Metalowa Przenośna Obudowa z Uchwytem: Podróż Kontroli Jakości od Projektu do Produktu Gotowego
I. Tło projektu i podstawowe wymagania
- Wymóg klienta: Dostosowanie partii składanych i przenośnych metalowych uchwyty do nowych narzędzi. Materiał to stal nierdzewna 304 (odporna na korozję i niemagnetyczna), wymagane gładkie składanie o 180°, polerowanie powierzchni do efektu lustrzanego, nośność ≥30 kg oraz przejście testu nasycenia solą (klasa odporności na korozję ≥48 godzin).

II. Kluczowe technologie przetwarzania i proces wdrożenia
- Przetwarzanie tego uchwytu dzieli się na cztery podstawowe etapy, z których każdy dokładnie odpowiada technologii obróbki metali, zapewniając jakość produktu i wydajność produkcji:
1. Wstępnia obróbka surowca i formowanie elementów
- Najpierw jako surowiec wybiera się płyty ze stali nierdzewnej 304SS zgodne ze standardem krajowym GB/T 3280-2015.
- Formowanie płyty montażowej: stosuje się technologię precyzyjnego tłoczenia. Płytę ze stali nierdzewnej tłoczy się jednokrotnie za pomocą formy specjalnej, aby ukształtować zewnętrzną obwiednię, otwory na śruby oraz rowki montażowe wału obrotowego. W trakcie procesu tłoczenia wykorzystuje się formy węglikowe spiekane, które w połączeniu z dokładnym pozycjonowaniem prasy CNC zapewniają, że odchylenie położenia otworów w każdej serii płyt montażowych spełnia wymagane normy.
-
Formowanie ramki uchwytu: Zastosowano zintegrowany proces „zwijania CNC + cieplne hartowanie ustalające”. Krok 1: Wypośrednienie płaskownika ze stali nierdzewnej za pomocą maszyny wyciągającej, aby zapewnić jednostajne obciążenie podczas zwijania; Krok 2: Użycie maszyny CNC do bezpośredniego zwijania płaskownika ze stali nierdzewnej według ustawionych parametrów konturu w kształcie litery U oraz precyzyjna kontrola kąta skoku i naprężenia podczas procesu zwijania; Krok 3: Natychmiastowe przeprowadzenie cieplnego hartowania ustalającego sprężynę. Poprzez dokładną kontrolę temperatury i czasu uchwyt tworzy stabilną sprężystą strukturę sprężyny w kształcie U, charakteryzującą się niezawodnym działaniem powrotnym. Po sformowaniu krawędzie są szlifowane w celu usunięcia natręctw i zapobiegania skaleczeniom instalatorów.

2. Montaż i uruchomienie funkcjonalne
- Głównym celem połączenia złożeniowego jest zapewnienie płynnego składania i stabilnego połączenia uchwytu. W tym celu stosuje się precyzyjną technologię nitowania do zamocowania ramy w kształcie litery U oraz struktury wału obrotowego płyty montażowej. Najpierw montuje się tłumik ze sprężyny stalowej nierdzewnej na wale obrotowym, a następnie za pomocą pneumatycznego pistoletu do nitowania dokładnie wsuwa się nit ze stali nierdzewnej o średnicy φ3 mm w odpowiednie otwory, zapewniając brak luźnych połączeń lub odkształceń po nitowaniu.
- Po złożeniu przeprowadza się partkową funkcjonalną regulację. Każdy uchwyt musi zostać ręcznie otwarty i zamknięty 10 razy, aby przetestować płynność składania (brak zakleszczeń, brak niezwykłych dźwięków), jednocześnie zapewniając, że szczelina dopasowania do płyty montażowej po zamknięciu spełnia określone normy.

3. Powierzchniowa obróbka (kluczowy etap gwarancji jakości)
- Aby spełnić wymagania klienta dotyczące efektu lustrzanego i odporności na korozję, obróbkę powierzchniową wykonuje się w trzech etapach:
- Szlifowanie zgrubne: Użyj szlifierki taśmowej do szlifowania całego uchwytu w celu usunięcia powierzchniowej skali tlenkowej, śladów tłoczenia oraz pozostałości po nitowaniu.
-
Szlifowanie dokładne: Skup się na polerowaniu szczegółowych elementów, takich jak narożniki ramy w kształcie litery U oraz krawędzie płyty montażowej aby ostatecznie osiągnąć gładki i bezwadny efekt.
-
B - Tak, prawda. F inish :Na końcu użyto tarczy polerskiej z tkaniny w połączeniu z pasta polerską o uziarnieniu mikronowym, aby uzyskać efekt lustrzany.

4. Kontrola wyrobu gotowego i akceptacja fabryczna
Ustal kompleksowy standard testowania, aby zapewnić zgodność każdej partii produktów z wymaganiami:
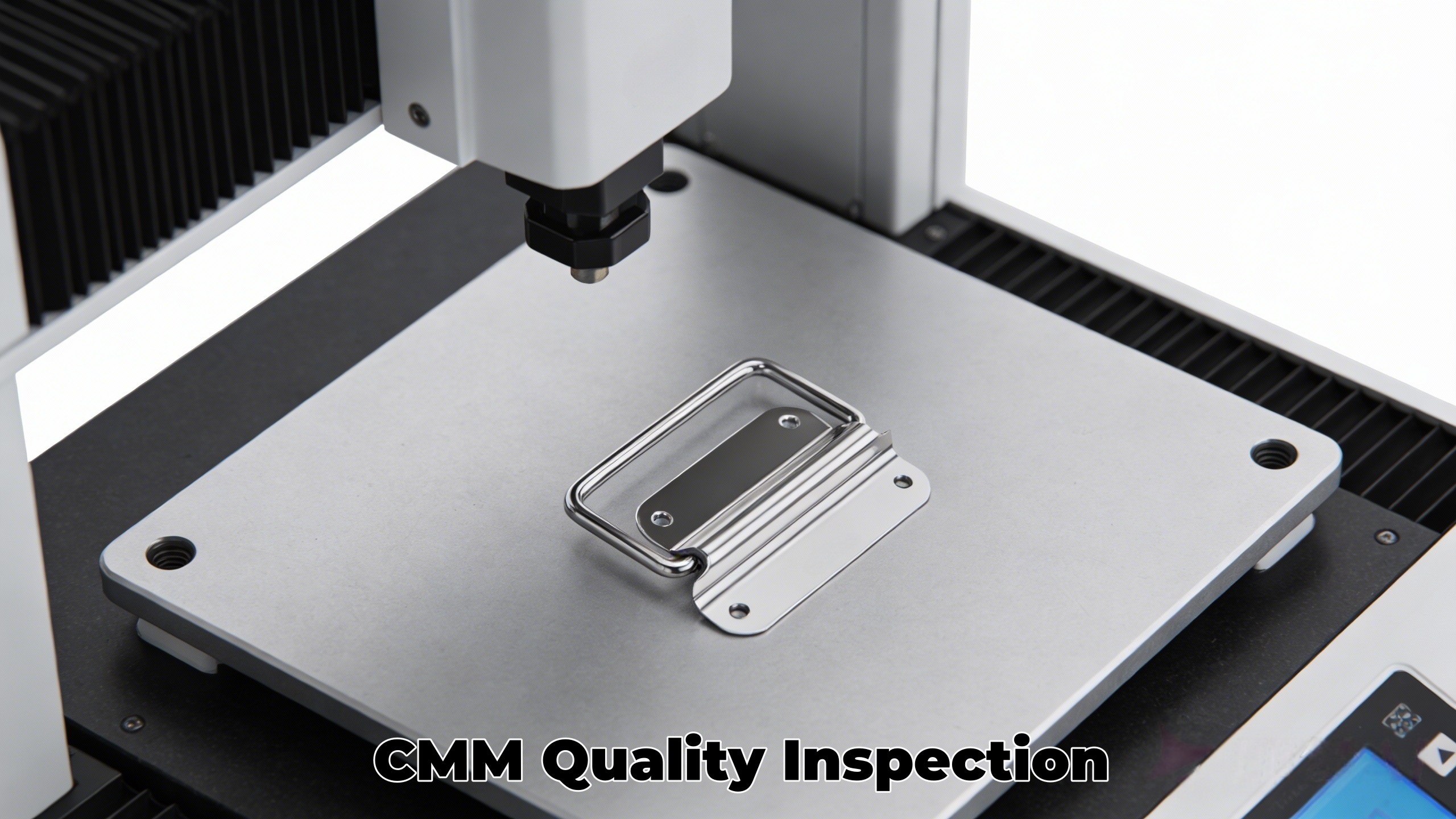
- Kontrola dokładności wymiarów: Użyj maszyny pomiarowej z współrzędnymi (CMM) do wykrywania położeń otworów na płycie montażowej oraz rozmiaru ramy uchwytu.
- Testowanie wydajności: losowo wybrać 10% produktów do testów nośności (obciążenie 30 kg przez 24 godziny, bez odkształcenia, bez pęknięć) oraz testów mgły solnej (48 godzin w neutralnym środowisku mgły solnej, bez rdzy ani odpadania powłoki na powierzchni);
- Kontrola wyglądu: Każdy produkt należy sprawdzić ręcznie, sprawdzając, czy powłoka powierzchni jest jednolita, nie ma zarysowań, pęcherzyków powietrza i czy efekt lustrzany spełnia normę.

III. Podsumowanie
W tym projekcie obróbki składanego uchwytu ze stali nierdzewnej 304, poprzez precyzyjne zastosowanie kluczowych technologii obróbki metali, takich jak tłoczenie, gięcie CNC, precyzyjne nitowanie oraz elektrolityczne chromowanie, w połączeniu z celowymi optymalizacjami technicznymi, pomyślnie rozwiązano trudności związane z charakterystyką materiału. Ostatecznie dostarczone produkty nie tylko spełniają rygorystyczne wymagania klienta dotyczące dokładności, wydajności i wyglądu, ale również zdobyły zaufanie klienta dzięki kompleksowej kontroli jakości na każdym etapie procesu. Obecnie cała partia uchwyty została seryjnie zastosowana w konstrukcjach sprzętu medycznego klienta, ciesząc się dobrym odbiorem na rynku.
Posiadamy możliwość niestandardowej obróbki różnych wyrobów metalowych oraz potrafimy dostosować się do różnych materiałów (stal nierdzewna, stal węglowa, miedź, mosiądz ,stop aluminiumowy itp.), procesy i wymagania funkcjonalne zgodnie z potrzebami klienta. Produkcja jest w pełni przejrzysta, z kontrolowaną jakością i gwarantowanym czasem dostawy.






