Nuestro cliente, una marca especializada en productos domésticos de alta gama, tenía la intención de desarrollar una copa de vino de acero inoxidable sin costuras y conformada en una sola pieza dirigida a los consumidores de segmento lujo ligero en Europa, Estados Unidos y Rusia.
Finalmente adoptamos un proceso combinado de embutido profundo en múltiples pasos (estampado profundo) con conformado monopieza + acuñado local + pulido espejo para cumplir plenamente con los requisitos del cliente.
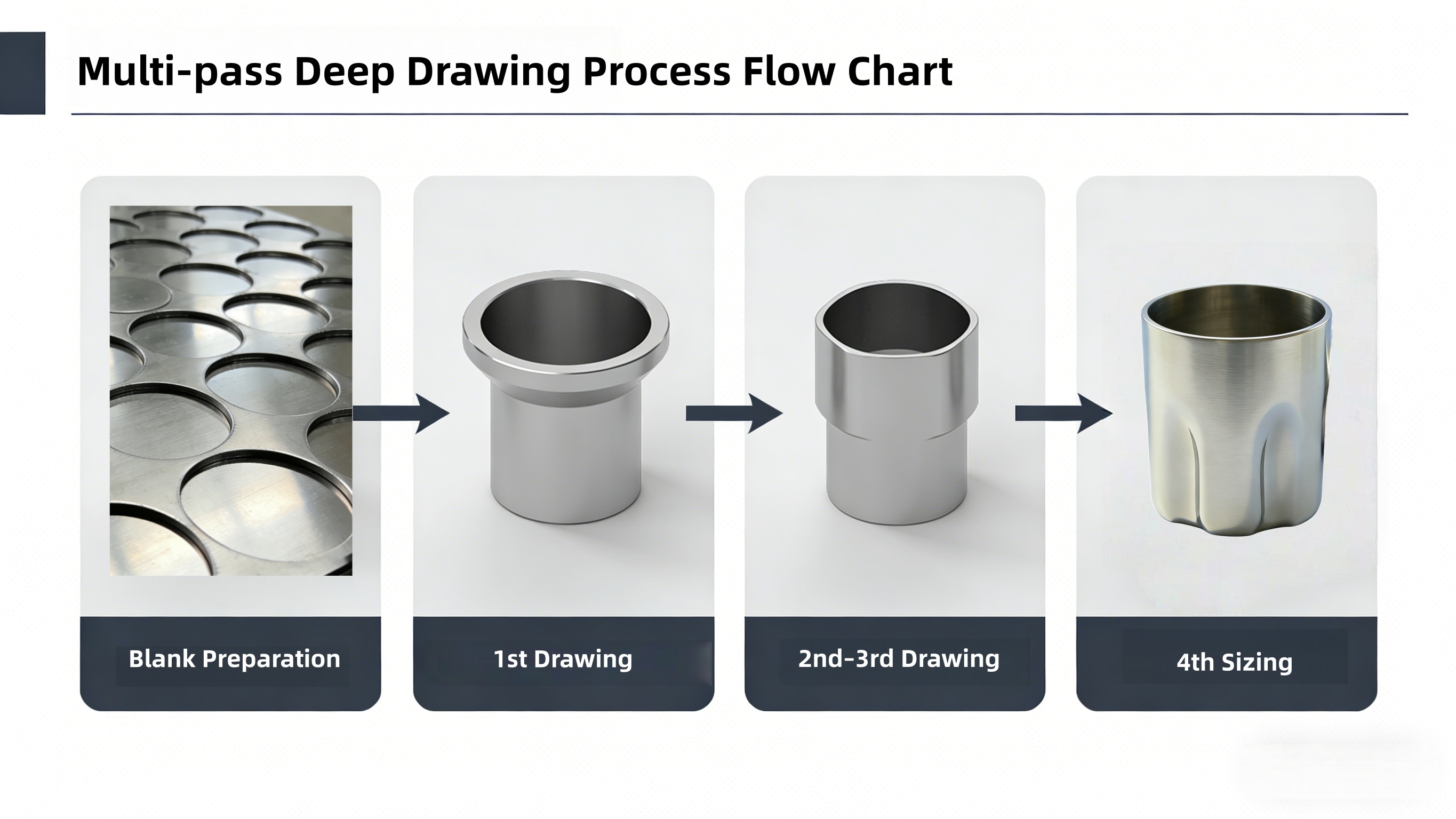
En lugar del proceso tradicional de hidroformado de tubos, partimos de chapas planas de acero inoxidable y completamos la conformación del cuerpo de la taza mediante 4 pasos progresivos de embutido profundo . Los detalles de cada procedimiento y los problemas resueltos son los siguientes: En la etapa de preparación de la chapa, seleccionamos 2láminas de acero inoxidable 304 de mm de espesor, cortadas en piezas redondas de 120 mm de diámetro y desbarbadas en los bordes para evitar la concentración de tensiones en dichos bordes y prevenir grietas durante el estirado posterior. En la primera pasada de estirado, empleamos un molde con radio de curvatura grande para estirar inicialmente la pieza en una copa poco profunda de 40 mm de altura, controlando el coeficiente de estirado en 0,55 con el fin de aliviar las tensiones iniciales y evitar el desgarro instantáneo del material. Para restaurar la plasticidad del material antes del estirado profundo subsiguiente, realizamos un recocido de solución a 1050 °C tras la primera pasada de estirado, seguido de un enfriamiento rápido en agua, lo que permitió eliminar eficazmente el endurecimiento por deformación. 65mm, controlando el coeficiente de estirado en 0,7 en cada pasada. Al distribuir uniformemente la deformación, garantizamos que la diferencia de espesor de la pared quedara dentro de 0.2finalmente, en el cuarto paso de conformado, utilizamos un molde de conformado con un contorno ondulado y conformamos con precisión la superficie curva de forma especial del cuerpo del vaso mediante acuñado hidráulico, evitando así el rebote del vaso y restaurando perfectamente la forma ondulada diseñada.

Después de conformar el cuerpo principal del vaso, utilizamos un molde de precisión personalizado para el acuñado local del fondo del vaso:

Para lograr un efecto visual de alta gama y cumplir con las normas de seguridad alimentaria, implementamos un proceso de pulido en tres etapas :

Tras tres rondas de iteración del molde y optimización del proceso, entregamos con éxito muestras de copas de vino de acero inoxidable que cumplían todos los requisitos:
Con más de 10 años de experiencia en la conformación precisa de metales, dominamos procesos clave como el embutido profundo en múltiples pasos, el acuñado local y la conformación interna a alta presión. Logramos la conformación monobloque desde chapas planas hasta piezas especiales sin juntas, resolviendo perfectamente los problemas de resistencia insuficiente y riesgos de fugas causados por los procesos tradicionales de soldadura, lo que nos convierte en un socio fiable para piezas metálicas personalizadas de gama alta.
Ofrecemos una solución personalizada de una sola opción desde la optimización del diseño del producto, el desarrollo de moldes y la producción experimental en pequeños lotes hasta la fabricación en masa a gran escala:
Todos los materiales metálicos son seleccionados materiales metálicos de alta calidad el proceso de producción sigue estrictamente el sistema de gestión de calidad ISO 9001, y los productos terminados cumplen con certificaciones internacionales de calidad, como la CE de la UE y la ANSI estadounidense, satisfaciendo los requisitos de acceso a mercados extranjeros y brindando confianza a los compradores internacionales.
Cangzhou Deeplink es un fabricante OEM con sede en China especializado en fabricación personalizada de chapas metálicas, estampado de metales de precisión, corte por láser, mecanizado CNC y embutido profundo. Certificado ISO 9001. Entrega rápida a nivel mundial.
La zona oeste de la Zona de Desarrollo Económico del condado de Nanpi, ciudad de Cangzhou, provincia de Hebei
Derechos de autor © 2025 por Cangzhou Deeplink International Supply Chain Co., Ltd. Política de privacidad