Asiakkaamme on brändi, joka keskittyy korkealaatuisiin kotitalous tuotteisiin, ja joka aikoi kehittää saumaton, yhden kappaleen muotoinen ruostumaton teräksinen viinilasi kohdentaen kevyen luksuksen kuluttajaryhmiä Euroopassa, Amerikassa ja Venäjällä.
Lopulta hyväksyimme yhdistetyn prosessin, joka koostui monivaiheisesta syvävetämisestä (syvä leimautus) yhden kappaleen muodostamiseen + paikallisesta leimautuksesta + peilikirkkaasta kiillotuksesta täyttääksemme täysin asiakkaan vaatimukset.
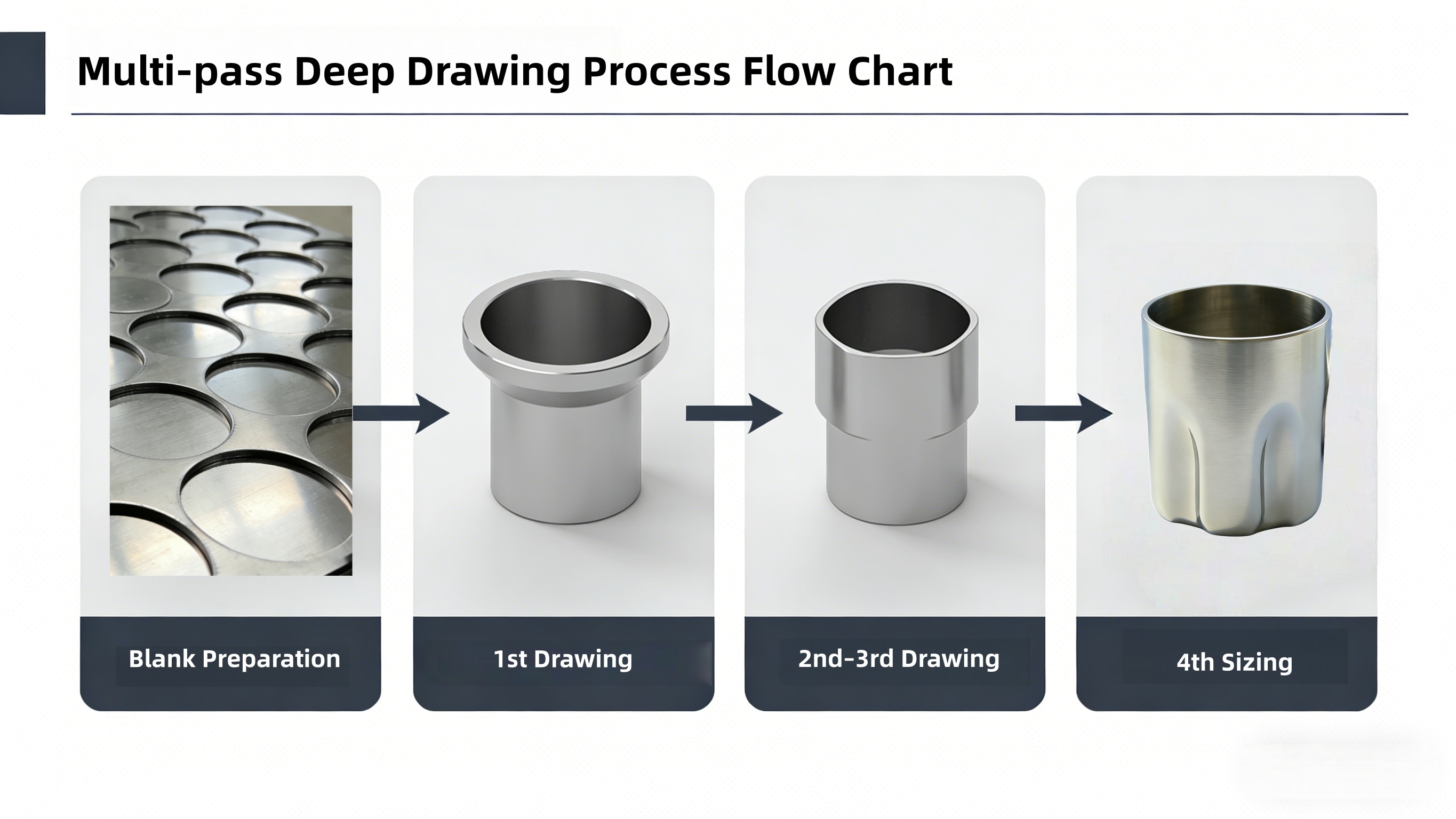
Perinteisen putken hydromuovauksen sijaan aloitimme ruostumattomasta teräksestä valmistettujen tasaisien levyjen käytöstä ja muodostimme kupin rungon neljässä vaiheessa tapahtuvalla syvävetämisellä . Jokaisen vaiheen yksityiskohdat ja ratkaistut ongelmat ovat seuraavat: Levyvalmisteluvaiheessa valitsimme 2mm paksuiset 304-ruostumatonta terästä sisältävät levyt, joista leikattiin pyöreitä kappaleita, joiden halkaisija on 120 mm, ja joiden reunat tuli terästää, jotta vältettäisiin jännityskeskittymä reunoissa ja halkeamien syntymistä seuraavassa muovauksessa. Ensimmäisessä muovauskerrassa käytettiin suurisäteistä muottia, jolla tyhjäkappale muovattiin aluksi 40 mm korkeaksi matalaksi kupuksi; muovauskerroin säädettiin arvoon 0,55, jotta alkuperäinen jännitys voitiin purkaa ja materiaalin äkkinäinen repeäminen estetty. Jotta materiaalin muovautuvuus palautuisi seuraavaa syvämuovausta varten, suoritettiin ensimmäisen muovauskerran jälkeen liuotuspehmennys 1050 °C:ssa, jonka jälkeen tehtiin nopea vesijäähdytys, jotta työstökovettuminen poistettaisiin tehokkaasti. Toisessa ja kolmannessa muovauskerrassa muottisäde pienennettiin vaiheittain, jolloin kupun runko muovattiin lopulliseen korkeuteen 65mm, ja muovauskerroin säädettiin jokaisessa kerrassa arvoon 0,7. Tasaisen muodonmuutoksen jakamisen avulla varmistettiin, että seinämän paksuusero pysyi 0.2lopuksi neljännessä muotoilukerrassa käytimme aaltomaisen reunan omaavaa muotoilumuottia ja muotoilimme kupin rungon erikoismuotoisen kaarevan pinnan hydraulisen puristimen avulla, jolloin vältettiin kupin kimpoaminen takaisin ja suunniteltu aaltomainen muoto saavutettiin täydellisesti.

Kun kupin päärunko oli muotoiltu, käytimme erityisvalmistettua tarkkuusmuottia kupin pohjan paikalliselle kolvoon:

Saavuttaaksemme korkealaatuisen visuaalisen vaikutelman ja täyttääksemme elintarviketurvallisuusvaatimukset, toteutimme kolmiasteisen kiillotusprosessin :

Kolmen muottikierroksen ja prosessioptimoinnin jälkeen toimitimme onnistuneesti ruostumatonta terästä käyttävät viinilasin näytteet, jotka täyttävät kaikki vaatimukset:
Kanssa yli 10 vuoden kokemus tarkkuusmetallimuovauksessa hallitsemme ydinprosesseja, kuten monivaiheista syvänvetoprosessia, paikallista kolikointia ja sisäistä korkeapainemuovautumista. Saavutamme yhden kokonaisuuden muovauksen tasaisesta lähtölevystä saumattomiin erikoismuotoisiin osiin, ratkaisten täten täydellisesti perinteisten hitsaustekniikkojen aiheuttamat ongelmat riittämättömästä lujuudesta ja vuotoriskeistä, mikä tekee meistä luotettavan kumppanin korkealuokkaisille mukautettuille metalliosille.
Toimimme yhdenvertainen räätälöity ratkaisu tuotesuunnittelun optimoinnista, muottikehityksestä ja pieniin sarjoihin tehtävästä kokeilutuotannosta suurimittaiseen sarjatuotantoon:
Kaikki metallimateriaalit valitaan huolellisesti. Korkealaatuista Metallimateriaaleja tuotantoprosessi noudattaa tiukasti ISO 9001 -laatujärjestelmää, ja valmiit tuotteet läpäisevät kansainväliset laatuvarmennukset, kuten EU:n CE-merkintä ja yhdysvaltalainen ANSI-standardi, täyttäen näin ulkomaisia markkinoita koskevat hyväksyntävaatimukset ja antaen ulkomaisille ostajille luottamusta.
Cangzhou Deeplink on Kiinassa sijaitseva OEM-valmistaja, joka erikoistuu mukautettuihin levymetallityöihin, tarkkuusmetallimuovausten valmistukseen, laserleikkaukseen, CNC-koneistukseen ja syvään vetoon. ISO 9001 -sertifiointi. Nopea toimitus maailmanlaajuisesti.
Nanpin piirikunnan talouskehitysalueen länsiosa, Cangzhoun kaupunki, Hebein maakunta
Tekijänoikeus © 2025 Cangzhou Deeplink International Supply Chain Co., Ltd. Tietosuojakäytäntö