Metallisk Portabel Handtag Bearbetningslåda: En Resa Genom Kvalitetskontroll från Ritning till Färdig Produkt
I. Projektbakgrund och kärnkrav
- Kundkrav: Anpassa en serie vikbara och portabla metallhandtag till deras nya verktygslådor. Material ska vara rostfritt stål 304 (korrosionsbeständigt och icke-magnetiskt), med krav på 180° jämn vikning, spegelpolering som ytbehandling, bärförmåga på ≥30 kg samt godkänd saltförsökstestning (korrosionsbeständig klass ≥48 timmar).

II. Kärnprocessmetodik och genomförandeprocess
- Bearbetningen av detta handtag är uppdelad i fyra kärnled, där varje led exakt matchar metallbearbetningsteknik för att säkerställa produktkvalitet och tillverkningseffektivitet:
1. Förbehandling av råmaterial och komponentformning
- Först väljs 304SS-plåtar enligt den nationella standarden GB/T 3280-2015 som råmaterial.
- Formning av fästplatta: Precisionsstansning används. Rostfritt stål plåt stansas i ett slag med hjälp av en specialanpassad form för att slutföra formningen av ytterkonturen, skruvhål och monteringshåll för roterande axel. Under stansprocessen används hårdmetallformer kombinerat med exakt positionering på CNC-stanspressen, för att säkerställa att avvikelsen i hålposition för varje batch fästplattor uppfyller specifikationerna.
-
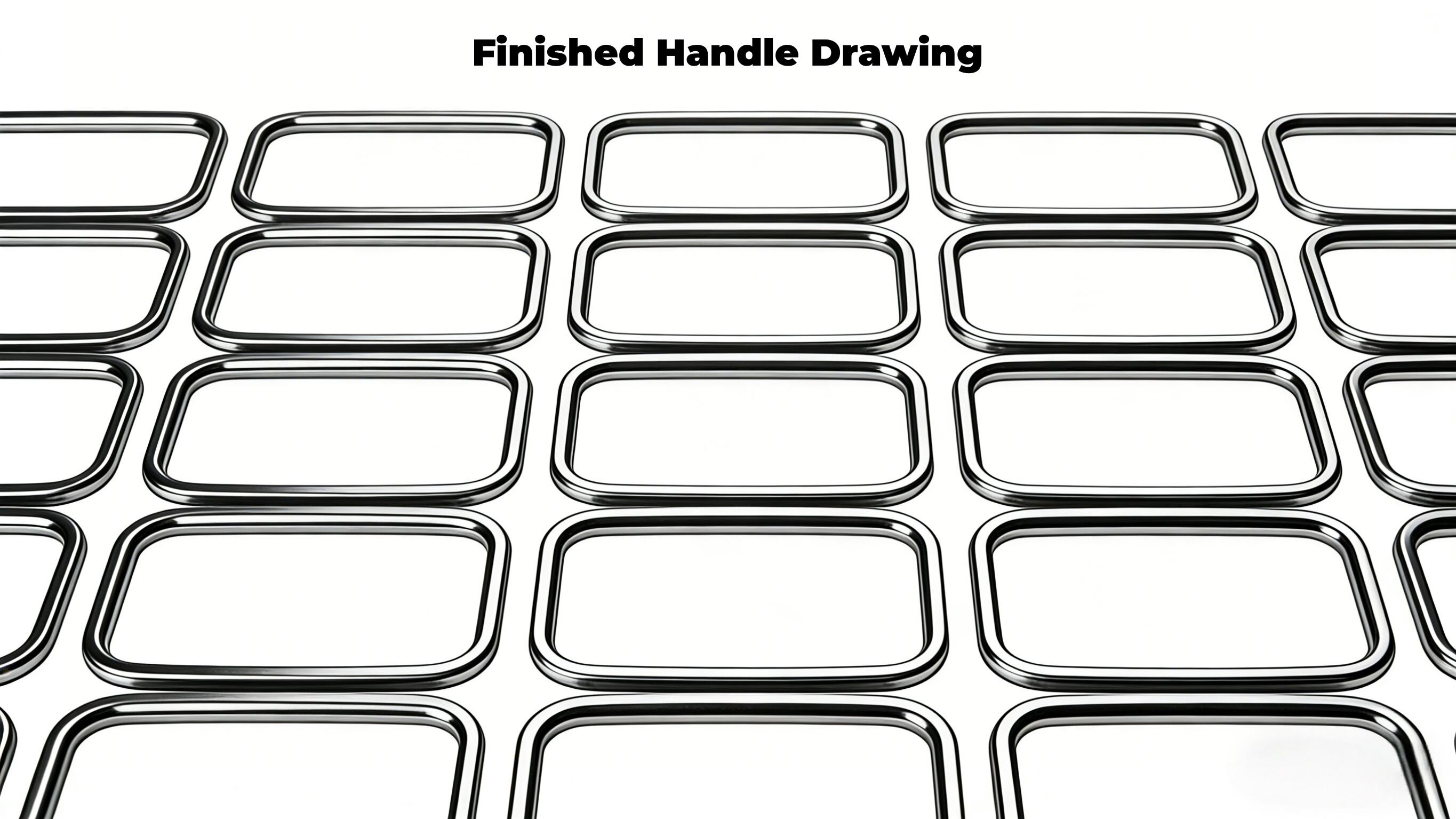
Handtagets ramformning: En integrerad process av "CNC fjädringsvikning + inställning av värmebehandling" används. Steg 1: Räta ut rätlinjigheten i rostfria plåten med hjälp av en rätningsmaskin för att säkerställa jämn kraftfördelning vid vikningen; Steg 2: Använd en CNC-fjädringsvikningsmaskin för att direkt vika rostfria plåten till form enligt förinställda U-formade konturparametrar och exakt styra spirallutning och spänning under vikningsprocessen; Steg 3: Utför omedelbart fjäderinställning genom värmebehandling. Genom exakt styrning av temperatur och tid bildas ett stabilt U-format fjäderkonstruerat handtagsgeometri med tillförlitlig elastisk återgångsförmåga vid vikning. Efter formning slipas kanterna för att ta bort spån och undvika skarpkantiga kanter som kan skära installatörer.

2. Montering och funktionsjustering
- Kärnan i monteringsleden är att uppnå en smidig vikning och stabil koppling av handtaget. Precisionsslagteknik används för att fixera det U-formade ramverket och den roterande axelkonstruktionen på fästplattan. Först installeras en dämpare i rostfritt stål vid den roterande axeln, därefter används en pneumtisk nitspikpistol för att exakt trycka fast φ3 mm nit i den förberedda hålpositionen, så att det inte uppstår någon rörlighet eller deformation efter nitningen.
- Efter montering utförs funktionsjustering i batchar. Varje handtag måste manuellt öppnas och stängas 10 gånger för att testa vikningsens smidighet (inga blockeringar, inga ovanliga ljud), och samtidigt måste det säkerställas att passningsavståndet mot fästplattan uppfyller specifikationerna efter stängning.

3. Ytbehandling (kärnkomponent för kvalitetssäkring)
- För att möta kundens krav på spegleffekt och korrosionsmotstånd genomförs ytbehandlingen i tre steg:
- Grovvridning: Använd en sliprutschermaskin för att grovpolera hela handtaget och därigenom ta bort ytoxidskala, stämplingsmärken och återstående nitförborrningskanter.
-
Finpolering: Fokusera på att polera detaljerade delar såsom hörnen i det U-formade ramverket och kanterna på fästplattan för att slutligen uppnå en slät och felfri effekt.
-
B - Ja, det är sant. F inish :Slutligen användes ett polerhjul i klädväv i kombination med mikronivåpolerpasta för att uppnå en spegelblank effekt.

4. Granskning av färdig produkt och fabriksgodkännande
Upprätta en omfattande teststandard för att säkerställa att varje produktbatch uppfyller kraven:
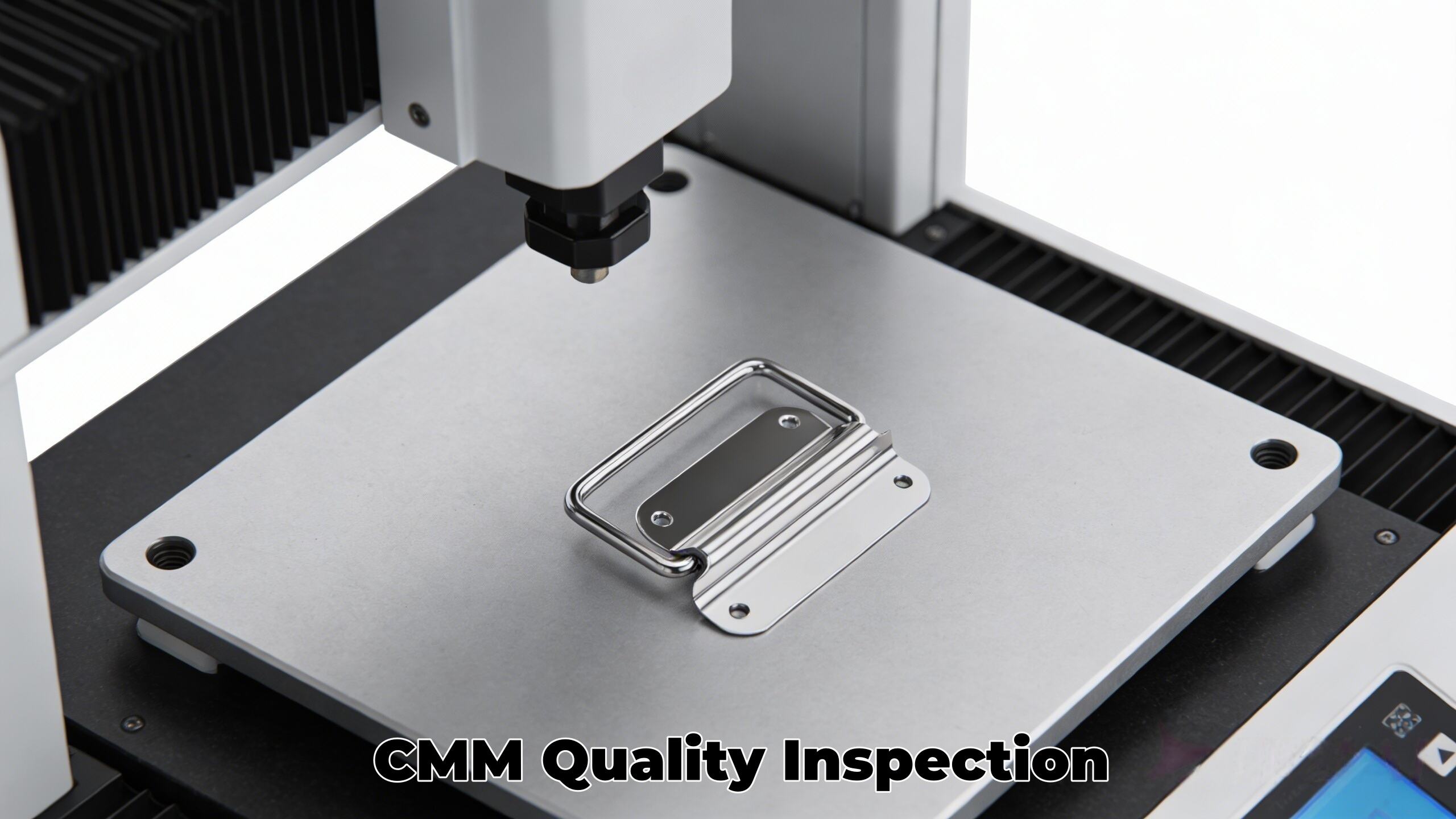
- Inspektion av målnoggrannhet: Använd en koordinatmätdon (CMM) för att mäta hålställningarna på fästplattan och storleken på handtagsramen.
- Prestandatestning: Slumpmässigt välj 10 % av produkterna för belastningstest (belasta med 30 kg i 24 timmar, ingen deformation, inget bråck) och saltmisttest (48 timmar i neutralt saltmistmiljö, ingen rost eller lossnande av ytbeklädnad);
- Utseendekontroll: Kontrollera varje produkt manuellt individuellt för jämn ytbeklädnad, inga repor, inga bubblor, och spegeleffekten uppfyller standarden.

III. Sammanfattning
I detta projekt för bearbetning av vikbara handtag i rostfritt stål 304 har svårigheterna med materialkarakteristika lyckat övervinnas genom noggrann tillämpning av kärnmetallbearbetningstekniker såsom stansning, CNC-böjning, precisionsniting och elektrolytisk förkromning, kombinerat med målinriktade tekniska optimeringar. De levererade produkterna uppfyller inte bara kundens stränga krav på precision, prestanda och utseende, utan har också vunnit kundens förtroende genom helhetskontroll av kvaliteten. För närvarande har denna serie handtag tagits i omfattande bruk i kundens medicinska utrustningschassin med god marknadsrespons.
Vi har anpassad bearbetningskapacitet för olika metallprodukter och kan anpassa oss till olika material (rostfritt stål, kolstål, koppar, med en bredd av mer än 150 mm ,aluminiumlegering, etc.), processer och funktionskrav enligt kundens behov. Produktionen är helt transparent med kontrollerad kvalitet och garanterad leveranstid.