Ο πελάτης μας, μια εταιρεία ειδικευμένη σε προϊόντα οικιακής χρήσης υψηλής ποιότητας, είχε την πρόθεση να αναπτύξει ένα αδιάκοπο ποτήρι οίνου από ανοξείδωτο χάλυβα, μονοκόμματο στοχεύοντας τις ομάδες καταναλωτών ελαφριάς πολυτέλειας στην Ευρώπη, την Αμερική και τη Ρωσία.
Τελικά, υιοθετήσαμε μια συνδυασμένη διαδικασία που περιλαμβάνει πολυστάδια βαθιά σχηματοποίηση (βαθιά εμβολοποίηση) μονοκόμματης δημιουργίας + τοπική εμπρέσιο + πολύστρωτη λείανση με καθρέφτιση για να ικανοποιηθούν πλήρως οι απαιτήσεις του πελάτη.
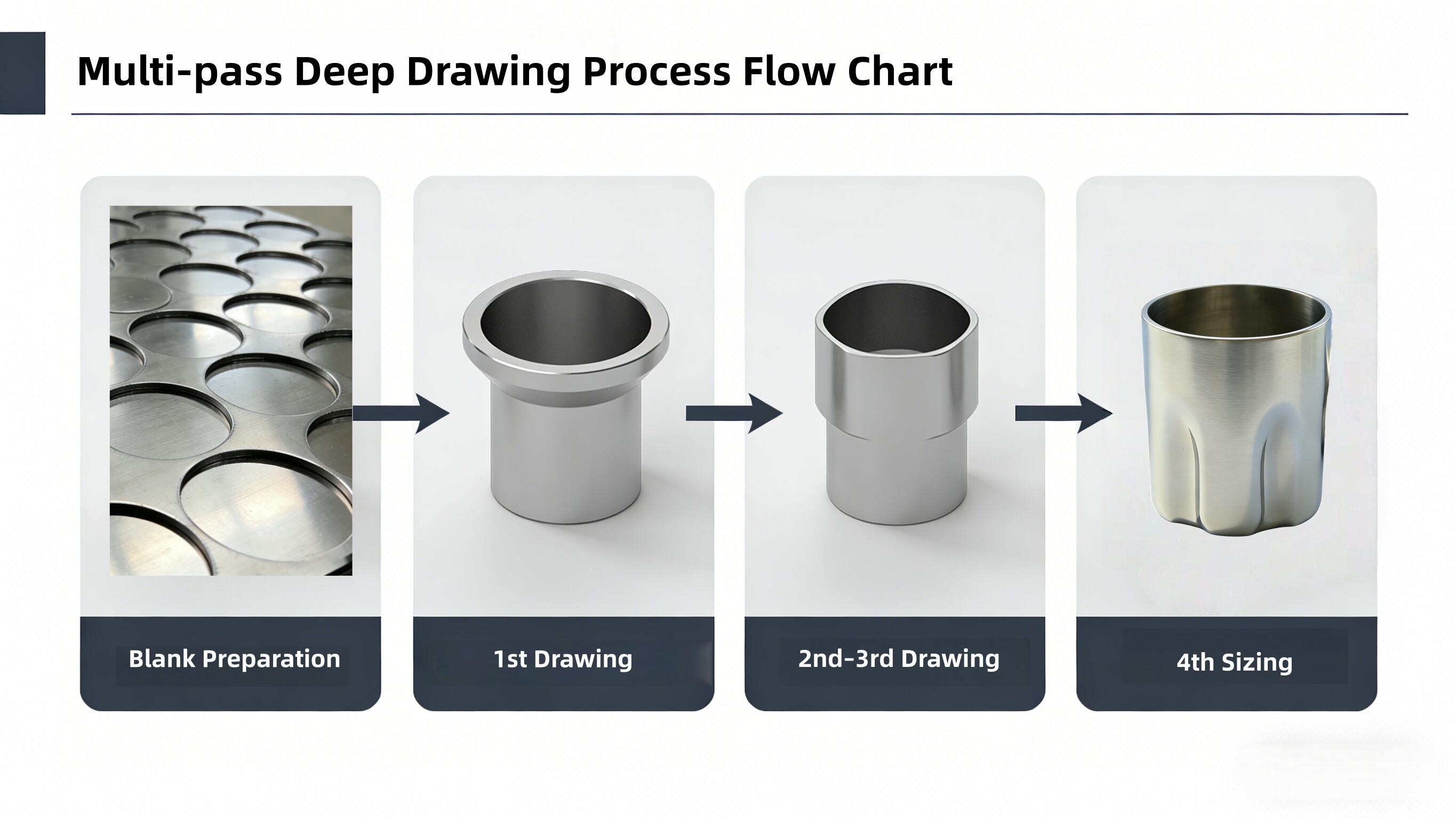
Αντί για την παραδοσιακή διαδικασία υδρομορφοποίησης σωλήνων, ξεκινήσαμε από επίπεδα ελάσματα ανοξείδωτου χάλυβα και ολοκληρώσαμε τη διαμόρφωση του σώματος του δοχείου μέσω 4 σταδιακών διελεύσεων βαθιάς τράβηγματος . Τα λεπτομερή στοιχεία κάθε διαδικασίας και τα προβλήματα που επιλύθηκαν είναι τα ακόλουθα: Στο στάδιο προετοιμασίας του ελάσματος, επιλέξαμε 2λαμαρίνες ανοξείδωτου χάλυβα 304 πάχους mm, οι οποίες τέμνονται σε κυκλικά κομμάτια διαμέτρου 120 mm, ενώ οι άκρες τους επεξεργάζονται για αφαίρεση ακμών (deburring), προκειμένου να αποφευχθεί η συγκέντρωση τάσεων στις άκρες και να προληφθεί η ραγδαία ρηγμάτωση κατά την επόμενη διαδικασία βαθιάς σχεδίασης (deep drawing). Στην 1η φάση σχεδίασης, χρησιμοποιήσαμε μήτρα με μεγάλη ακτίνα καμπυλότητας (large-fillet mold) για να σχηματίσουμε αρχικά το κομμάτι σε ένα επιφανειακό δοχείο (shallow cup) ύψους 40 mm, ελέγχοντας τον συντελεστή σχεδίασης στο 0,55, προκειμένου να απελευθερωθούν οι αρχικές τάσεις και να αποτραπεί η αιφνίδια ρήξη του υλικού. Για την αποκατάσταση της πλαστικότητας του υλικού προκειμένου να επιτευχθεί η επόμενη βαθιά σχεδίαση, πραγματοποιήσαμε θερμική επεξεργασία λύσης (solution annealing) στους 1050 °C μετά την 1η σχεδίαση, ακολουθούμενη από γρήγορη ψύξη με νερό, προκειμένου να εξαλειφθεί αποτελεσματικά η εργασιακή σκλήρυνση (work hardening). Στις 2η και 3η φάσεις σχεδίασης, μειώσαμε σταδιακά την ακτίνα καμπυλότητας της μήτρας, σχεδιάζοντας το σώμα του δοχείου στο τελικό ύψος των 65mm, με τον συντελεστή σχεδίασης να διατηρείται στο 0,7 για κάθε φάση. Με την ομοιόμορφη κατανομή της παραμόρφωσης, διασφαλίσαμε ότι η διαφορά πάχους των τοιχωμάτων παρέμεινε εντός 0.2τελικά, στην 4η διαδικασία σχηματοποίησης, χρησιμοποιήσαμε καλούπι σχηματοποίησης με κυματοειδές περίγραμμα και διαμόρφωσαμε με ακρίβεια την ειδική καμπύλη επιφάνεια του σώματος του ποτηριού μέσω κοπής με υδραυλική πρέσα, αποφεύγοντας την ελαστική ανάκαμψη (springback) του ποτηριού και αποκαθιστώντας τέλεια το σχεδιασμένο κυματοειδές σχήμα.

Αφού σχηματοποιήθηκε το κύριο σώμα του ποτηριού, χρησιμοποιήσαμε ένα προσαρμοσμένο ακριβές καλούπι για την τοπική κοπή του πάτου του ποτηριού:

Για να επιτευχθεί ένα υψηλής ποιότητας οπτικό αποτέλεσμα και να πληρούνται τα πρότυπα ασφάλειας τροφίμων, εφαρμόσαμε μια τρισταδιακή διαδικασία λείανσης :

Μετά από 3 γύρους επανάληψης της καλουποποίησης και βελτιστοποίησης της διαδικασίας, παραδώσαμε με επιτυχία δείγματα ποτηριών κρασιού από ανοξείδωτο χάλυβα που πληρούν όλες τις απαιτήσεις:
Με 10+ χρόνια εμπειρίας στην ακριβή μεταλλική διαμόρφωση, κατέχουμε βασικές διαδικασίες όπως η πολυσταδιακή βαθιά τράβηγμα, η τοπική εμβολοθλάση και η εσωτερική υψηλής πίεσης διαμόρφωση. Πραγματοποιούμε μονοκόμματη διαμόρφωση από επίπεδα ελάσματα σε αδιάκοπα ειδικά σχήματα, επιλύοντας οριστικά τα προβλήματα ανεπαρκούς αντοχής και κινδύνου διαρροής που προκαλούνται από τις παραδοσιακές διαδικασίες συγκόλλησης, καθιστώντας μας αξιόπιστο εταίρο για προσαρμοστικά μεταλλικά εξαρτήματα υψηλής ποιότητας.
Προσφέρουμε μία ολοκληρωμένη εξειδικευμένη λύση από τη βελτιστοποίηση του σχεδιασμού προϊόντος, την ανάπτυξη καλουπιών και τη δοκιμαστική παραγωγή μικρών παρτίδων έως τη μαζική παραγωγή σε μεγάλη κλίμακα:
Όλα τα μεταλλικά υλικά επιλέγονται υψηλής ποιότητας μεταλλικά υλικά η διαδικασία παραγωγής ακολουθεί αυστηρά το σύστημα διαχείρισης ποιότητας ISO9001, ενώ τα τελικά προϊόντα επιτυγχάνουν διεθνή πιστοποιητικά ποιότητας, όπως το CE της ΕΕ και το ANSI των ΗΠΑ, πληρούν τις προϋποθέσεις πρόσβασης στις αγορές του εξωτερικού και προσφέρουν εμπιστοσύνη στους αγοραστές του εξωτερικού.
Η Cangzhou Deeplink παρέχει επεξεργασία μετάλλου με διάτρηση, κατασκευή από λαμαρίνα και λύσεις υλικού για την παγκόσμια υψηλής ποιότητας παραγωγή. Οι υπηρεσίες μας πλήρους αλυσίδας εξασφαλίζουν γρήγορη παράδοση, εξαιρετική τεχνοτροπία και σταθερή ποιότητα. Επικοινωνήστε μαζί μας για προσαρμοσμένες προσφορές!
Η Δυτική Περιοχή της Ζώνης Οικονομικής Ανάπτυξης της Επαρχίας Nanpi, Πόλης Cangzhou, Επαρχίας Hebei
Πνευματικά δικαιώματα © 2025 από την Cangzhou Deeplink International Supply Chain Co., Ltd. Πολιτική απορρήτου