Metalltragbare Griffverarbeitungskoffer: Eine Reise der Qualitätskontrolle von der Konstruktion bis zum fertigen Produkt
I. Projekt-Hintergrund und Kernanforderungen
- Kundenanforderung: Eine Charge faltbarer und tragbarer Metallgriffe für neue Werkzeugkoffer anfertigen. Das Material ist Edelstahl 304 (korrosionsbeständig und nicht magnetisch), mit Anforderung an eine reibungslose 180°-Faltung, spiegelartige Oberflächenpolitur, Tragfähigkeit von ≥30 kg sowie Bestehen des Salzsprühnebeltests (Korrosionsbeständigkeitsgrad ≥48 Stunden).

II. Kerntechnologien und Implementierungsprozess
- Die Bearbeitung dieses Griffs gliedert sich in vier Kernelemente, wobei jedes Element präzise auf die jeweilige Metallbearbeitungstechnologie abgestimmt ist, um Produktqualität und Produktionseffizienz sicherzustellen:
1. Vorbehandlung des Rohmaterials und Formgebung der Bauteile
- Zunächst werden 304SS-Platten, die der nationalen Norm GB/T 3280-2015 entsprechen, als Rohmaterialien ausgewählt.
- Formen der Montageplatte: Es wird eine Präzisionsstanztechnologie eingesetzt. Die Edelstahlplatte wird mithilfe einer Spezialform in einem Arbeitsgang gestanzt, wodurch die Außenkontur, Schraublöcher und Drehwellen-Montagenuten der Montageplatte geformt werden. Während des Stanzvorgangs kommen Hartmetallformen zum Einsatz, kombiniert mit der genauen Positionierung der CNC-Stanzmaschine, um sicherzustellen, dass die Lochpositionstoleranz jeder Charge von Montageplatten den Vorgaben entspricht.
-
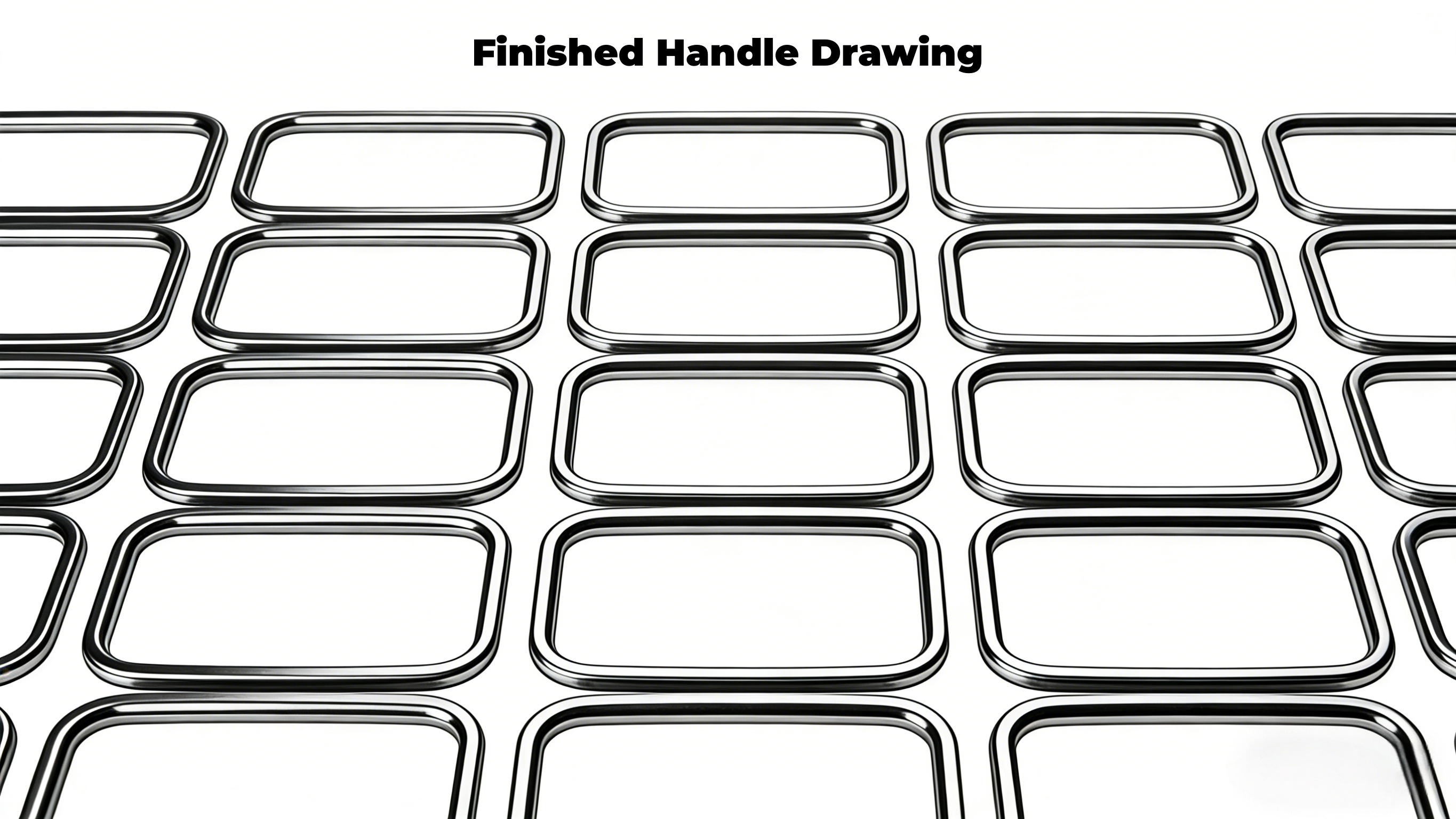
Griffrahmen-Formgebung: Ein integrierter Prozess aus „CNC-Federwickeln + spannungsarmes Wärmebehandeln“ wird angewendet. Schritt 1: Die Geradheit der Edelstahlplatte wird mithilfe einer Richtmaschine korrigiert, um eine gleichmäßige Kraftverteilung während des Wickelns sicherzustellen; Schritt 2: Mit einer CNC-Federwickelmaschine wird die Edelstahlplatte direkt entsprechend den voreingestellten U-förmigen Konturparametern geformt, wobei Winkel und Spannung des Windungsprofils präzise gesteuert werden; Schritt 3: Unmittelbar anschließend erfolgt die spannungsarme Wärmebehandlung der Feder. Durch exakte Steuerung von Temperatur und Zeitdauer bildet der Griff eine stabile U-förmige Federstruktur mit zuverlässiger elastischer Rückstellfunktion beim Zusammenklappen. Nach der Formgebung werden die Kanten geschliffen, um Grate zu entfernen und Verletzungen durch scharfe Kanten bei der Montage zu vermeiden.

2. Montage und funktionale Inbetriebnahme
- Der Kern der Montagelinie besteht darin, das reibungslose Zusammenklappen und eine stabile Verbindung des Griffs zu gewährleisten. Dazu wird eine Präzisionsniettechnik angewandt, um den U-förmigen Rahmen und die Drehachse der Halteplatte zu fixieren. Zunächst wird an der Drehachse ein Dämpfer aus Edelstahlfeder montiert, anschließend wird mittels einer pneumatischen Nietpistole der φ3-mm-Edelstahl-Niet exakt in die vorgesehene Bohrung eingepresst, wodurch sichergestellt wird, dass nach dem Nieten kein Spiel oder Verformung vorliegt.
- Nach der Montage erfolgt eine serienmäßige Funktionseinrichtung. Jeder Griff muss manuell zehnmal geöffnet und geschlossen werden, um die Gleichmäßigkeit des Klappvorgangs zu prüfen (kein Klemmen, kein ungewöhnliches Geräusch) und gleichzeitig sicherzustellen, dass nach dem Schließen der Passspalt zur Halteplatte den Spezifikationen entspricht.

3. Oberflächenbehandlung (Kernprozess der Qualitätsicherung)
- Um die Kundenanforderungen an Spiegeleffekt und Korrosionsbeständigkeit zu erfüllen, erfolgt die Oberflächenbehandlung in drei Schritten:
- Grobschleifen: Verwenden Sie eine Schleifscheiben-Poliermaschine, um den gesamten Griff grob zu polieren und so Oxidschichten, Stanzspuren und verbleibende Nietgrate zu entfernen.
-
Feinschleifen: Konzentrieren Sie sich auf das Polieren detaillierter Teile wie die Ecken des U-förmigen Rahmens und die Kanten der Montageplatte um schließlich eine glatte und makellose Oberfläche zu erzielen.
-
B - Ja, das stimmt. F oberfläche :Zum Schluss wurde ein Poliertuchrad in Kombination mit mikrometerfeinem Polierpaste verwendet, um einen spiegelähnlichen Effekt zu erzielen.

4. Endproduktprüfung und Werksabnahme
Ein umfassender Prüfstandard wird festgelegt, um sicherzustellen, dass jede Charge die Anforderungen erfüllt:
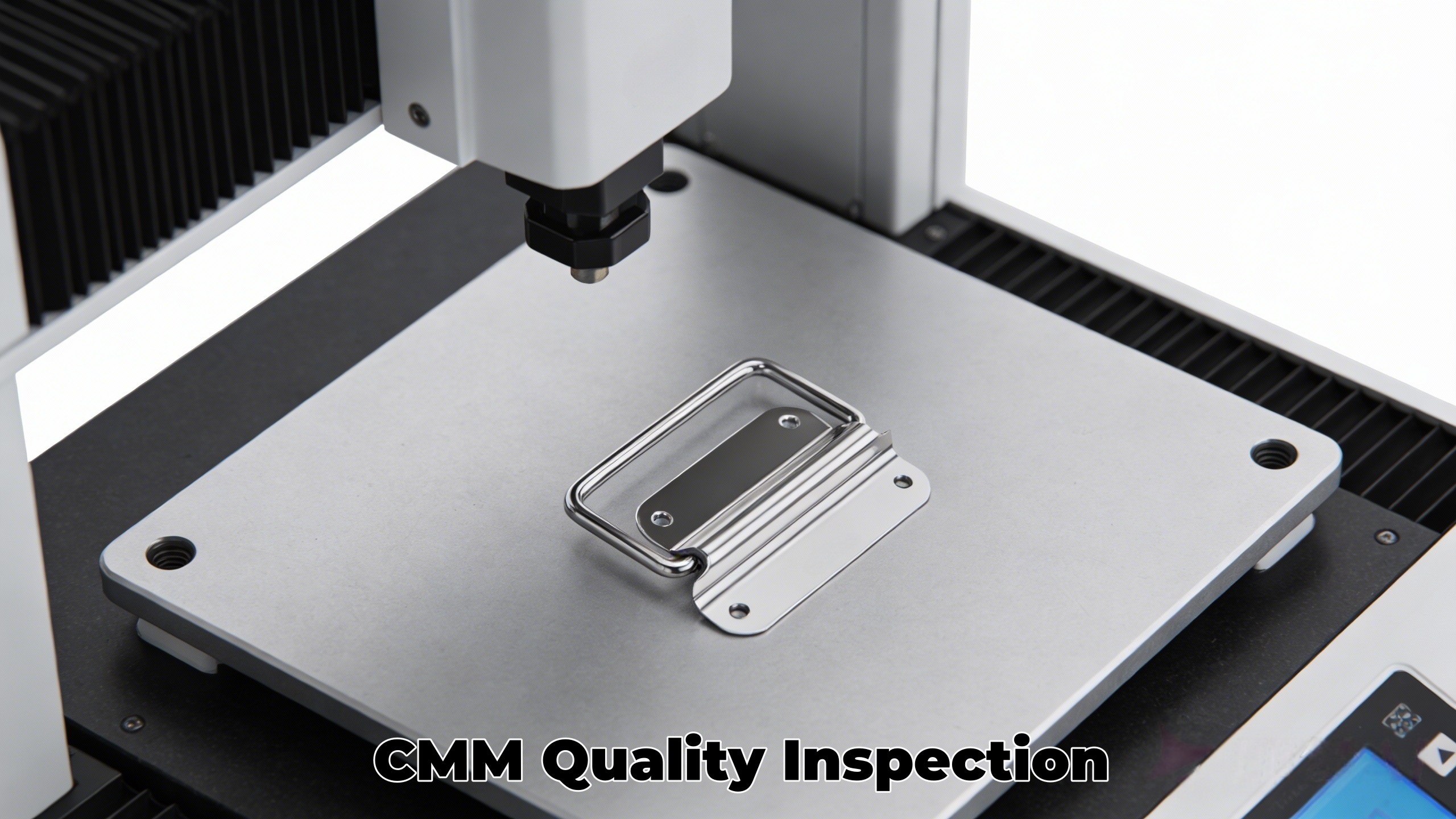
- Prüfung der Maßgenauigkeit: Verwendung einer Koordinatenmessmaschine (KMM) zur Erfassung der Bohrungspositionen der Montageplatte und der Größe des Griffrahmens.
- Leistungstest: Zufällig 10 % der Produkte für Tragfähigkeitstest auswählen (24 Stunden mit 30 kg belasten, keine Verformung, kein Bruch) und Salzsprühnebeltest (48 Stunden im neutralen Salzsprühnebel, keine Rostbildung oder Beschichtungsablösung auf der Oberfläche);
- Optische Inspektion: Jedes Produkt einzeln manuell auf gleichmäßige Oberflächenbeschichtung, keine Kratzer, keine Blasen und Spiegeleffekt entsprechend Standard prüfen.

III. Zusammenfassung
In diesem Projekt zur Verarbeitung von faltbaren Griffen aus 304-Edelstahl wurden durch den präzisen Einsatz kerntechnologischer Metallbearbeitungsverfahren wie Stanzung, CNC-Biegen, Fein-Nieten und elektrolytische Verchromung sowie gezielter technischer Optimierungen die durch die Materialeigenschaften verursachten Verarbeitungsschwierigkeiten erfolgreich gelöst. Die letztlich gelieferten Produkte erfüllen nicht nur die strengen Anforderungen des Kunden hinsichtlich Präzision, Leistung und Optik, sondern gewannen auch dank vollständiger Qualitätskontrolle über den gesamten Prozess das Vertrauen des Kunden. Gegenwärtig werden diese Griffe serienmäßig in den Gehäusen medizinischer Geräte des Kunden eingesetzt und stoßen auf positive Marktrückmeldungen.
Wir verfügen über die Kapazität zur kundenspezifischen Bearbeitung verschiedener Metallprodukte und können uns an unterschiedliche Materialien (Edelstahl, Kohlenstoffstahl, Kupfer, messing ,aluminiumlegierung, etc.), Prozesse und funktionale Anforderungen gemäß Kundenbedarf. Die Produktion ist vollständig transparent, mit kontrollierbarer Qualität und garantierten Lieferzeiten.






