Наш клиент — бренд, специализирующийся на высококачественных товарах для дома, — планировал разработать бесшовный винный бокал из нержавеющей стали, изготовленный за один проход для потребителей сегмента «лёгкой роскоши» в Европе, США и России.
В конечном итоге мы применили комбинированный процесс многоступенчатой глубокой вытяжки (глубокой штамповки) с формированием за один проход + локальной чеканки + зеркальной полировки для полного соответствия требованиям заказчика.
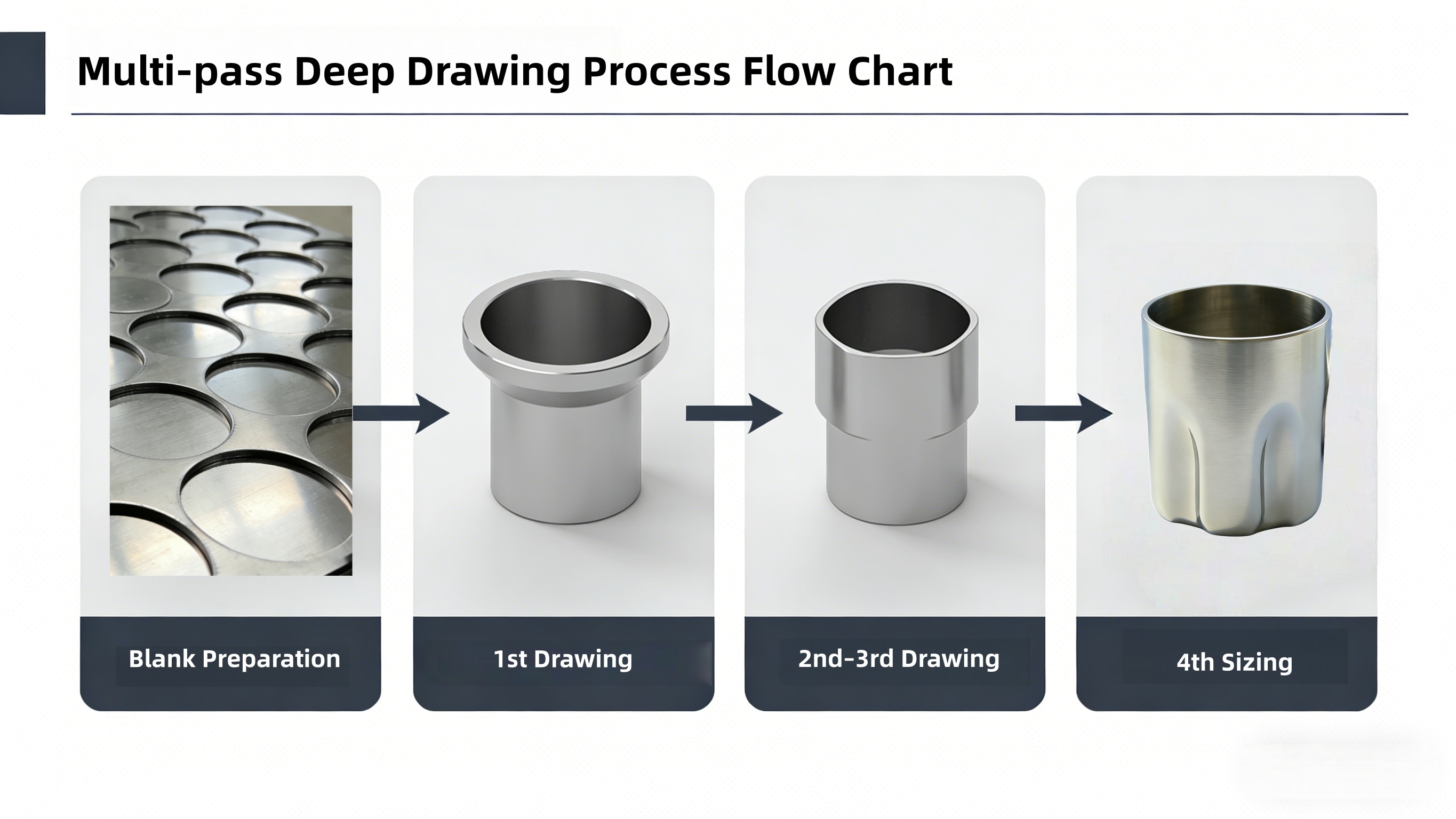
Вместо традиционного процесса гидроформовки труб мы начали с плоских заготовок из нержавеющей стали и завершили формирование корпуса стакана с помощью четырёх последовательных операций глубокой вытяжки . Подробности каждой операции и решённые на их этапе проблемы приведены ниже: На стадии подготовки заготовки мы выбрали 2листы из нержавеющей стали марки 304 толщиной мм, вырубленные в круглые заготовки диаметром 120 мм, с последующей зачисткой кромок для предотвращения концентрации напряжений на краях и исключения трещинообразования при последующей вытяжке. При первой операции вытяжки мы применили матрицу с большим радиусом скругления, чтобы первоначально вытянуть заготовку в мелкую чашу высотой 40 мм, контролируя коэффициент вытяжки на уровне 0,55 для снятия начальных напряжений и предотвращения мгновенного разрыва материала. Для восстановления пластичности материала перед последующей глубокой вытяжкой после первой операции вытяжки мы провели закалку при температуре 1050 °C с последующим быстрым охлаждением водой, что эффективно устранило наклёп. 65мм при коэффициенте вытяжки, контролируемом на уровне 0,7 на каждом проходе. Равномерно распределяя деформацию, мы обеспечили разницу толщины стенки в пределах 0.2мм. Наконец, на четвёртом этапе формовки мы использовали формовочный штамп с волнообразным контуром и точно сформировали специальную изогнутую поверхность корпуса стакана методом штамповки на гидравлическом прессе, что позволило избежать упругого восстановления (отскока) стакана и идеально воспроизвести заданную волнообразную форму.

После формирования основного корпуса стакана мы применили специальный высокоточный штамп для локальной штамповки дна стакана:

Для достижения высококачественного визуального эффекта и соответствия стандартам пищевой безопасности мы применили трехступенчатый процесс полировки :

После трёх итераций пресс-формы и оптимизации технологического процесса нам удалось успешно поставить образцы бокалов из нержавеющей стали, полностью соответствующие всем требованиям:
С опытом более 10 лет в области точного металлоформования мы освоили ключевые процессы, такие как многопроходная глубокая вытяжка, локальное клеймение и внутреннее гидроформование под высоким давлением. Мы обеспечиваем формование за одну операцию — от плосаго заготовки до бесшовных деталей нестандартной формы, полностью решая проблемы недостаточной прочности и рисков утечки, вызванные традиционными сварочными процессами, что делает нас надёжным партнёром для производства высокоточных индивидуальных металлических деталей.
Мы предоставляем единое решение на основе индивидуальных требований от оптимизации конструкции изделия, разработки оснастки и мелкосерийных пробных поставок до крупномасштабного серийного производства:
Все металлические материалы тщательно отобраны высококачественные металлические материалы производственный процесс строго соответствует системе менеджмента качества ISO 9001, а готовые изделия проходят международную сертификацию качества, включая европейский знак CE и американский стандарт ANSI, что позволяет соответствовать требованиям к допуску продукции на зарубежные рынки и обеспечивает доверие иностранных покупателей.
Cangzhou Deeplink — китайский производитель по индивидуальному заказу (OEM), специализирующийся на изготовлении изделий из листового металла по индивидуальным чертежам, прецизионной штамповке металла, лазерной резке, обработке на станках с ЧПУ и глубокой вытяжке. Сертифицирован по стандарту ISO 9001. Быстрая доставка по всему миру.
Западная часть зоны экономического развития уезда Наньпи, город Цанчжоу, провинция Хэбэй
© 2025 Cangzhou Deeplink International Supply Chain Co., Ltd. Политика конфиденциальности