Наш клієнт — бренд, що спеціалізується на преміальних побутових товарах, планував розробити безшовний винний келих із нержавіючої сталі, виготовлений за однією заготовкою для споживачів з сегменту «легкої розкоші» у Європі, США та Росії.
У підсумку ми використали комбінований процес багатопрохідного глибокого витягування (глибокого штампування) цільного формування + локального клеймінгу + дзеркального полірування для повного задоволення вимог замовника.
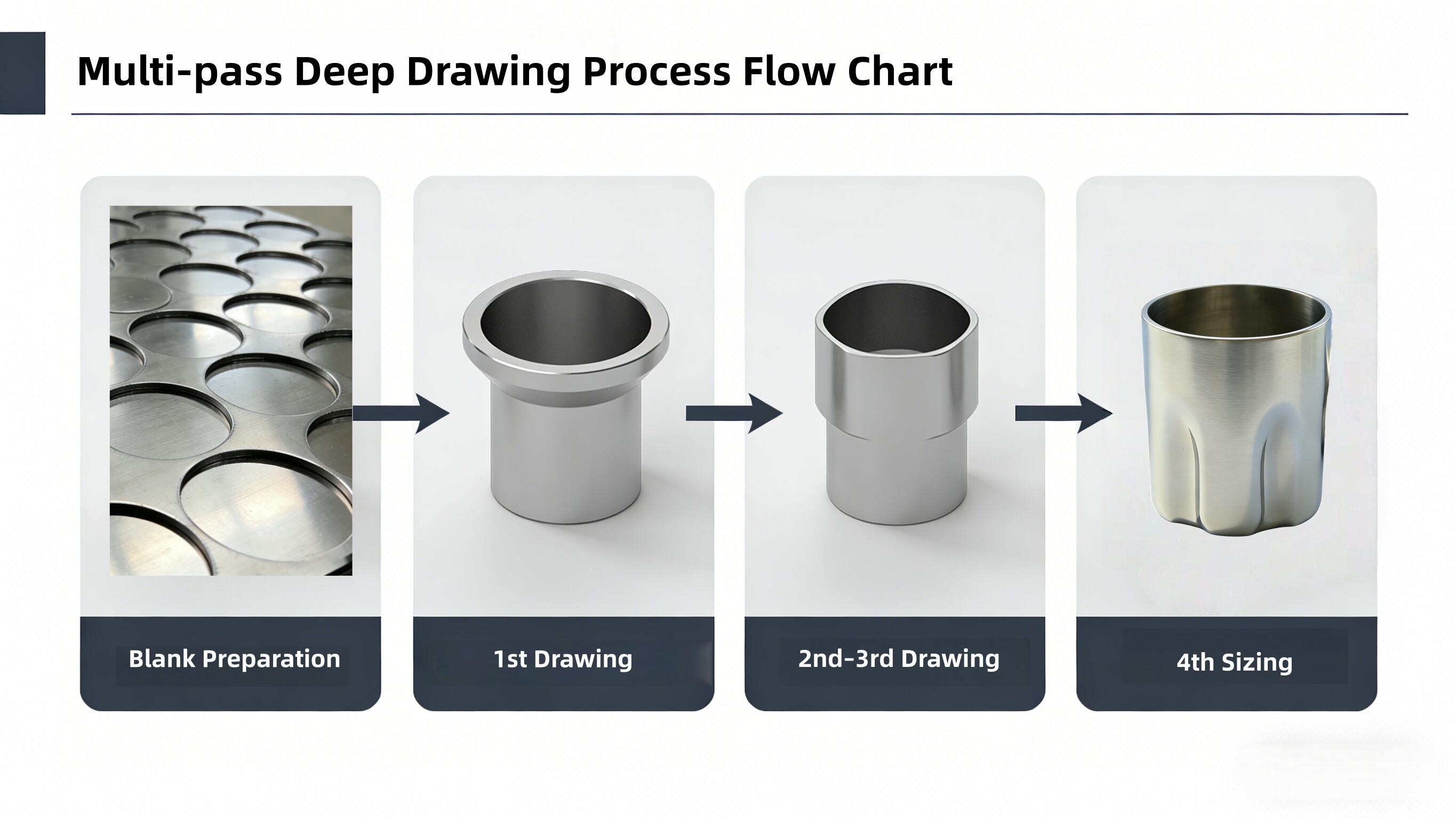
Замість традиційного процесу гідроформування труб ми почали з плоских заготовок із нержавіючої сталі й завершили формування корпусу стакана за допомогою 4 послідовних проходів глибокого витягування . Деталі кожного етапу та вирішені проблеми наведені нижче: На етапі підготовки заготовок ми вибрали 2листів з нержавіючої сталі марки 304 товщиною мм, вирізали їх у круглі заготовки діаметром 120 мм і зачистили краї, щоб уникнути концентрації напружень по краях і запобігти утворенню тріщин під час подальшого витягування. Під час першого переходу витягування ми використали матрицю з великим радіусом закруглення, щоб спочатку витягнути заготовку у мілку чашку висотою 40 мм, контролюючи коефіцієнт витягування на рівні 0,55 для зняття початкових напружень і запобігання миттєвому розриву матеріалу. Щоб відновити пластичність матеріалу для подальшого глибокого витягування, після першого переходу витягування ми провели термічну обробку — розчинну відпалювання при температурі 1050 °C з наступним швидким охолодженням у воді, що ефективно усуває наклеп. Під час другого та третього переходів витягування ми поступово зменшували радіус закруглення матриці, витягуючи корпус чашки до кінцевої висоти 65мм, при цьому коефіцієнт витягування на кожному переході контролювався на рівні 0,7. Рівномірно розподіляючи деформацію, ми забезпечили, що різниця у товщині стінок знаходиться в межах 0.2мм. Нарешті, на четвертому етапі формування ми використали формувальну матрицю з хвилястою контурною лінією й точно сформували спеціальну криволінійну поверхню корпусу стакана за допомогою гідравлічного преса методом штампування, уникнувши пружного відскоку стакана та ідеально відтворивши проектовану хвилясту форму.

Після формування основного корпусу стакана ми використали індивідуальну прецизійну матрицю для локального штампування дна стакана:

Щоб досягти високоякісного візуального ефекту та відповідати стандартам безпеки харчових продуктів, ми застосували триступеневий процес полірування :

Після трьох ітерацій форми та оптимізації технологічного процесу ми успішно поставили зразки столових винних келихів із нержавіючої сталі, які відповідають усім вимогам:
З 10+ роками досвіду у сфері точного металоформування ми володіємо ключовими технологіями, такими як багатопрохідне глибоке витягування, локальне штампування та внутрішнє гідроформування під високим тиском. Ми забезпечуємо однопроцесне формування з плоских заготовок у безшовні деталі нестандартної форми, повністю вирішуючи проблеми недостатньої міцності та ризиків витоку, спричинених традиційними зварювальними процесами, і стаємо надійним партнером у виготовленні високоякісних спеціалізованих металевих деталей.
Ми пропонуємо комплексне рішення під ключ від оптимізації конструкції виробу, розробки прес-форми та пробного випуску невеликих партій до масового виробництва:
Всі металеві матеріали підібрані високоякісні металеві матеріали виробничий процес строго дотримується системи управління якістю ISO 9001, а готові вироби проходять міжнародну сертифікацію якості, зокрема ЄС CE та американську ANSI, що відповідає вимогам доступу на зарубіжні ринки й надає гарантії покупцям із-за кордону.
Cangzhou Deeplink надає рішення з прецизійної штамповки металу, виготовлення листових деталей та комплектуючих для глобального високотехнологічного виробництва. Наші повноциклові послуги забезпечують швидкі терміни виконання, вишукану якість виготовлення та стабільну якість. Зв’яжіться з нами, щоб отримати індивідуальну пропозицію!
Західна частина зони економічного розвитку повіту Нанпі, місто Цанчжоу, провінція Хебей
© 2025 Cangzhou Deeplink International Supply Chain Co., Ltd. Політика конфіденційності