Mijozimiz — yuqori darajadagi uy-ro'zg'or mahsulotlariga ixtisoslashgan brend bo'lib, u bir qismli ayniqsa ishlangan nozuklikli metall idishni yevropa, Amerika va Rossiya bo'ylab yengil luks iste'molchilari guruhiga mo'ljallab ishlab chiqmoqchi edi.
Biz nihoyat quyidagi birlashgan jarayonni qabul qildik: ko'p bosqichli chuqur chizish (chuqur to'g'rilash) orqali bir qismli shakllantirish + mahalliy choklash + aynalmoqchi polirovka mijoz talablarini to'liq qondirish uchun.
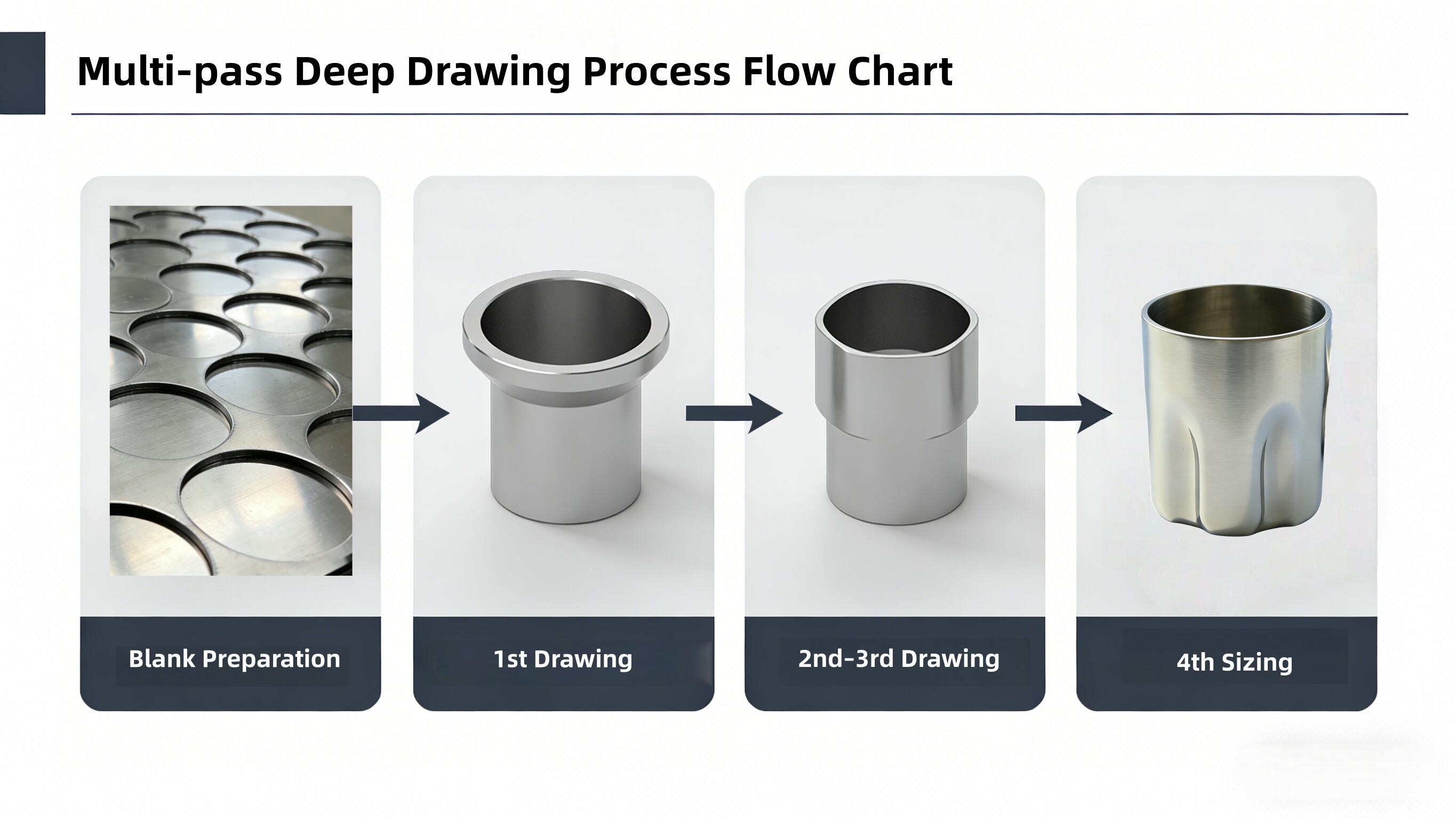
An'anaviy naycha gidroformalash jarayoniga qarama-qarshi, biz birinchi navbatda martaba po'latdan yassi blankalardan boshlab, stakan tanasini shakllantirishni chuqur chizishning 4 ta ketma-ket bosqichi orqali bajarildi. Har bir amalning tafsilotlari hamda hal qilinadigan muammolar quyida keltirilgan: Blanka tayyorlash bosqichida biz tanladik 2mm qalinlikdagi 304 martalangan poʻlat varaq, ularni diametri 120 mm boʻlgan aylana qismlarga kesib olingan va kuchlanishning chetlarda toʻplanishini oldini olish va keyingi choʻzish jarayonida yorilishni oldini olish uchun chetlarini burda olib tashlangan. 1-chi choʻzish bosqichida biz blankani dastlab balandligi 40 mm boʻlgan yuza idishga choʻzish uchun katta radiusli kalıb ishlatdik; buning uchun choʻzish koeffitsientini 0.55 deb belgilab, materialning dastlabki kuchlanishini yoʻqotish va materialning bir zumda yorilishini oldini olmoqchilik qildik. Keyingi chuqur choʻzish uchun material plastikligini tiklash maqsadida 1-chi choʻzishdan soʻng 1050°C da eritma annellash jarayonini oʻtkazdik va ishqalanish qattiqroqlikni samarali yoʻqotish uchun tez suvda sovutdik. 2-chi va 3-chi choʻzish bosqichlarida biz kalıb radiusini asta-sekin kamaytirib, idish devorini yakuniy balandlikka choʻzdik, 65mm, har bir bosqichda choʻzish koeffitsientini 0.7 deb nazorat qildik. Deformatsiyani teng taqsimlab, devor qalinligidagi farqni 0.2mm. Nihoyat, 4-chi shakllantirish bosqichida biz qo‘shimcha shaklli idish tanasining maxsus egri sirtini gidravlik pressda chiqarish uchun to‘lqinli konturli shakllantirish kalibi ishlatdik, bu esa idishning elastik qaytishini oldini oladi va loyihalangan to‘lqinli shaklni ajoyib darajada tiklaydi.

Asosiy idish tanasi shakllantirilgandan so‘ng, biz idish tubini mahalliy chiqarish uchun maxsus aniq kalib dan foydalandik:

Yuqori darajali vizual ta'sirga erishish va oziq-ovqat xavfsizligi standartlarini qondirish uchun biz quyidagilarni amalga oshirdik: 3 bosqichli polirovka jarayoni :

Kalıbni 3 marta takrorlab takomillashtirish va jarayonni optimallashtirishdan so'ng biz barcha talablarga javob beradigan, o'lchovli po'latidan yasalgan vino stakanlari namunalarni muvaffaqiyatli yetkazib berdik:
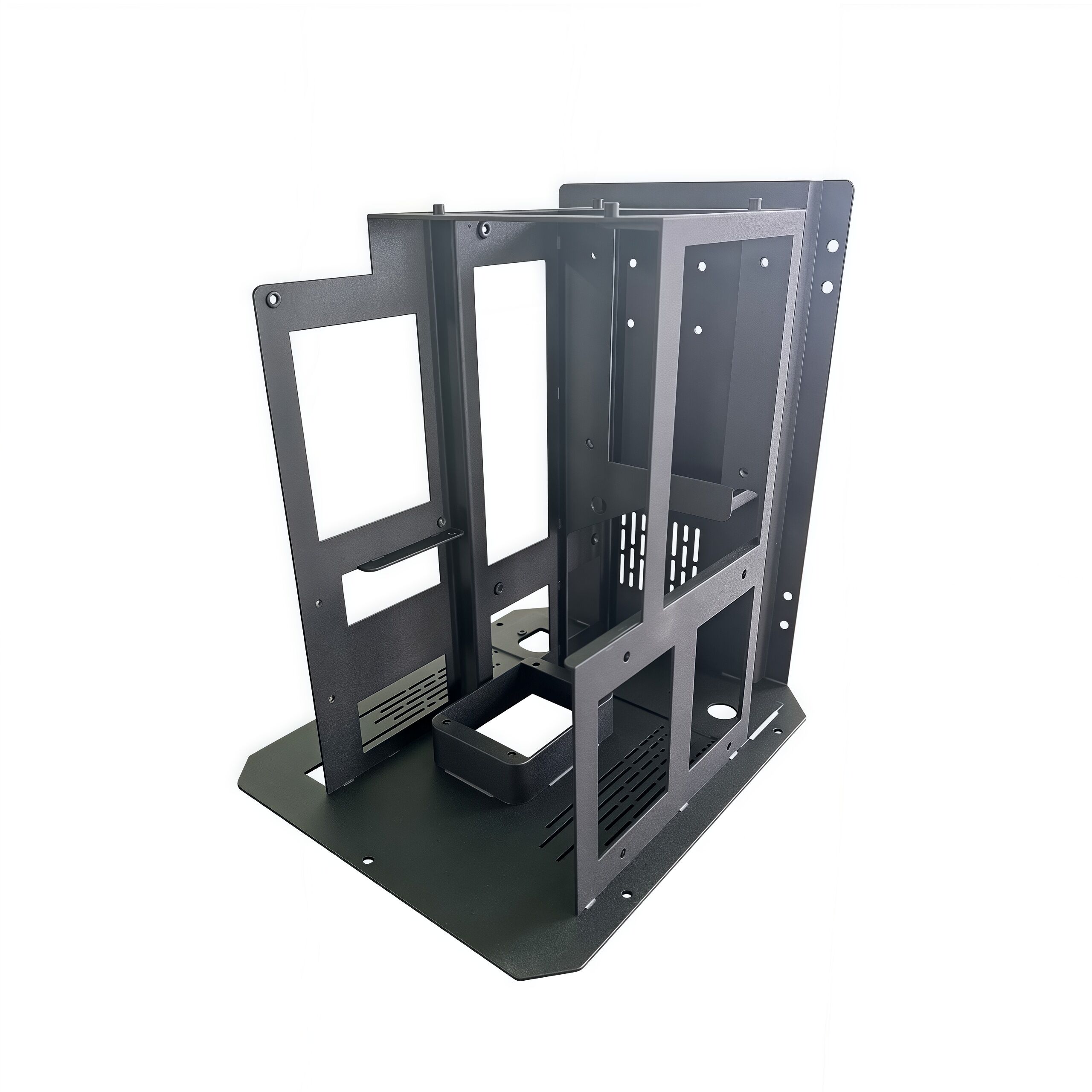
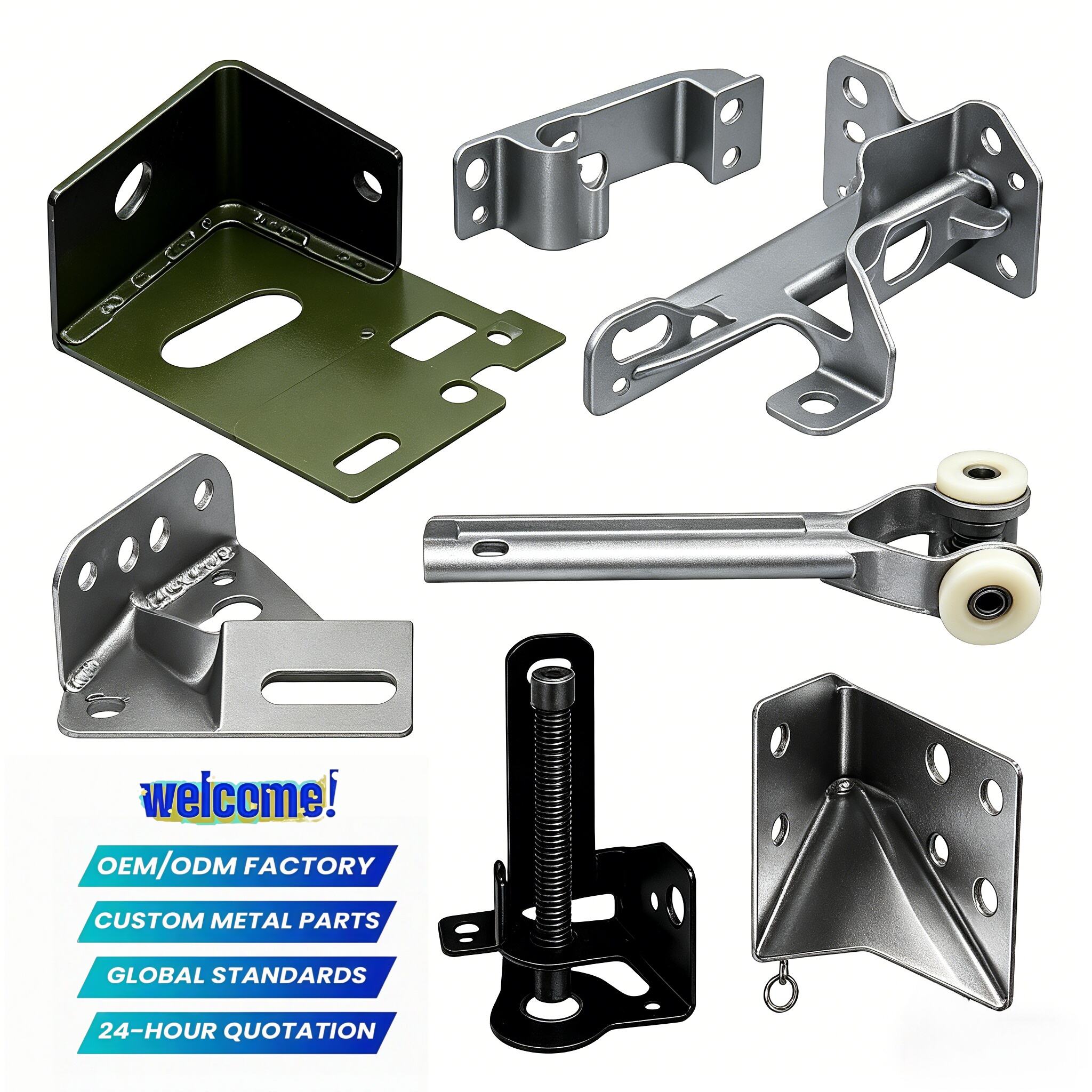
Bilan 10+ yillik tajriba aniq metall shakllantirishda biz ko'p bosqichli chuqur chizish, mahalliy chizish va ichki yuqori bosimli shakllantirish kabi asosiy jarayonlarga ega mukammal egilamiz. Biz tekis blanklardan uzluksiz maxsus shaklli qismlarga bir qismli shakllantirishni amalga oshiramiz; bu an'anaviy payvandlash usullari tufayli paydo bo'ladigan etarli mustahkamlik yetishmasligi va sivish xavfi kabi muammolarni mukammal hal qiladi va bizni yuqori darajali maxsus metall qismlar uchun ishonchli hamkor qiladi.
Biz sizga birinchi to'xtash uchun muayyan yechim mahsulot dizaynini optimallashtirishdan, kalıb ishlab chiqishgacha va kichik seriyali sinov ishlab chiqarishgacha bo'lgan jarayonlar — keng ko'lamli massaviy ishlab chiqarishgacha:
Barcha metall materiallar tanlab olinadi yuqori sifatli metall materiallar . Ishlab chiqarish jarayoni ISO9001 sifat boshqaruvi tizimiga qat'iy rioya qiladi, yakuniy mahsulotlar Yevropa Ittifoqi CE va AQSH ANSI kabi xalqaro sifat sertifikatlari o'tkazadi, chet el bozorlariga kirish talablari bilan mos keladi va chet el sotuvchilarini ishonchga soladi.
Cangzhou Deeplink yuqori sifatli metall bosish, varaq metall konstruktsiyasi va metall qurilmalar yechimlarini yetkazib beradi. Bizning to'liq zanjirli xizmatlarimiz tez yetkazib berish, mukammal mehnat va barqaror sifatni kafolatlaydi. Moslashtirilgan takliflar uchun biz bilan bog'laning!
Hebej provinsiyasi, Cangzhou shahri, Nanpi tumanining iqtisodiy rivojlantirish zonasining g'arb qismi
Mualliflik huquqi © 2025 Cangzhou Deeplink Xalqaro Ta'minot Zanjiri Kompaniyasi, Cheklangan mas'uliyatli jamiyati. Maxfiylik siyosati