Náš klient, značka specializující se na vysoce kvalitní domácí spotřebiče, měla za cíl vyvinout bezševnou sklenici ze nerezové oceli vytvořenou jednodílným tvářením určenou pro spotřebitele orientované na lehký luxus v Evropě, Americe a Rusku.
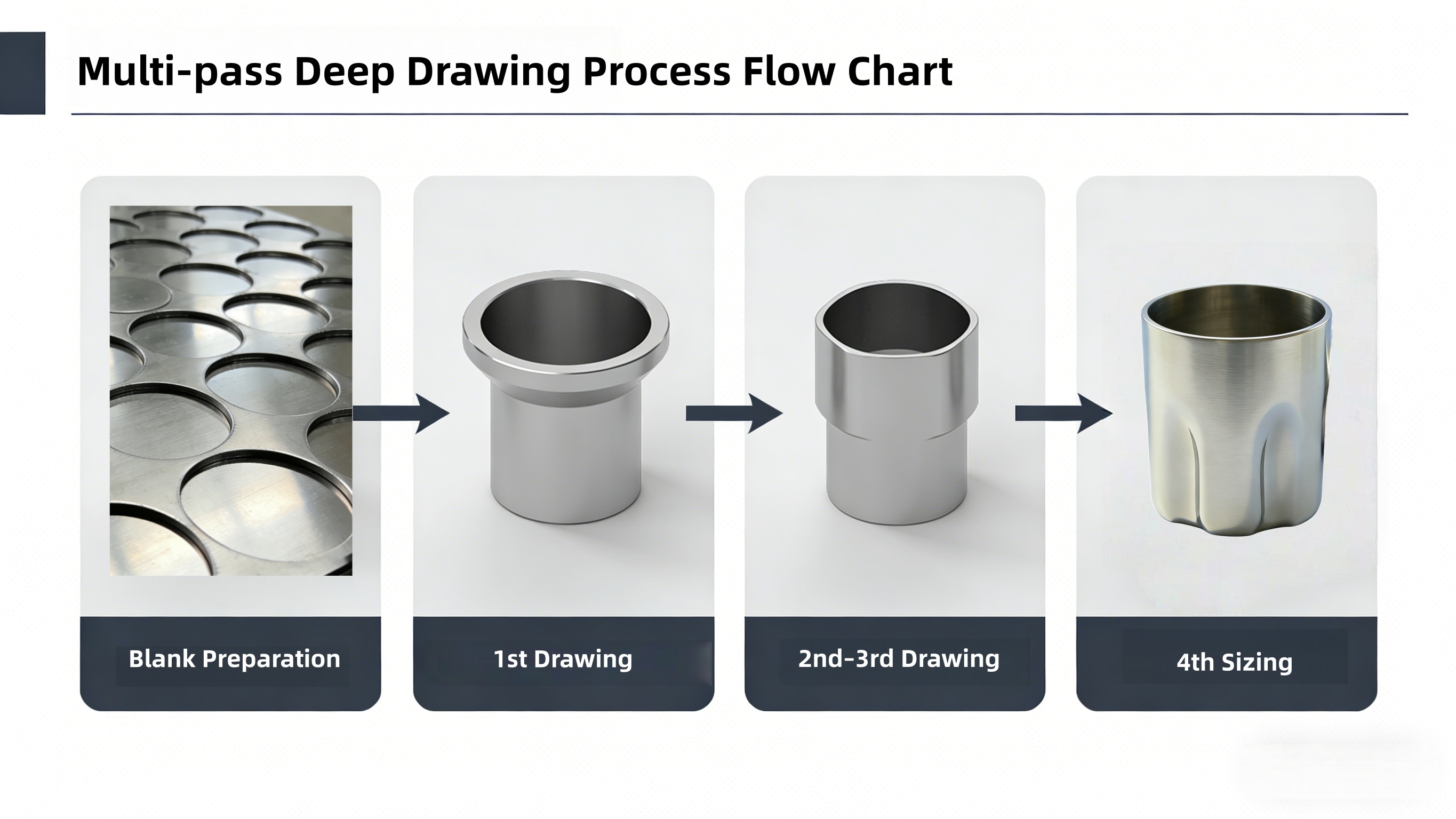
Konečně jsme zavedli kombinovaný proces víceprůchodového hlubokého tažení (hlubokého stříhání) jednodílného tvarování + místního razení + zrcadlového leštění za účelem plného splnění požadavků zákazníka.
Namísto tradičního procesu hydroformingu trubek jsme začali s plochými polotovary z nerezové oceli a tělo pohárku jsme vytvořili pomocí 4 postupných průchodů hlubokého tažení . Podrobnosti každého kroku a řešené problémy jsou následující: Ve fázi přípravy polotovaru jsme vybrali 2plechy z nerezové oceli 304 o tloušťce mm, které jsme vysekali do kruhových dílů o průměru 120 mm a odstranili jemné hranové výstupky (deburring), aby nedošlo ke koncentraci napětí na okraji a zabránilo se praskání během následného tažení. V prvním tažném průchodu jsme použili formu s velkým zaoblením (fillet), čímž jsme původní polotovar zprvu natáhli do mělkého válce výšky 40 mm; tažný koeficient jsme udrželi na hodnotě 0,55, aby se uvolnilo počáteční napětí a zabránilo se okamžitému protržení materiálu. Abychom obnovili plastické vlastnosti materiálu pro následné hluboké tažení, provedli jsme po prvním tažení žíhání v roztoku při teplotě 1050 °C, následované rychlým ochlazením ve vodě, čímž jsme účinně odstranili tvrdnutí v důsledku deformace. 65mm, přičemž tažný koeficient jsme u každého průchodu udrželi na hodnotě 0,7. Rovnoměrným rozdělením deformace jsme zajistili, že rozdíl tloušťky stěny zůstal v rámci 0.2nakonec jsme ve čtvrtém tvarovacím průchodu použili tvarovací formu s vlnitým konturem a speciálně tvarovaný zakřivený povrch těla pohárku přesně vytvořili pomocí hydraulického lisu metodou kování, čímž jsme zabránili pružnému zpětnému prohnutí pohárku a dokonale obnovili navržený vlnitý tvar.

Po vytvoření hlavního těla pohárku jsme použili vyznačenou precizní formu pro lokální kování dna pohárku:

Abychom dosáhli vysoce kvalitního vizuálního efektu a splnili normy potravinářské bezpečnosti, zavedli jsme třístupňový leštění :

Po třech kolech iterací formy a optimalizace procesu jsme úspěšně dodali vzorky sklenic na víno ze nerezové oceli, které splňují všechny požadavky:
S 10+ letým odbornost v oblasti přesného kovového tváření ovládáme klíčové procesy, jako je hluboké tažení více průchodem, místní razítkování a vnitřní tváření vysokým tlakem. Z dosavadních plochých заготовок realizujeme jednodílné tváření na bezšvé součásti neobvyklého tvaru, čímž dokonale řešíme problémy nedostatečné pevnosti a rizika úniku způsobené tradičními svařovacími postupy, a stáváme se tak spolehlivým partnerem pro výrobu vysoce kvalitních kovových součástí na zakázku.
Poskytujeme kompletní přizpůsobené řešení od optimalizace konstrukce výrobku, vývoje forem a malosériové zkušební výroby až po velkosériovou sériovou výrobu:
Všechny kovové materiály jsou pečlivě vybrány. vysokokvalitní kovové materiály výrobní proces přísně dodržuje systém řízení kvality ISO 9001 a hotové výrobky splňují mezinárodní certifikáty kvality, jako je např. evropské označení CE nebo americký standard ANSI, čímž vyhovují požadavkům na uvedení na zahraniční trhy a poskytují zahraničním kupujícím jistotu.
Cangzhou Deeplink je čínský výrobce pro OEM specializující se na výrobu kovových dílů na zakázku z plechu, precizní razení kovů, laserové řezání, CNC obrábění a hluboké tažení. Certifikováno podle ISO 9001. Rychlá dodávka do celého světa.
Západní část hospodářského rozvojového uzlu okresu Nanpi, město Cangzhou, provincie Che-pej
Copyright © 2025 Cangzhou Deeplink International Supply Chain Co., Ltd. Zásady ochrany soukromí