалоо + жергиликтүү койнуу + ойнок тазалоо клиенттин талаптарын толугу менен каршылоо үчүн.
Традициялык труба гидроформалоо процессинин ордуна, биз нержелүү болоттун тегиз заготовкаларынан баштап, стакан денесинин формалоосун төрт поэтаптуу терең тартуу аркылуу аткарып чыктык. Ар бир этаптын деталдары жана чечилген маселелер төмөнчө: Заготовканы даярдоо этапында, биз тандадык 2мм-түрлүү 304 коррозияга төзүмдүү болоттун чегелерин, диаметри 120 мм болгон дөңгөлөк бөлүктөргө кесип алып, четтерин чыбыктоо үчүн четтерин жууруп, четтерде чыгыш кернеэсизденбөө үчүн жана кийинки тартууда трещина пайда болбошу үчүн четтерин чыбыктоо. 1-тартуу өтүшүндө баштапкы тартууда бийиктиги 40 мм болгон терең эмес стаканга чегелерди тартуу үчүн ири радиустуу калып колдонулган, ал эми баштапкы кернеэни бошотуу жана материалдын тез учуруп кетишинин алдын алуу үчүн тартуу коэффициенти 0.55 деңгээлинде каршылык көрсөтүлгөн. Кийинки терең тартуу үчүн материалдын пластичностун калыбына келтирүү үчүн 1-тартуудан кийин 1050°C температурада эритме жылытуу жасалган, андан кийин иштеп катуу болгондуктан тез суу менен салкындатылган. 2-жана 3-тартуу өтүштөрүндө калыптын радиусу постепенно кичирейтилген, стакан денеси акыркы бийиктикке тартылган, тартуу коэффициенти ар бир өтүштө 0.7 деңгээлинде каршылык көрсөтүлгөн. Деформацияны тең таркатуу аркылуу кабырганын калыңдыгынын айырмасы 65мм, тартуу коэффициенти ар бир өтүштө 0.7 деңгээлинде каршылык көрсөтүлгөн. Деформацияны тең таркатуу аркылуу кабырганын калыңдыгынын айырмасы 0.2мм. Акыркысында, 4-түзөтүштүк өтүшүндө биз кубоктун денесинин өзгөчөлүгүн толук сактап, гидравликалык пресс менен төшөмдүн жардамында толкундуу контурлуу түзөтүштүк калыбын колдонуп, кубоктун денесинин өзгөчөлүгүн толук сактап, кубоктун денесинин кайра чыгышын (springback) болтурбай, долбоорлонгон толкундуу форманы так иштеп чыгардык.

Кубоктун негизги денеси түзүлгөндөн кийин, биз кубоктун түбүн локалдык төшөмдүн үчүн адаптивдүү тактык калыбын колдондук:

Жогорку сапаттагы көрүнүштүк таасирге жетишип, тамак-аш коопсуздугу стандарттарына ылайык келүү үчүн биз 3 этаптук тазалоо процесси :

Калыптын 3 итерациясы жана технологиялык процесс оптималдаштырылгандан кийин биз бардык талаптарга туура келген, кооз челик вино стакандарынын үлгүлөрүн илгерилеттик менен тапшырдык:
Менен 10 жылдан ашык тажрыйба тактык металл формалоодо биз көп өтүштүү терең тартуу, жергиликтүү чеке түзүү жана ичке басымдык менен формалоо сыяктуу негизги технологияларды үйрөнгөнбүз. Биз тегиз заготовкалардан туташпайынча ар кандай формадагы бөлүктөрдү бирден формалоону ишке ашырабыз, бул традициялык кайнар ыкмалардын себебинен пайда болгон күчсүздүк жана суюктуктун сыртка агып чыгышынын коркунучун идеалдуу чечет, ошентип биз башкача айтканда, жогорку сапаттагы өзгөртүлгөн металл бөлүктөр үчүн надёждуу партнёр болуп саналабыз.
Биз бардык өзгөчөлүк чечим бүтүн продукттун дизайн оптимизациясынан, калыптардын өнүктүрүлүшүнөн, кичинекей партиялык сынама өндүрүштөн чоң көлөмдүү массалык өндүрүшкө чейин:
Бардык металл материалдары тандалган жогорку сапаттагы металл материалдары . Өндүрүш процесси ISO9001 сапатты башкаруу системасына катуу ылайык келет, ал эми даяр продукциялар Европа Бирлигинин CE жана Американын ANSI сыяктуу эл аралык сапат сертификаттарынан өтөт, бул чет өлкөлөрдүн рынокторуна кирүү талаптарын кошумча толуктойт жана чет өлкөлүк сатып алуучуларга ишеним берет.
Cangzhou Deeplink бүткүл дүйнө боюнча жогорку сапаттуу өндүрүш үчүн так металл штамповкалоо, металл бетин иштетүү жана фурнитура чечимдери сунуш кылат. Биздин толук тизмектеги кызматтар жылдам жеткизүүнү, так тактибилгичти жана сапатты камсыз кылат. Келгиликтуу сунуштар үчүн биз менен байланышыңыз!
Хэбэй провинциясы, Цанчжоу шаары, Наньпи уездинин экономикалык өнүктүрүү зонасынын батыш аймагы
Бардык укуктар корголгон © 2025 Cangzhou Deeplink International Supply Chain Ко., Ltd. Купуялык саясаты