Наш клијент, бренд специјализован за висококвалитетне производе за домаћинство, намеравао је да развије без запкова, једноделни формирани стаклени стаклени стаклени стаклени стаклени стаклени стаклени стаклени стаклени стаклени стаклени стаклени стаклени стаклени стаклени стаклени стаклени стаклени стаклени стаклени стаклени стаклени стак циљ је да се у Европи, Америци и Русији наметну групе потрошача лагг луксузних производа.
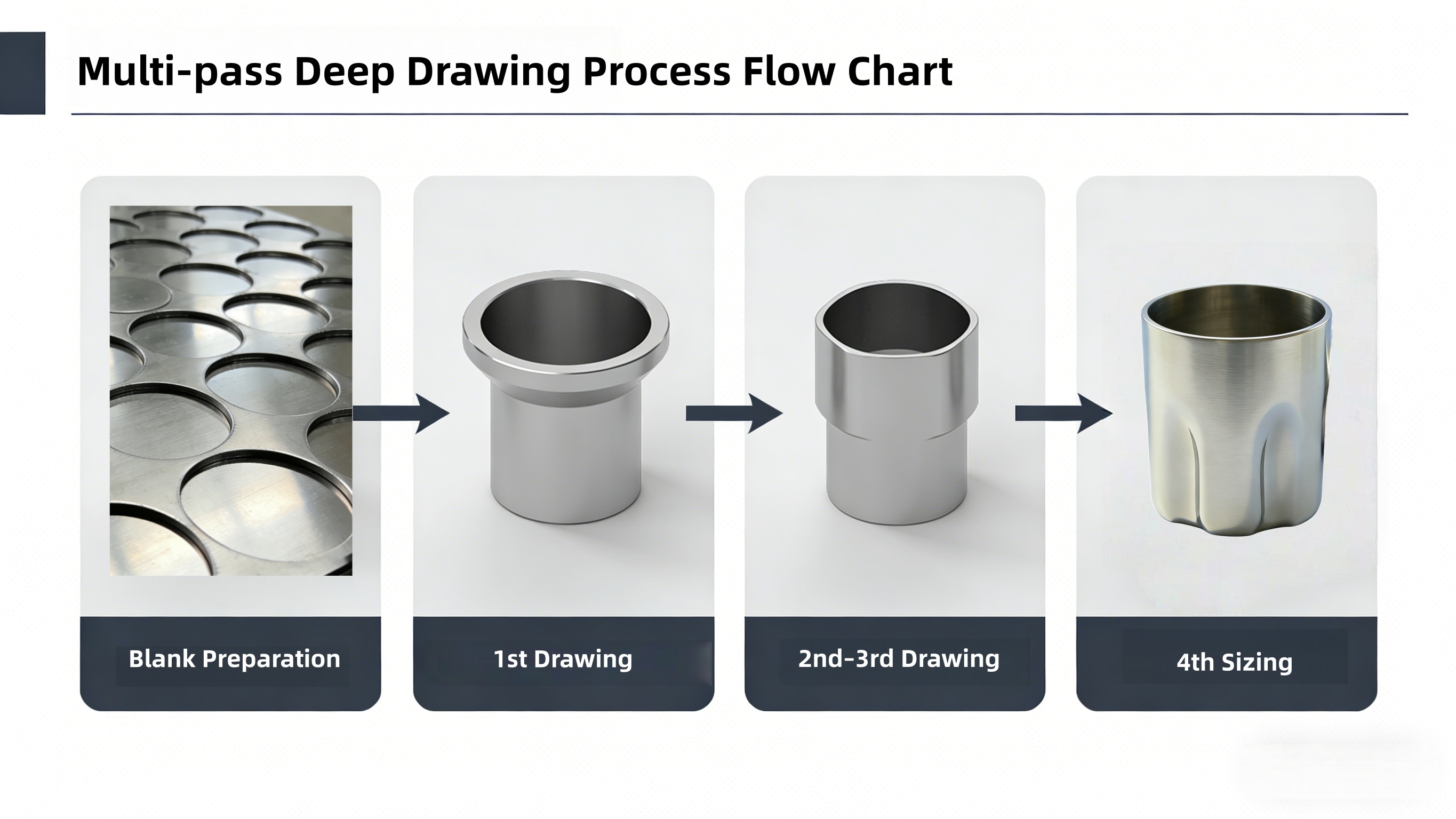
На крају смо усвојили комбиновани процес вишепролазни дубоки цртање (дубоко штампање) једноделни обрађивање + локално ковање + лустрање огледала да у потпуности задовољи захтеве клијента.
Уместо традиционалног процеса хидроформирања цеви, почели смо са нержавим челиком и завршили тело чаше формирајући кроз 4 прогресивна пролаза дубоког цртања - Да ли је то истина? Детаљи сваке процедуре и решаваних проблема су следећи:У фази припреме празног, одабрали смо 2304 листова нерђајућег челика дебелине мм, избрисали их на округле комаде дијеметара 120 мм, и одбрисали ивице како би се избегла концентрација стреса на ивицама и спречила пукотина током следећег цртања.У првом пролазу цртања усвојили смо форму 65мм, са коефицијентом завлачења контролисаним на 0,7 за сваки пролаз. Једноставно распоређивањем деформације, осигурали смо да је разлика дебљине зида у оквиру 0.2на крају, у 4. пролазу обликовања, користили смо обликовање калупе са таласном контуром и прецизно формирали специјално обликују кривину површине тела чаше помоћу хидрауличког штампања, избегавајући пролетну врху чаше и савршено обнављајући дизајнирани таласни облик.

Након што је главни тело шоље формиран, користили смо прецизни калупа за прилагођење за локално извлачење дна чаше:

Да бисмо постигли визуелни ефекат високог нивоа и испунили стандарде безбедности хране, имплементирали смо процес полирања у три корака :

Након 3 рунде итерације калупа и оптимизације процеса, успешно смо испоручили узорке стакла од нерђајућег челика који испуњавају све захтеве:
Са 10+ godina stručnosti у прецизном обликувању метала, ми овладамо кључним процесима као што су вишепролазни дубоки цртање, локално ковање и унутрашње формирање под високим притиском. Реализујемо једноделни формирање од равних празног до бесшифних специјално обликованих делова, савршено решавајући проблеме недовољне чврстоће и ризика од цурења узрокованих традиционалним процесима заваривања, што нас чини поузданим партнером за висококвалитетне металне делове на за
Ми пружамо једноставно прилагођено решење од оптимизације дизајна производа, развоја калупа и производње малих серија до масовне производње:
Сви метални материјали су одабрани висококвалитетни метални материјали - Да ли је то истина? Производствени процес строго следи систем управљања квалитетом ИСО9001, а готови производи пролазе међународне сертификате квалитета као што су ЕУ ЦЕ и Амерички АНСИ, испуњавајући услове за приступ страним тржиштима и олакшавајући стране купце.
Цанџоу Диплинк је произвођач ОЕМ са седиштем у Кини специјализован за произвођење металног листова на мазу, прецизно штампање метала, ласерско сечење, ЦНЦ обраду и дубоко цртање. Сертификатиран по ИСО 9001. Брза испорука широм света.
Западно подручје економске зоне развоја у округу Нанпи, град Цанџоу, провинција Хебеи
Copyright © 2025 by Цанџоу Диеплинк Интернатионал Суппли Цхаин Цо., Лтд. Политике приватности