Ons kliënt, ’n merk wat spesialiseer in hoogwaardige huishoudelike produkte, het beplan om ’n naadlose, eenstuk-gevormde roestvrystaalwynglas vir die ligte-luksusverbruikersgroepe in Europa, Amerika en Rusland te ontwikkel.
Ons het uiteindelik 'n gekombineerde proses aangeneem van veelvoudige-deptrek-eenstukvorming (diep stansing) + plaaslike koinvasvorming + spieëlglanpolisering om aan die kliënt se vereistes te voldoen.
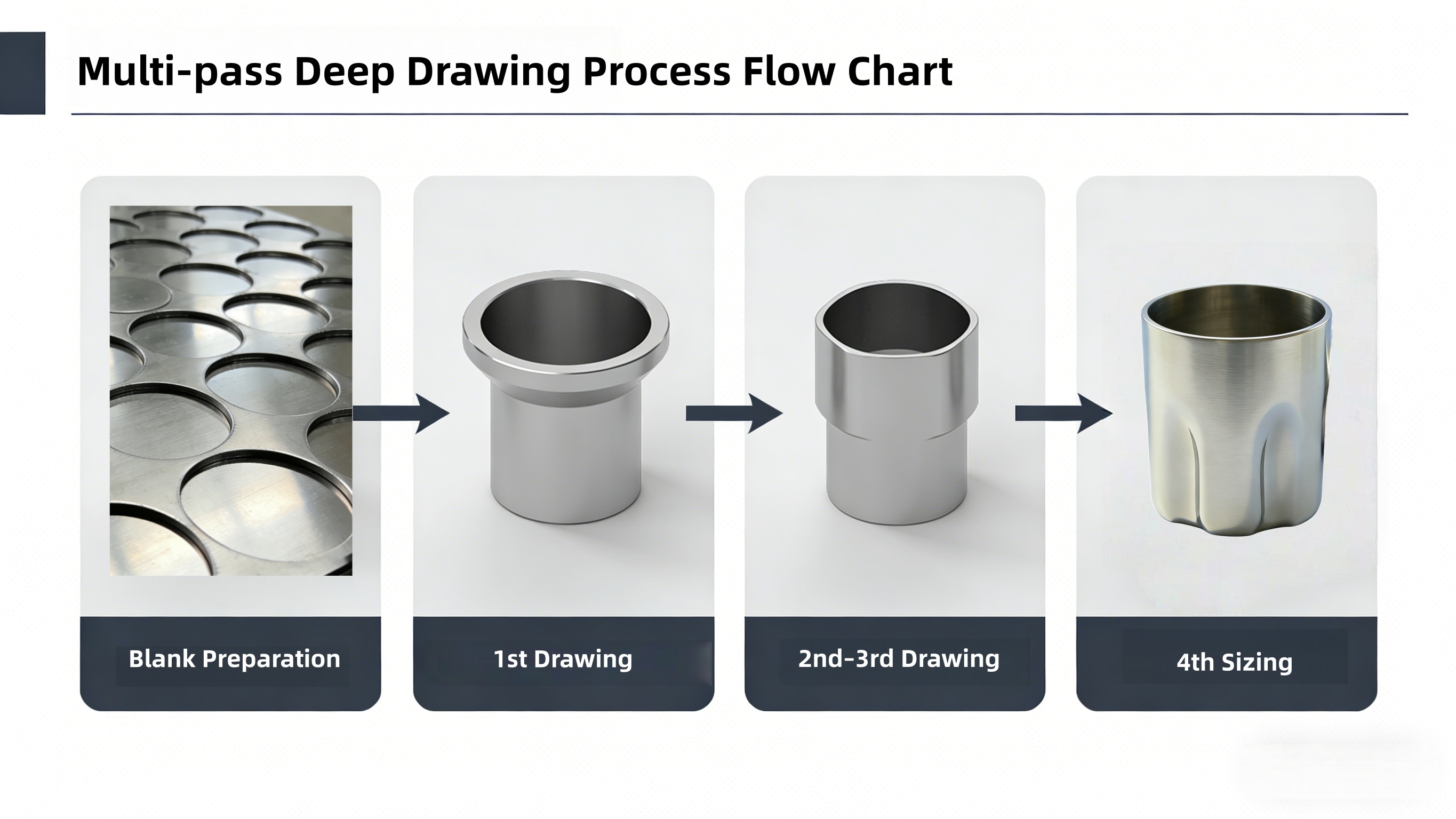
In plaas van die tradisionele buis-hidrovormingsproses, het ons begin met plat rypies van roestvrystaal en die bekersliggaam gevorm deur 4 progressiewe deptrekpassas . Die besonderhede van elke prosedure en die probleme wat opgelos is, is soos volg: In die stadium van die voorbereiding van die rypies, het ons gekies 2mm-dik 304 roestvrystaalplate, wat in ronde stukke met 'n deursnee van 120 mm gesny is, en die rande is ontbyt om spanningkonsentrasie by die rande te voorkom en kraking tydens die daaropvolgende trekproses te voorkom. Tydens die eerste trekpassie het ons 'n mall met 'n groot radius gebruik om die plaat aanvanklik na 'n vlak beker met 'n hoogte van 40 mm te trek, terwyl die trekkoëffisiënt by 0,55 gehou is om die aanvanklike spanning te verlig en onmiddellike skeuring van die materiaal te voorkom. Om die plastisiteit van die materiaal vir verdere dieptrek te herstel, het ons oplossingsglansverharding by 1050 °C na die eerste trek uitgevoer, gevolg deur vinnige waterafkoeling om werkverharding doeltreffend te verwyder. Tydens die tweede tot derde trekpassies het ons geleidelik die mallradius verminder en die bekerliggaam na die finale hoogte getrek na 65mm, met die trekkoëffisiënt by 0,7 vir elke passie gehou. Deur die vervorming gelykmatig te versprei, het ons verseker dat die wanddikteverskil binne 0.2laastens, in die 4de vormgewingspas, het ons 'n vormmal met 'n golwende kontuur gebruik en die spesiaalgevormde gekurwe oppervlak van die bekerliggaam presies gevorm deur middel van hidrouliese pers-stempeling, wat terugvering van die beker vermy en die ontwerpgolwende vorm perfek herstel.

Nadat die hoof bekerliggaam gevorm is, het ons 'n aangepaste presisie-mal vir plaaslike stempeling van die bekerbasis gebruik:

Om 'n hoogwaardige visuele effek te bereik en aan voedselveiligheidsstandaarde te voldoen, het ons 'n 3-stadium-polisproses :

Na 3 ronde van malliterasie en prosesoptimalisering, het ons suksesvol roestvrystaalwynglasmonsters gelewer wat aan al die vereistes voldoen:
Met 10+ jare van kundigheid in presisie-metaalvorming beheers ons kernprosesse soos meervoudige dieptrekking, plaaslike stempeling en interne hoëdruk-vorming. Ons bereik eenstukvorming van plat voorwerpe tot naadlose, spesiaal gevormde dele, wat die probleme van onvoldoende sterkte en lekkasiegevaar wat deur tradisionele lasprosesse veroorsaak word, perfek oplos — sodat ons ‘n betroubare vennoot vir hoë-end aangepaste metaalonderdele is.
Ons verskaf 'n eenmalige oplossing op maat van produkontwerp-optimisering, vormontwikkeling en klein-batch proefproduksie tot groot-skaal massa-produksie:
Alle metalmaterials word gekies hoogkwaliteit Metale Materialen . Die produksieproses volg streng die ISO9001-kwaliteitsbestuurstelsel, en die eindprodukte slaag internasionale kwaliteitsertifikasies soos EU CE en Amerikaanse ANSI, wat aan die toegangsvereistes van buitelandse markte voldoen en buitelandse kopers gerusstel.
Cangzhou Deeplink is ’n OEM-vervaardiger met setel in China wat spesialiseer in aangepaste plaatmetaalvervaardiging, presisie-metaalstanswerk, lasersnyding, CNC-versnyding en dieptrekwerk. ISO 9001-gebesert. Vinnige lewerings wêreldwyd.
Die Weslike Gebied van die Ekonomiese Ontwikkelingsone van Nanpi-distrik, Cangzhou-stad, Hebei-provinsie
Auteursreg © 2025 deur Cangzhou Deeplink Internasionale Voorsieningskettingmaatskappy, Ltd. Privatheidbeleid