Метал Портабилни Ручница Обрада Случај: Путовање контроле квалитета од цртања до готовог производа
И. Запад пројекта и основни захтеви
- Потреба купца: прилагодите се за парку савијаних и преносивих металних рукава за њихове нове кутије за алате. Материјал је од нержавећег челика 304 (отпорни на корозију и немагнетни), који захтева 180° глатко преклапање, огледално полирање за третман површине, оптерећење ≥30kg и пролазак испита са сољним прскањем (квалитет отпорности на корозију ≥

II. Уговор Основна технологија обраде и процес имплементације
- Обрада ове ручке је подељена на четири основна колена, од којих свака прецизно одговара технологији обраде метала како би се осигурала квалитет производа и ефикасност производње:
1. у вези са Претратација сировине и формирање компоненти
- У овом случају, уколико се не примењује важан производ, производи се у складу са националним стандардом GB/T 3280-2015.
- Формирање монтажевих плоча: Примљена је технологија прецизног штампања. Плата од нерђајућег челика се у једном тренутку штампа кроз прилагођени калупу за завршење формирања спољашње контуре, буца за вијаке и ротирајућих ротација вала монтажа ротације монтаже. Током процеса штампања користе се цементирани кабридни калупи, у комбинацији са прецизним позиционирањем ЦНЦ перцова, како би се осигурало да одступање положаја рупе сваке серије монтажних плоча испуњава спецификације.
-
Формирање ручка: Прихваћен је интегрисани процес "ЦНЦ пружни навијач + постављање топлотне обраде". Корак 1: Изравни равноћу плоче од нерђајућег челика кроз машину за изравнавање како би се осигурала једнака сила током навијања; Корак 2: Користите ЦНЦ пружну машину за навијање да директно навијате плочу од нерђајућег челика у облик у складу са унапред постављ Прецизна контрола температуре и времена, ручка формира стабилну U-облику пружне структуре са поузданим сложеним еластичним ресетом перформанса. Након формирања, портови се меле како би се уклониле буре како би се избегле оштре ивице које би покресале инсталаторе.

2. Уколико је потребно. Скупштина и Функционално дебагирање
- Основно значење монтаже је да се оствари глатко преклапање и стабилна веза ручке. Технологија прецизног ниветирања се користи за фиксирање U-оликог оквира и ротирајуће структуре вала монтажне плоче. Прво, инсталирајте гусач пруге од нерђајућег челика на ротирању вала, а затим користите пневматични пиштољ за нит да прецизно притиснете φ3мм нит од нерђајућег челика у резервисану позицију рупе, осигурајући да нема лабирања или деформа
- Након монтаже, врши се функционално дебагирање партије. Свака ручка треба ручно отварати и затварати 10 пута како би се проверила гласност савијања (без заглављања, без абнормалне буке), а истовремено се осигурало да пролаз за прикључавање са монтажном плочицом испуњава спецификације након затварања.

3. Уколико је потребно. Површински третман (основна веза за осигурање квалитета)
- Да би се задовољили захтеви купца за огледални ефекат и отпорност на корозију, третман површине се спроводи у три корака:
- Грубо полирање: Користите машину за полирање бруснича да грубо полирате целу ручку како бисте уклонили површинску шкуру оксида, трагове штампања и остатке резних реза.
-
Фин полирање: Фокусирајте се на полирање детаљних делова као што су углови U-оликог оквира и ивице монтажне плоче да би се коначно постигао глатки и безупречан ефекат.
-
B право F ући :Коначно, користио се точак за полирање тканине у комбинацији са пасте за полирање на микрону нивоу како би се постигао огледални ефекат.

4. Уколико је потребно. Завршена инспекција производа и прихватање фабрике
Уведати свеобухватну стандарду за испитивање како би се осигурало да свака серија производа испуњава захтеве:
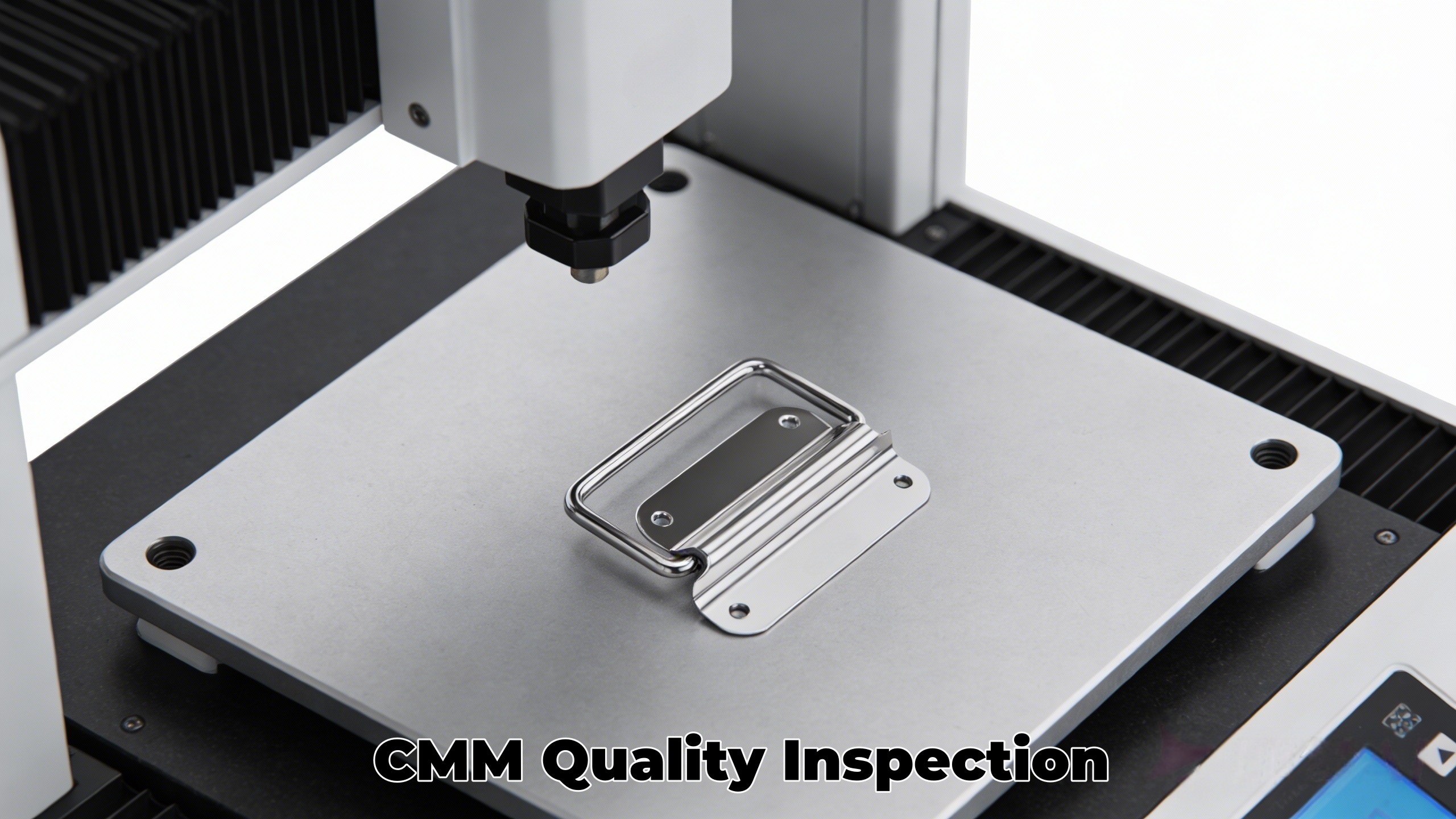
- Проверка прецизности димензија: Користите координатни мерећи апарат (ЦММ) за откривање положаја рупа на монтажној плочи и величине оквира ручке.
- Испитивање перформанси: случајно изаберите 10% производа за тестирање оптерећења (оптерећење тежине 30 кг у трајању од 24 сата, без деформације, без кршења) и тестирање са сољом (48 сати у неутралном окружењу са сољом, без рђа или лупљења према
- Инспекција изгледа: Ручно прегледајте сваки производ један по један за једноставан слој површине, без гребеља, без мехурака, а ефект огледала испуњава стандард.

III. Уговор Резюме
У овом пројекту обраде склапане ручке од нерђајућег челика 304, прецизном примјеном основних технологија обраде метала као што су штампање, ЦНЦ савијање, прецизно ниветирање и електролитичко хромно покривање, у комбинацији са циљаним техничким оптимизацијама, тешко Коначно испоручени производи не само да испуњавају строге захтеве купца за прецизност, перформансе и изглед, већ су такође освојили поверење купца кроз контролу квалитета целог процеса. Тренутно је ова серија рукава масовно примењена на шаси медицинске опреме купца, са добром повратном информацијом тржишта.
Имамо прилагођени капацитет за обраду различитих металних производа, и можемо се прилагодити различитим материјалима (нерезандирани челик, угљенични челик, бакар, mesing ,алуминијумске легуре итд.), процеси и функционални захтеви у складу са потребама купца. Производња је потпуно транспарентна, са контролисаним квалитетом и гарантованим временом испоруке.






