Metal Portable Håndtag Bearbejdning Kasse: En rejse i kvalitetsstyring fra tegning til færdigt produkt
I. Projektbaggrund og kernekrav
- Kundens behov: Tilpasning af et parti klappbare og bærbare metalhåndtag til deres nye værktøjskasser. Materialet er 304 rustfrit stål (korrosionsbestandigt og ikke-magnetisk), krav om 180° jævn klapping, spejlpolering som overfladebehandling, en bæreevne på ≥30 kg samt beståelse af salttørsprøven (korrosionsbestandighedsgrad ≥48 timer).

II. Kernebearbejdningsteknologi og gennemførelsesproces
- Bearbejdningen af dette håndtag er inddelt i fire kerneled, hvor hvert led nøjagtigt matcher metalbearbejdningsteknologien for at sikre produktkvalitet og produktionseffektivitet:
1. Råmaterialeforbehandling og komponentformning
- Først vælges 304SS plader i overensstemmelse med det nationale standard GB/T 3280-2015 som råmaterialer.
- Monteringsplade-formning: Der anvendes præcisionsstansningsteknologi. Edelstålpladen stanses på én gang gennem en specialfremstillet form for at fuldføre formningen af ydre kontur, skruhuller og omdrejningsakselmonteringsriller på montagepladen. Under stansningsprocessen bruges cementerede carbidsformer kombineret med nøjagtig positionering fra CNC-punchpressen for at sikre, at hulpositionstolerancen for hver batch af montageplader opfylder specifikationerne.
-
Håndtagets formning: En integreret proces vedrørende "CNC fjederopvikling + fastlæggende varmebehandling" anvendes. Trin 1: Ret ligepladens lighed gennem en rettemaskine for at sikre ensartet kraftpåvirkning under opviklingen; Trin 2: Brug en CNC-fjederopviklingsmaskine til direkte at vikle pladen i form efter de forudindstillede U-formede konturparametre, og nøje regulere spiralvinklen og spændingen under opviklingsprocessen; Trin 3: Udfør straks fastlæggende varmebehandling af fjederen. Gennem præcis kontrol med temperatur og tid danner håndtaget en stabil U-formet fjederstruktur med pålidelig elastisk foldnings- og nulstilsfunktion. Efter formningen slibes enderne for at fjerne spån for at undgå skarpe kanter, der kan skære installatører.

2. Samling og funktionsjustering
- Kernen i samleleden er at opnå en jævn foldebevægelse og stabil forbindelse af håndtaget. Der anvendes præcisionsnitteringsteknologi til at fastgøre det U-formede stel og den roterende akselstruktur på monteringspladen. Først monteres en dæmper med rustfrit stålfjeder ved den roterende aksel, derefter nitter man nøjagtigt en φ3 mm nit af rustfrit stål i den forudbestemte hull position vha. en pneumatiske nitpistol, så det sikres, at der ikke opstår løshed eller deformation efter nitteringen.
- Efter samling udføres funktionsjustering i batch. Hvert håndtag skal åbnes og lukkes manuelt 10 gange for at teste foldningens glathed (uden klemning eller unormal støj), og samtidig sikres det, at pasningsafstanden til monteringspladen overholder specifikationerne efter lukning.

3. Overfladebehandling (kerneområde for kvalitetssikring)
- For at opfylde kundens krav til spejleffekt og korrosionsmodstand udføres overfladebehandlingen i tre trin:
- Grovpolering: Brug en slibemaskine med slibeskive til at grovpolere hele håndtaget for at fjerne overfladeoxid, stansmærker og resterende nitingssprøjt.
-
Finpolering: Fokuser på polering af detaljerede dele såsom hjørnerne i det U-formede ramme og kanterne på monteringspladen for endeligt at opnå en glat og fejlfri effekt.
-
B - Ja, det er rigtigt. F afslutning :Til sidst blev et polerklædehjul anvendt i kombination med mikroniveau-polerpasta for at opnå en spejleffekt.

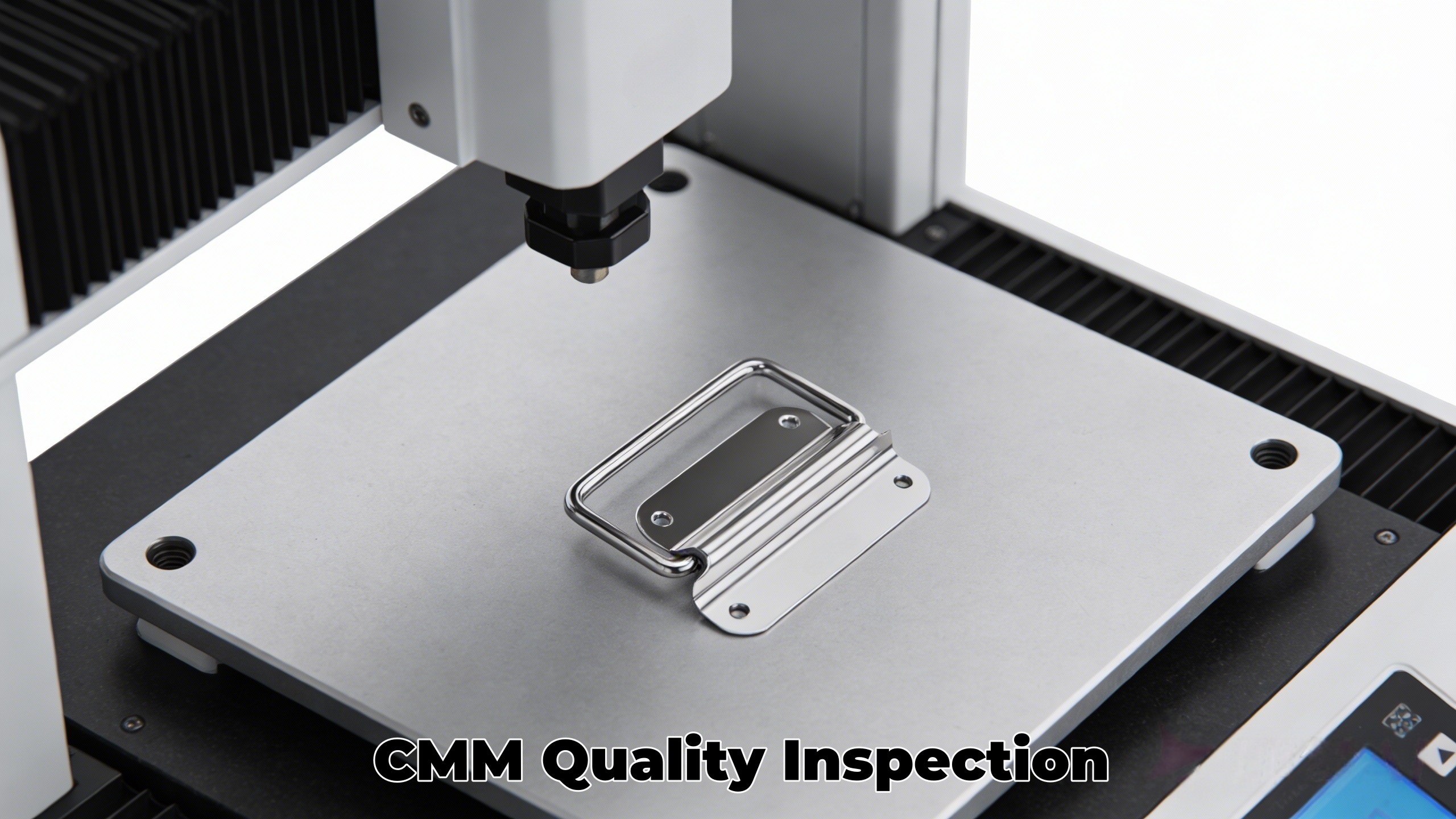
4. Efterkontrol af færdig produkt og fabriksgodkendelse
Indfør en omfattende teststandard for at sikre, at hver parti opfylder kravene:
- Kontrol af dimensionel nøjagtighed: Brug en koordinatmålemaskine (CMM) til at måle hullernes placering på monteringspladen samt størrelsen på håndtagsrammen.
- Ydelsesprøvning: Vælg tilfældigt 10 % af produkterne til bæreevneprøvning (belast med 30 kg i 24 timer, ingen deformation, intet brud) og saltkogsprøvning (48 timer i neutralt saltkogsmiljø, ingen rust eller overtrækspel på overfladen);
- Udseendesinspektion: Inspectér hvert produkt manuelt for ensartet overtræk, ingen ridser, ingen bobler, og spejleffekten skal opfylde standarden.

III. Opsummering
I dette projekt med foldbare håndtag i 304 rustfrit stål er forarbejdningsudfordringerne pga. materialeegenskaber succesfuldt løst gennem præcis anvendelse af kerne-metalbearbejdningsteknologier såsom stansning, CNC-bøjning, præcisionsnibling og elektrolytisk chromplatering, kombineret med målrettede tekniske optimeringer. De endeligt leverede produkter opfylder ikke kun kundens strenge krav til præcision, ydeevne og udseende, men har også vundet kundens tillid gennem helhedsorienteret kvalitetskontrol. I øjeblikket er denne serie af håndtag taget i masseproduktion til kundens medicinske udstyrsskel, med positiv markedsrespons.
Vi har tilpasset bearbejdningsevne til forskellige metalprodukter og kan tilpasse os forskellige materialer (rustfrit stål, kulstofstål, kobber, messing ,aluminiumlegering osv.), processer og funktionskrav efter kundens behov. Produktionen er fuldstændig gennemsigtig, med kontrollerbar kvalitet og garanteret leveringstid.






