Ügyfelünk, egy felsőkategóriás háztartási termékekben specializálódott márkája, a következő fejlesztést tervezte: varratmentes, egyszerűen formázott rozsdamentes acél borospohár a világ európai, amerikai és orosz piacain a könnyű luxus fogyasztói csoportok számára.
Végül egy kombinált folyamatot alkalmaztunk: többszörös mélyhúzásos (mély nyomó) egyszerű darabos formázás + helyi érmezés + tükörsimítás a megrendelő minden követelményének teljes kielégítése érdekében.
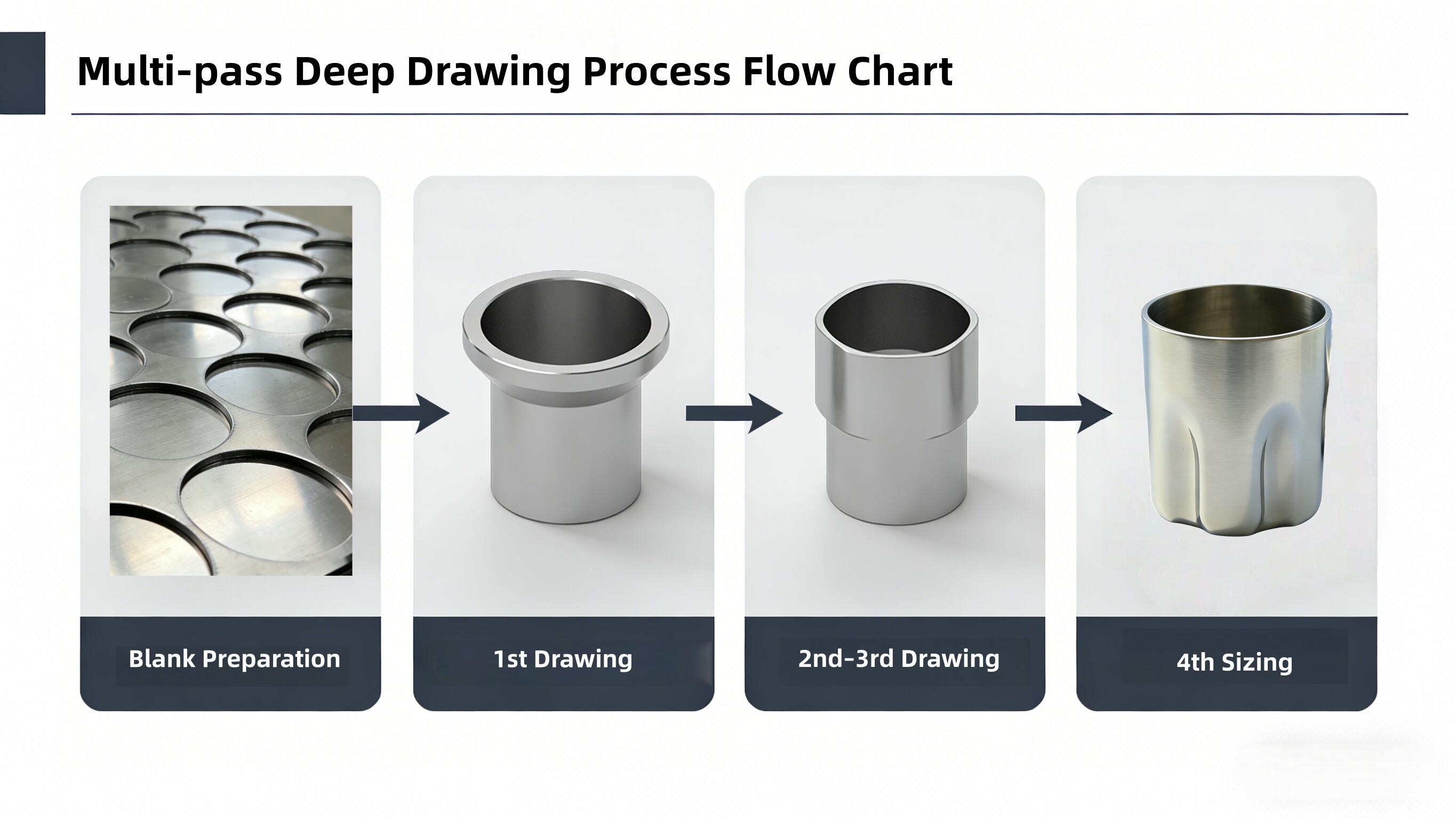
A hagyományos csőhidroformálás helyett rozsdamentes acél sík alapanyagból indultunk, és a pohártest formázását 4 fokozatos mélyhúzási lépésben végeztük el. Az egyes műveletek részletei és a megoldott problémák a következők: Az alapanyag-előkészítés szakaszában kiválasztottuk 2mm vastagságú 304-es rozsdamentes acéllemezekből kör alakú darabokat vágtunk ki 120 mm átmérővel, majd a peremeket letisztítottuk a széleken fellépő feszültségkoncentráció elkerülése érdekében, és így megelőztük a későbbi húzás során keletkező repedéseket. Az első húzási lépésben nagy lekerekítésű szerszámot alkalmaztunk, hogy a kiindulási darabot kezdetben 40 mm magas, sekély pohár alakúra húzzuk, miközben a húzási együtthatót 0,55-re szabályoztuk az elsődleges feszültség levezetésére és az anyag azonnali szakadásának megelőzésére. A további mélyhúzás előkészítése érdekében az első húzás után oldó-annealing kezelést végeztünk 1050 °C-on, majd gyors vízhűtéssel hatékonyan eltávolítottuk a munkakeményedést. A második és harmadik húzási lépések során fokozatosan csökkentettük a szerszám lekerekítését, és a pohár testét a végleges magasságig húztuk, 65mm-re, minden egyes lépésnél a húzási együtthatót 0,7-re szabályoztuk. Az alakváltozás egyenletes elosztásával biztosítottuk, hogy a falvastagság-különbség a megengedett tűréshatáron belül maradjon 0.2végül a 4. formázási fázisban egy hullámos kontúrú formát használtunk, és hidraulikus sajtóval, érmés formázással pontosan kialakítottuk a pohár testének speciális görbült felületét, ezzel elkerülve a pohár rugalmas visszatérését (springback) és tökéletesen visszaállítva a tervezett hullámos alakot.

A fő pohártest kialakítása után egy egyedi, nagypontosságú formát használtunk a pohár aljának helyi érmés formázásához:

A magas színvonalú vizuális hatás elérése és az élelmiszer-biztonsági szabványok teljesítése érdekében egy háromszakaszos csiszolási folyamatot :

A formák három iterációs körének és a folyamatoptimalizálásnak köszönhetően sikeresen leszállítottuk az összes követelményt kielégítő rozsdamentes acélborospohár-mintákat:
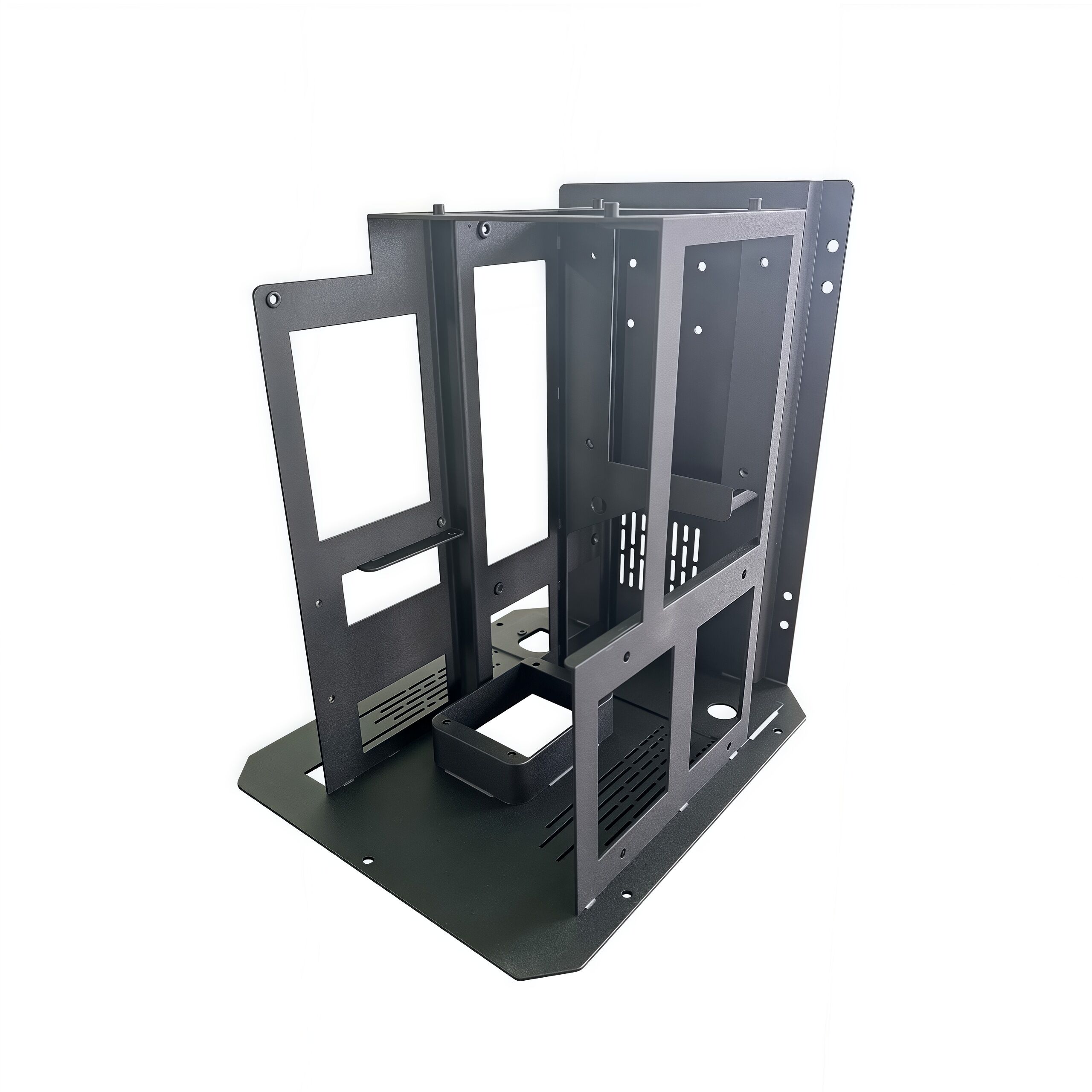
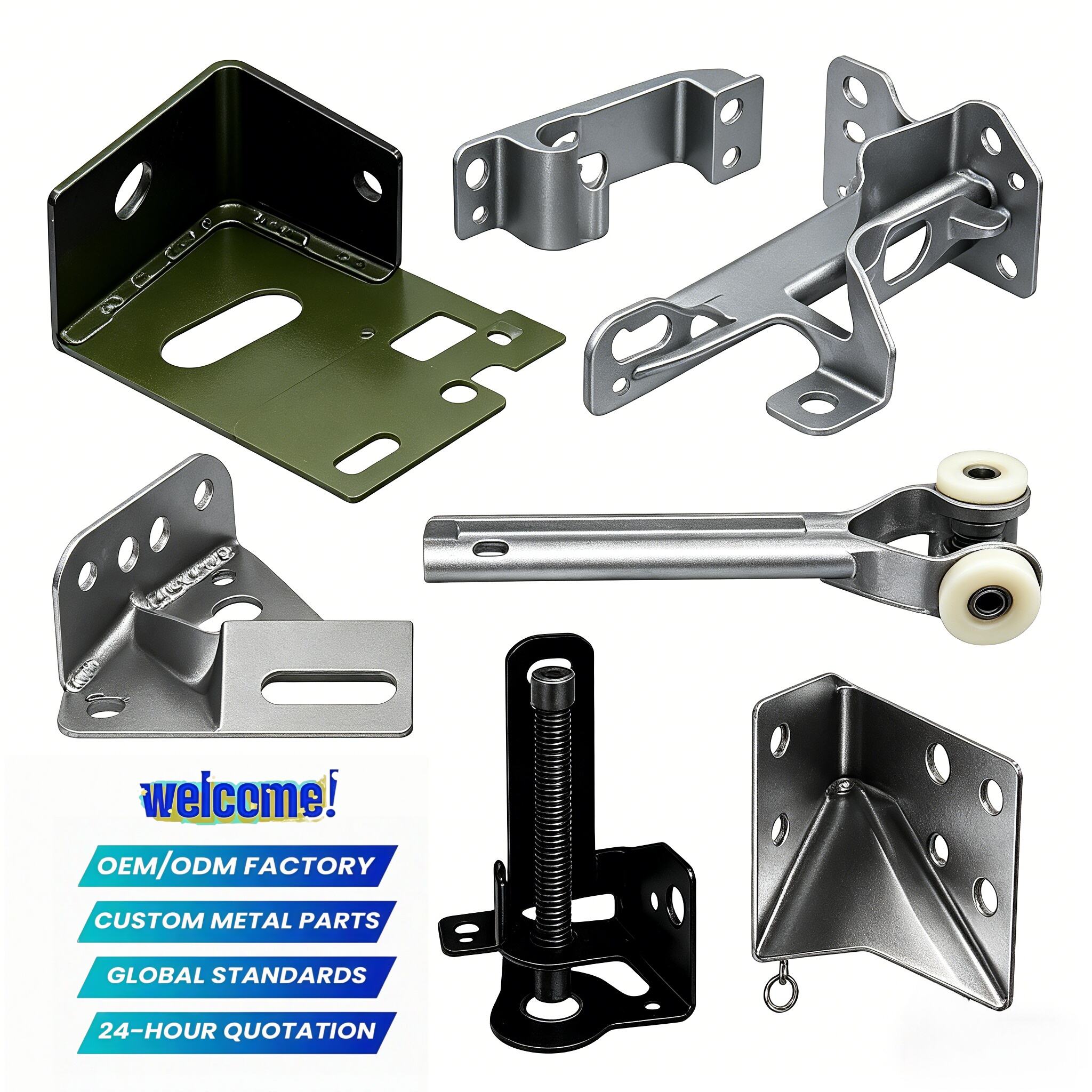
Vele 10+-éves szakértelmével a precíziós fémformázás területén elsajátítottuk a többszörös mélyhúzás, a helyi domborítás és a belső nagynyomású formázás mint kulcsfolyamatokat. Egy darabból, sík alapanyagból készítjük az összefüggő, speciális alakú alkatrészeket, így tökéletesen megoldva a hagyományos hegesztési eljárásokból eredő, elégtelen szilárdság és szivárgási kockázat problémáit – megbízható partnere vagyunk premium egyedi fémalkatrészek gyártásához.
Biztosítunk egy egységben szabható megoldás a terméktervezés optimalizálásától, az öntőszerszám-fejlesztéstől és a kis sorozatú próbatermeléstől a nagyüzemi tömeggyártásig:
Minden fémmaterialot kiválasztottak. magas minőségű vasanyagok a gyártási folyamat szigorúan követi az ISO9001 minőségirányítási rendszert, és a késztermékek átmennek a nemzetközi minőségi tanúsításokon, például az EU CE és az amerikai ANSI szabványokon, így megfelelnek a külföldi piacokra történő belépés követelményeinek, és bizalmat adnak a külföldi vásárlóknak.
A Cangzhou Deeplink nagy pontosságú fémsablonozási, lemezgyártási és szerelvény megoldásokat nyújt a világ számára. Teljeskörű szolgáltatásaink gyors szállítást, kifinomult kézművességet és stabil minőséget biztosítanak. Vegye fel velünk a kapcsolatot egyéni árajánlatért!
Kínában, Hebei tartomány, Cangzhou város, Nanpi megye gazdasági fejlődési zónájának nyugati területe
Szerzői jog © 2025 Cangzhou Deeplink Nemzetközi Ellátási Láncolat Kft. Adatvédelmi irányelvek